用比较仪测量长度的实验报告
实验一 用比较仪测量长度
一、 目的与要求
1、掌握长度尺寸的相对测量原理;
2、了解比较仪的结构和使用方法。
二、 测量原理
首先根据被测工件的基本尺寸A组成量块组,然后用此量块组将比较仪的标尺或指针调零。若从该仪器刻度标尺上获得的被测长度对量块组尺寸的偏差为△A,则被测工件的长度为L=A+△A
三、测量仪器 械比较仪

图1-1 机械比较仪
(a)外形 (b)仪器的传动系统图
1-工作台;2-底座;3-立柱;4-拨叉;5-横臂升降螺母;6-偏心手轮;7-横臂;8-横臂锁紧螺钉;9-标尺微调螺钉;10-指示表;11-微调框架;12-锁紧螺钉;13-锁紧螺钉;14-测量头
四、测量步骤
1、选择测量头
测量头的形状有球形、刀刃形及平面形三种形式,根据被测工件的形状,本实验选用球形测量头。
2、组合量块 按被测工件的基本尺寸组合量块组。
3、调整仪器:按图所示将量块组置于工作台上,使测头14对准量块的上测量面中心。调节比较仪指针,使其与零刻线对齐,调节步骤如下:
(1) 松开螺钉8,转动螺母5,使测头14与量块接触,直至指针大致位于标尺的中间位置,再锁紧螺钉8。
(2) 固紧螺钉12,松开螺钉13;转动偏心手轮6,使指针指到零刻线处,再拧紧螺钉13。
(3) 转动标尺微调螺钉9,使标尺微微移动,直至零刻线与指针完全对齐为止。
(4) 压下拨叉4抬起测量头,重新放置量块组;松开拨叉4,检查零位;微旋螺钉9,使指针再次对零。
(5) 按动拨叉数次,检查示值稳定性,若指针示值不超过三分之一格,则该指示表的示值稳定可用。
4、测量
对工件的同一部位测量10次,计算出算术平均值、标准偏差及极限误差,按标准形式写出结果。
附表: 实验一 用比较仪测量长度
仪器名称及规格:
零件基本尺寸及极限偏差: 量块组合尺寸:
重复10次测量一个零件同一部位的尺寸,计算测量误差:

心得体会:
年 月 日 指导教师:
第二篇:基本长度测量测定实验报告[1]
基本长度的测量
一、实验目的:
1. 了解游标卡尺和螺旋测微器装置的原理;
2. 掌握游标卡尺和螺旋测微器的正确使用方法;
3. 掌握对游标卡尺和螺旋测微器进行正确读数的方法。
二、实验仪器和用品:
游标卡尺 (精度值:0.02mm 量程:125mm) 螺旋测微器( 分度值:0.01mm 量程:25mm) 被测物体:小钢球、空心圆柱体玻璃杯 量筒。
三、实验原理:
1、游标卡尺及其工作原理
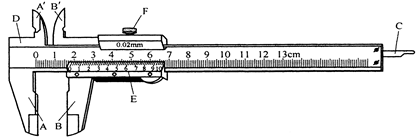
游标卡尺,是一种测量长度、内外径、深度的量具。游标卡尺由主尺和附在主尺上能滑动的游标两部分构成。若从背面看,游标是一个整体。主尺一般以毫米为单位,而游标上则有10、20或50个分格,根据分格的不同,游标卡尺可分为十分度游标卡尺、二十分度游标卡尺、五十分度格游标卡尺等。游标卡尺的主尺和游标上有两副活动量爪,分别是内测量爪和外测量爪,内测量爪通常用来测量内径,外测量爪通常用来测量长度和外径。深度尺与游标尺连在一起,可以测槽和筒的深度。
游标卡尺主要由两部分构成,如下图所示:在一毫米为单位的主尺上附加一个能够滑动的有刻度的小尺(副尺),叫游标,利用它可以把主尺估读的那位数值较为准确地读出来。
游标卡尺在构造上的主要特点是:游标上 个分度格的总长度与主尺上(
个分度格的总长度与主尺上( )个分度格的长度相同,若主尺上最小分度为
)个分度格的长度相同,若主尺上最小分度为 ,游标上最小分度值为
,游标上最小分度值为 ,则有
,则有

那么主尺与游标上每个分格的差值(游标的精度值或游标的最小分度值)是:


常用的游标是五十分游标(=50),即主尺上49 mm与游标上50格相当,见上图。五十分游标的精度值 =0.02mm.游标上刻有0、l、2、3、…、9,以便于读数。
=0.02mm.游标上刻有0、l、2、3、…、9,以便于读数。
毫米以上的读数要从游标“0”刻度线在主尺上的位置读出,毫米以下的数由游标(副尺)读出。
即:先从游标卡尺“0”刻度线在主尺的位置读出毫米的整数位,再从游标上读出毫米的小数位。
游标卡尺测量长度 的普遍表达式为
的普遍表达式为

 式中,
式中, 是游标的“0”刻度线所在处主尺刻度的整刻度(毫米)数,
是游标的“0”刻度线所在处主尺刻度的整刻度(毫米)数, 是游标的第条线与主尺的某一条线重合,
是游标的第条线与主尺的某一条线重合, 。下图所示的情况,即
。下图所示的情况,即 。
。

在用游标卡尺测量之前,应先把量爪A、B合拢,检查游标的“0”刻度线是否与主尺的“0”刻度线重合。如不重合,应记下零点读数,加以修正,即待测量 。其中,
。其中, 为未作零点修正前的读数值,
为未作零点修正前的读数值, 为零点读数。可以正,也可以负。
为零点读数。可以正,也可以负。
使用游标卡尺时,可一手拿物体,另一手持尺,如下图所示。要特别注意保护量爪不被磨损。使用时轻轻把物体卡住即可读数。
2、螺旋测微器(千分尺)
螺旋测微器又称千分尺(micrometer)、螺旋测微仪、分厘卡,是比游标卡尺更精密的测量长度的工具,用它测长度可以准确到0.01mm,测量范围为几个厘米。它的一部分加工成螺距为0.5mm的螺纹,当它在固定套管B的螺套中转动时,将前进或后退,活动套管C和螺杆连成一体,其周边等分成50个分格。螺杆转动的整圈数由固定套管上间隔0.5mm的刻线去测量,不足一圈的部分由活动套管周边的刻线去测量,最终测量结果需要估读一位小数。
常见的螺旋测微器如下图所示。它的量程是25mm,分度值是0.01mm。
螺旋测微器结构的主要部分是一个微螺旋杆。螺距是0.5 mm。因此,当螺旋杆旋一周时,它沿轴线方向只前进0.5mm。
螺旋柄圆周上,等分为50格,螺旋杆沿轴线方向前进0.01 mm时螺旋柄圆周上的刻度转过一个分格这就是所谓机械放大原理。
测量物体长度时,应轻轻转动螺旋柄后端的棘轮旋柄,推动螺旋杆,把待测物体刚好夹住时读数,可以从固定标尺上读出整格数,(每格0.5mm)。0.5mm以下的读数则由螺旋柄圆周上的刻度读出,估读到0.001mm这一位上。
(1) 记录零点读数,并对测量数据作零点修正。
(2) 记录零点及将待测物体夹紧测量时,应轻轻转动棘轮旋柄推进螺杆,转动小棘轮时,只要听到发出喀喀的声音,即可读数。

四、实验内容:
1.螺旋测微器测量小钢球直径,不同位置测量6-8次,取平均值得到钢球的直径。
2.用游标卡尺测量圆柱玻璃杯(量筒)不同部分的外径、内径、高度,各测量6-8次。计算玻璃杯的体积及其不确定度,并写出测量结果的标准形式。
五、数据处理:
1、用千分尺侧小钢球直径
将测量原始数据,得小钢球直径测量值,数据填入下表:

2、用游标卡尺测量空心圆柱体的体积
将测量原始数据记录,填入下表:

六、注意事项:
1、用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪刚好接触零件表面。如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)。
2、使用螺旋测微器测量时,先检查零位线是否准确;
-
基本长度测量测定实验报告[1]
基本长度的测量实验目的1.掌握游标和螺旋测微装置的原理,学会游标卡尺和螺旋测微器的正确使用2.学习记录测量数据(原始数据)、掌握数…
-
长度的测量实验报告
姓名:张**学号20xx070201ZB104一.实验名称:长度的直接测量二.实验目的:1、学习游标卡尺,螺旋测微器,读数显微镜的…
-
实验报告长度测量
肇庆学院电子信息与机电工程学院普通物理实验课实验报告姓名王英学号25号老师评定实验题目1实验目的学习米尺游标卡尺螺旋测微计和移测显…
-
大学物理实验报告范例长度和质量的测量
实验项目长度和质量的测量实验题目长度和质量的测量实验目的1掌握米尺游标卡尺螺旋测微计等几种常用测长仪器的读数原理和使用方法2学会物…
-
长度与时间的测量实验报告
实验名称用刻度尺测量长度和用停表测量时间实验目的长度和时间的测量实验仪器刻度尺停表作业本物理课本等活动1用刻度尺测量长度二活动准备…
-
长度的测量实验报告
姓名:张**学号20xx070201ZB104一.实验名称:长度的直接测量二.实验目的:1、学习游标卡尺,螺旋测微器,读数显微镜的…
-
基本长度测量测定实验报告[1]
基本长度的测量实验目的1.掌握游标和螺旋测微装置的原理,学会游标卡尺和螺旋测微器的正确使用2.学习记录测量数据(原始数据)、掌握数…
-
长度与时间的测量实验报告
实验名称用刻度尺测量长度和用停表测量时间实验目的长度和时间的测量实验仪器刻度尺停表作业本物理课本等活动1用刻度尺测量长度二活动准备…
-
大学物理实验——长度密度的测量心得体会1
长度与密度实验测量心得此次预约实验我们小组做的是长度与密度测量的实验这个实验看似比较简单其实却更加的需要耐心与细心因为为了保证实验…
-
实验报告纸 基本测量
实验报告课程名称实验项目专业班级姓名学号指导教师成绩日期200年月日实验报告内容一实验目的二实验仪器仪器名称型号参数编号三实验原理…
-
基本长度测量密度测定实验报告A3
基本长度的测量实验目的1掌握游标和螺旋测微装置的原理学会游标卡尺和螺旋测微器的正确使用2学习记录测量数据原始数据掌握数据处理及不确…