铣床工艺实习
扬州大学能源与动力工程学院
本科生工艺实习
课 题: 铣床的电气控制工艺实习
专 业: 电气工程及其自动化
学 号:
班 级: 电气1102
姓 名:
指导教师: 蒋 步 军
完成日期: 2015年1月4日
目 录
1 绪论................................................................................................ 1
1.1 铣床简介.............................................................................. 1
1.1.1铣床的选型................................................................. 1
1.1.2 X62W机床特点......................................................... 1
1.2 X62W机床元件列表............................................................ 2
1.3 控制要求.............................................................................. 3
2 接线工艺要求................................................................................ 4
3.2 主电路原理分析................................................................... 7
3.3 控制电路原理分析............................................................... 7
4 调试过程...................................................................................... 10
5 实习小结...................................................................................... 11
5 实习小结...................................................................................... 11
6 附录.............................................................................................. 12
1 绪论
1.1 铣床简介
1.1.1铣床的选型
X62W万能铣床是一种通用的多用途机床,它可以进行平面、斜面、螺旋面及成型表面的加工,是一种较为精密的加工设备,它采用继电接触器电路实现电气控制。PLC专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。将X62W万能铣床电气控制线路改造为可编程控制器控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。
1.1.2 X62W机床特点
(1) 能完成很多普通机床难以加工或者根本不能加工的复杂型面的加工。
(2) 采用X62W铣床可以提高零件的加工精度,稳定产品的质量。
(3) 采用X62W可以比普通机床提高2~3倍生产率,对复杂零件的加工,生产率可以提高十几倍甚至几十倍。
(4) 此机床具有柔性,只需更换程序,就可以适应不同品种及尺寸规格零件的自动加工。
(5) 大大的减轻了工人的劳动强度。
万能铣床是一种高效率的加工机械,在机械加工和机械修理中得到广泛的应用,万能铣床的操作是通过手柄同时操作电气与机械,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的组合机床。但是在电气控制系统中,故障的查找与排除是非常困难的,特别是在继电器接触式控制系统,由于电气控制线路触点多、线路复杂、故障率高、检修周期长,给生产与维护带来诸多不便,严重地影响生产。本文所述方案是对原来的继电器接触式模拟控制系统进行PLC改造而成,经实际运行证明该PLC控制系统无论是硬件还是软件,控制稳定可靠, 具有极高的可靠性与灵活性, 更容易维修,更能适应经常变动的工艺条件,取得了较好的经济效益。
1.2 X62W机床元件列表
表1-1铣床的电机参数参照表

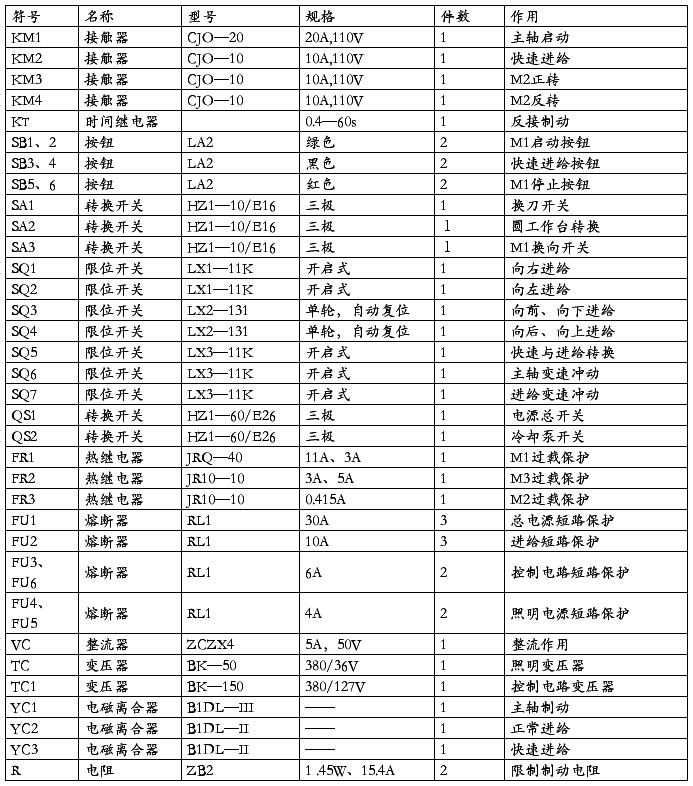
表1-2铣床的基本元件一览表
1.3 控制要求
(1)主轴电动机M1有三种控制:正反转起动,反接制动和变速冲动。
(2)工作台进给电动机M2有三种控制:进给、快速移动和变速冲动。
(3)M3拖动冷却泵提供冷却液,只需单向运行。
(4)为了能及时实现控制,机床设置了两套操纵系统,再机床正面及侧 都安装了相同的按钮、手轮和手柄,操作方面,以实现两地控制。
(5)为了保证安全,防止事故,机床有顺序的动作,采用了联锁。
(6)三台电动机都设有过载保护,控制线路设有短路保护,工作台的六个方向,都设有终端保护。
2 接线工艺要求
1 相对标号法
相对标号法就是在每个接线端子处标明它所连结对象的编号,以表明二者之间相互连接关系的一种方法。
2 屏面布置
查看各个屏位的布置是否符合图纸,各种设备压板标识名称应统一规范,含义准确、字迹清晰、牢固、持久。
3 屏上元件安装
(1)所有安装设备型号、数量与设计图纸一致。
(2)所有二次设备工作完工,设备配件齐全(顶盖、面板、把手、标签等)。
(3)施工工艺要满足《电气装置安装工程盘、柜及二次回路接线施工及验收规范》(GB50171-92)的要求,做到美观、整齐、易于运行维护及检修的要求。
(4)对屏、端子等保护专业维护范围的端子及接线(包括接地线)外观检查,屏上的测量仪表和继电器、控制元件、信号元件、连接元件等二次元件等应清洁,无损坏,安装紧固,无变形,标识清晰,操作灵活。
(5)接入交流电源(220V 或380V)的端子与其它回路端子采取有效隔离措施,并有明显标识。根据回路的用途,接线端子分为一般端子、连接端子、试验端子、连接型试验端子、终端端子。
4屏内配线
1)平行排列配线(扁线)
①平行排列配线是把相同走向的导线排列在一起,用线夹固定成形,断面成矩形;为使线排整齐,还常常放入实际并不接线的假线。
②分支线弯曲后与主线成直角,弯曲时,将配线弯成小圆角,弯曲半径一般为导线直径的三倍;
③导线数量较多时,可变成多层走线;
④“线把”要保持横平竖直,每间隔用线卡均匀固定;
⑤上线卡时,先在两层导线之间垫一层弹性纸片,导线外包缠黄蜡带或聚氯乙烯带加强绝缘;
⑥屏上常焊有走线支架,在一定距离上加以强度较大的线夹,将“线把”统一固定。
2)成束布线(圆线)
①将相同走向的导线用蜡棉纱线、尼龙线或专用塑料扎带,把线捆扎在一起,断面成圆形;
②扎线间距约为 60mm~120mm,扎带结置于背面;
③分支线与主线成直角,并且要从线束背面或侧面引出;
④屏内适当位置也应设置线夹,将线束固定,并与屏面有不大的距离;
⑤线夹与线束之间应衬垫黄蜡带或聚氯乙烯带;
3)技术标准:二次线装配原则和要求
①电压回路、控制回路用 1.5mm2 铜芯绝缘线,电流回路用2.5mm2 铜芯绝缘线,不得用铝芯线;
②配电屏内配线应整齐,接线正确、牢固,与安装图一致;
③配线在两个端子之间不容许有接头及分支线,配线端部需套上绝缘软管,并写明编号,编号正确,字迹清楚;
④配线应成排或成束、垂直或水平、有规律地布置,布线合理、省材料,其长度超过时,应加线卡,线卡与导线之间应衬垫绝缘;
⑤导线穿过金属板时,应装在绝缘衬管内;
⑥配线与端子连接,线耳应顺时针绕接,接点必须加垫圈或花圈;
⑦所有与配电屏相连接的电缆,在与端子排相连接前,都应用电缆卡子固定在支架上,使端子不受任何机械应力;
⑧活动屏用多股软线布线;
⑨同一屏用同一颜色线布线;
⑩当端子已接有二根导线时,不得加装第三根,应设法加装端子。
另:二次线的连接均应牢固可靠,层次分明,整齐美观。相同元件走线方式应一致。
所有连接导线中将不应有接头。
二次接线应远离飞弧元件,并不得妨碍电器正常操作。
电流表与分流器的连线之间不得经过端子,其线长不得超过3米。
3 电气控制原理
3.1 电气原理图


图3-2 电气元件功能说明
另附:在我们实习时因为是模拟控制,所以YA在图上快速进给线圈用一个电机代替,KS速度继电器控制改为KT时间继电器控制。
3.2 主电路原理分析
X62W万能铣床的电路如图3-1所示,该线路分为主电路、控制电路和照明电路三部分。主电路包括三台电机:一台主轴电机,一台进给电机,一台冷却泵电机。还有快速进给继电器YA(在本次实习中用电机M3代替)负责快速进给的操作。其中主轴电机和进给电机的控制电路接了可以进行正反转控制的接触器用于对电机进行反转或制动操作。主轴电机可以通过组合开关SA5的控制来实现正反转。总电路上接有短路器和熔断器用于在过载时进行电路的保护,另外每一台电机上还接有热继电器FR用于在电机过热时进行断路的保护。
3.3 控制电路原理分析
控制电路的电源由控制变压器TC输出110V电压供电。
⑴主轴电动机M1的控制
主轴电动机M1采用两地控制方式,SB1和SB2是两组启动按钮,SB5和SB6是两组停止按钮。KM1是主轴电动机M1的启动接触器,YC1是主轴制动用的电磁离合器,SQ1是主轴变速时瞬时点动的位置开关。
1)主轴电动机M1启动前,应首先选择好主轴的转速,然后合上电源开关QS1,再把主轴换向开关SA3扳到所需要的转向。按下启动按钮SB1(或SB2),接触器KM1线圈得电,KM1主触头和自锁触头闭合,主轴电动机M1启动运转,KM1常开辅助触头(9-10)闭合,为工作台进给电路提供了电源。按下停止按钮SB5(或SB6),SB5-1(或SB6-1)常闭触头分断,接触器KM1线圈失电,KM1触头复位,电动机M1断电惯性运转,SB5-2(或SB6-2)常开触头闭合,接通电磁离合器YC1,主轴电动机M1制动停转。
2)主轴换铣刀时将转换开关SA1扳向换刀位置,这时常开触头SA1-1闭合,电磁离合器YC1线圈得电,主轴处于制动状态以便换刀;同时常闭触头SA1-2断开,切断了控制电路,保证了人身安全。
3)主轴变速时,利用变速手柄与冲动位置开关SQ1,通过M1点动,使齿轮系统产生一次抖动,以便于齿轮顺利啮合,且变速前应先停车。
⑵进给电动机M2的控制
工作台的进给运动在主轴启动后方可进行。工作台的进给可在3个坐标的6个方向运动,进给运动是通过两个操作手柄和机械联动机构控制相应的位置开关使进给电动机M2正转或反转来实现的,并且6个方向的运动是联锁的,不能同时接通。
1)当需要圆形工作台旋转时,将开关SA2扳到接通位置,这时触头SA2-1和SA2-3断开,触头SA2-2闭合,电流经10—13—14—15—20—19—17—18路径,使接触器KM3得电,电动机M2启动,通过一根专用轴带动圆形工作台作旋转运动。转换开关SA2扳到断开位置,这时触头SA2-1和SA2-3闭合,触头SA2-2断开,以保证工作台在6个方向的进给运动,因为圆形工作台的旋转运动和6个方向的进给运动也是联锁的。
2)工作台的左右进给运动由左右进给操作手柄控制。操作手柄与位置开关SQ5和SQ6联动,有左、中、右三个位置,其控制关系见表1。当手柄扳向中间位置时,位置开关SQ5和SQ6均未被压合,进给控制电路处于断开状态;当手柄扳向左或右位置时,手柄压下位置开关SQ5或SQ6,使常闭触头SQ5-2或SQ6-2分断,常开触头SQ5-1或SQ6-1闭合,接触器KM3或KM4得电动作,电动机M2正转或反转。由于在SQ5或SQ6被压合的同时,通过机械机构已将电动机M2的传动链与工作台下面的左右进给丝杠相搭合,所以电动机M2的正转或反转就拖动工作台向左或向右运动。

表3—1工作台左右进给手柄位置及其控制关系
工作台的上下和前后进给运动是由一个手柄控制的。该手柄与位置开关SQ3和SQ4联动,有上、下、前、后、中5个位置,其控制关系见表2。当手柄扳至中间位置时,位置开关SQ3和SQ4均未被压合,工作台无任何进给运动;当手柄扳至下或前位置时,手柄压下位置开关SQ3使常闭触头SQ3-2分断,常开触头SQ3-1闭合,接触器KM3得电动作,电动机M2正转,带动着工作台向下或向前运动;当手柄扳向上或后时,手柄压下位置开关SQ4,使常闭触头SQ4-2分断,常开触头SQ4-1闭合,接触器KM4得电动作,电动机M2反转,带动着工作台向上或向后运动。
当两个操作手柄被置定于某一进给方向后,只能压下四个位置开关SQ3、SQ4、SQ5、SQ6中的一个开关,接通电动机M2正转或反转电路,同时通过机械机构将电动机的传动链与三根丝杠(左右丝杠、上下丝杠、前后丝杠)中的一根(只能是一根)丝杠相搭合,拖动工作台沿选定的进给方向运动,而不会沿其他方向运动。

表3—2工作台上、下、中、前、后进给手柄位置及其控制关系
左右进给手柄与上下前后手柄实行了联锁控制,如当把左右进给手柄扳向左时,若又将另一个进给手柄扳到向下进给方向,则位置开关SQ5和SQ3均被压下,触头SQ5-2和SQ3-2均分断,断开了接触器KM3和KM4的通路,电动机M2只能停转,保证了操作安全。
3)6个进给方向的快速移动是通过两个进给操作手柄和快速移动按钮配合实现的。安装好工件后,扳动进给操作手柄选定进给方向,按下快速移动按钮SB3或SB4(两地控制),接触器KM2得电,KM2常闭触头分断,电磁离合器YC2失电,将齿轮传动链与进给丝杠分离;KM2两对常开触头闭合,一对使电磁离合器YC3得电,将电动机M2与进给丝杠直接搭合;另一对使接触器KM3或KM4得电动作,电动机M2得电正转或反转,带动工作台沿选定的方向快速移动。由于工作台的快速移动采用的是点动控制,故松开SB3或SB4,快速移动停止。
进给变速时与主轴变速时相同,利用变速盘与冲动位置开关SQ2使M1产生瞬时点动,齿轮系统顺利啮合。
4 调试过程
照明线路的调试
调试接通电源,再将断路器QF接通。将SA3接通看照明是否正常工作。
冷却泵电动机M3的调试
将SA2接通,观察是否转动。
主轴电动机M1的调试
先将SA5扳到需要的旋转方向,然后按下启动按钮看主轴电机是否朝所需的旋转方向旋转。制动时,按下停止按钮,经过一段时间后看主轴电动机是否停下来。然后换个方向再调试一下。
进给电动机的调试
工作台左右进给运动的控制:把纵向操作手柄扳右→压开关SQ1→正向接触器KM3通电→进给电动机M2正转,拖动工作台向右运动。纵向操作手柄扳左→压开关SQ2→反向接触器KM4通电→进给电动机M2反转,工作台向左运动。手柄扳在中间位置,则进给运动停止。
工作台前后和上下运动的控制:有十字开关操作,“向前”、“向下”压开关SQ3→正向接触器KM3通电→进给电动机M2正转,拖动工作台向前(向下)进给。“向后”“向上”进给都是通过十字开关手柄操作开关SQ4→反向接触器KM4通电→进给电动机M2反转,拖动工作台向后(向上)进给。
主轴转动的快速移动:工作台的快速移动也由进给电动机M2拖动,当工作台已经进给工作时,按下按钮SB3→KM5通电→YA通电→工作台快速移动→松开SB3→YA断电→快速移动停止。工作台仍按原来进给速度原方向进给。
主轴不转动时的快速进给:开关SA5扳向“停止”位置→按动SB2→按KM1通电并自锁,提供进给运动电源→电动机M2运动→按下按钮SB3→KM5断电→电磁YA通电→工作台快速移动。
进给快速冲动控制:
压动开关SQ6→接触器KM3通电→进给电动M2正转,手柄拖回原位,进给变速完成。
圆工作台的调试:
圆工作台只作单向转动。调试过程如下:将SA1扳向接通位置,使SA1-2闭合,将工作台手柄扳向中间位置,启动主轴电机,KM3得点,进给电动机M2启动,圆工作台回转。
圆工作台停止:按下SB1→KM1断电→KM3断电→进给电动机M2停止。
5 实习小结
为期一周的铣床工艺实习结束了,这是我第一次将课本上学到的以及电脑程序中的PLC运用到实践控制中。
记得第一天到实验室的时候,发现模板上有好多接线,各种器件,像断路器,继电器,热继电器等。本次实习最重要的任务就是接线,由于各器件的位置大体上固定的,有的端子距离有限,有的端子不止跟一个端子相连,所以不能完全按照原来的电气控制接线图接线,需要在不影响电路功能的基础上做一些改动。通过努力,组员分工合作,最终还算圆满完成了任务。
我们小组第一个进行验收试验,一次就成功了,这些都要归功于老师的指导,小组成员的团结协作。因为我们通过自己动手进行接线和安装,对铣床的原理有了更加深入的认识,对于电机控制的基本原理有了明确的方向。通过这次课程设计,我才明白学习是一个长期积累的过程,这次课程设计使我更深刻的理解了PLC的编程思想,也能更好的将所学知识应用到实践中去。在以后的工作、生活中都应该不断的学习,努力提高自己知识和综合素质。
6、附录
图 纸 目 录

-
电工工艺实训报告
电工工艺实训王琪谢廷维邹露瑶重庆能源职业学院电工工艺实训报告专业名称供用电技术电力器材营销与管理班级20xx2316组内成员王琪谢…
-
电工工艺实习报告
电工工艺实习报告实习内容1老师进行用电安全教育老师讲述了电是现代化生产和生活中不可缺少的重要能源若用电不慎就可能造成电源中断设备损…
-
电工工艺实习报告
电工工艺实习报告电工工艺gt实习报告一上周做了一周的电工技术实习虽然刚开始有些盲目但最终还是顺利完成了任务也gt收获了一些课本上学…
-
电工工艺实习报告
电工工艺实习报告实习时间指导教师1电工工艺实习任务1熟悉电气控制常用元件2学习绘画电气原理图和接线图3安装电机控制配电盘并试车4实…
-
电工工艺实习报告
学生实习报告实习名称电工工艺专业认知实习院部名称机电工程学院专业电气工程及其自动化班级10电气工程及其自动化单学生姓名学号实习地点…
-
数控铣床实习总结
实习总结近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加…
-
铣床实习总结
时间过得真快,转眼我们的实习生活已经进行了3个月的时间,对于我们来说,真的是一路耕耘,一路收获,这里的每一天都是那么充实,那么的丰…
-
M铣床实习总结
铣床实习总结一个月的铣床实习已经结束了,在这一个月里,通过自己的实习,了解了铣床具体加工的类型以及所注意的事项,以下便是自己这一个…