ʵѵ���� (2)

�����������ϵͳ Ӧ��ʵѵ��������
��������
ϵ/ר ҵ
�� ��
ѧ �� ѧ������
��������ƽ̨Ӧ�� �����������/�������� ����1211 1202583124 �ܿ�
ָ����ʦ
��Ƽ��̸责������������� �⣩
2013 �� 5��

��
�Ͼ���ҵְҵ����ѧԺ��Ŀ�������� Ŀ ¼
ǰ �� ............................................................................... ����δ������ǩ��
��һ�� �г����� ............................................................................................. 1
1.1 ����� ............................................................................................... 1
1.2 �г��ֲ� ............................................................................................... 1
1.3 ��ҷ��� ............................................................................................... 1
1.4 ��ҵ�������� ........................................................................................1
�ڶ��� ����Ӫ������ ..................................................................................... 2
2.1 ��Ʒ���� ............................................................................................... 2
2.2 �۸���� ............................................................................................... 2
2.3 �������� ............................................................................................... 2
2.4 �������� ............................................................................................... 2
������ ��������ƽ̨����ʵ�� ......................................................................... 2
3.1 ƽ̨��ѡ�� ........................................................................................... 2
3.2 ��վ������ ....................................................................................... 2
3.3 ��վ������� ....................................................................................... 2
3.4 ����ҳ���ʵ�� ................................................................................... 2
�� ��................................................................................................................... 3
�� л ................................................................................................................. 4
����� ............................................................................................................... 5
2
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
ǰ ��
���Ľ�������ҵ����������վϵͳ���������ƽ̨����ϸ���̣�����ǰ�ڵ������г����С���Ʒѡ�ͣ�Ŀ����Ⱥ�Ķ�λ��������ĵ�������ƽ̨�Ĵ������������վ����ϸ��ơ� �����������ǵ�����ϰ�ߡ����������Լ�����ģʽ���ڷ�����DZ��Ĭ����ת�������绯������һ����������ģʽ�����Խ��Խֱ�۪�������������������ķ�չ�������������Ϣ������᪣���û�����Ѹ����ռ�̻�Ҳ��Ϊ�����ҵ�������ھ��߹����е���ѡ��������������վ����Ҫ��Ҳ�����ֳ�����Խ��Խ�����ҵ��ʼ��ʶ������������վ���պ�ľ�������ռ���ĵ�λԽ��ԽԶ��Ҫ��
����Ϊ���繤�����й����ڽ���Σ��֮ǰ�������Ʒ��ӯ��ģʽ���DZ�������������ȡʤ����������Ʒ����dz��ͣ��ǵ������Ǵ�ԭ���Ϻ��Ͷ��������ҳ����ģ��������������Ƚϴ��������۶�ǿɹ۵�
���������������ó�����Ƚϴ��ñ�Ӳ�Ʒ�ĵ�������ƽ̨�� ��������Ͱ����µ�����ͨ���к����г����ƹ㣬����˵����û��ץס03����Ա���������Ҫץס13�������ͨ���ڵ�ǰ��ᣬ��������Խ��Խ�ռ����������������Ҳ������У�����ͨ���������������������Ҹ��õĹ�ͨ������������С��ҵ���õķ�չ��������Ϊ�������м���̶����գ�����������ɽ��ס�
3
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
��һ�� �г�����
1.1�����
��1��ñ����ҵ�ſ�
ñ����������װ�Ρ����ºͷ��������ã��������ܶࡣ ����;�֣��з�ѩñ����ñ��̫��ñ����ȫñ������ñ��˯ñ������ñ������ñ����ñ�ȣ� ��ʹ�ö����ʽ���֣�����ñ��Ůñ��ͯñ����������ñ������ñ��ţ��ñ��ˮ��ñ����ñ����ñ��ְҵñ�ȣ� ���������Ϸ֣���Ƥñ��ձñ��ë��ñ����ë�ñ������ñ����ñ�����ҵȣ� ����ʽ�ص�֣��б���ñ��Ѽ��ñ������ñ�����Ǽ�ñ��ǰ��ñ������ñ������ñ���ޱ�Ůñ������ñ����ʽñ��ɽ��ñ����ñ���˽�ñ����Ƥñ����ͷñ�ȵȡ�
��2��ñ�ӳ���ó����ع涨��
20xx��7��1���𣬲���������������Ʒ�ij�����˰���ߣ����漰2831����Ʒ����Ϊ������ó��Ħ����2268����Ʒ֮һ��ͷ�����Ʒñ�ӡ����С�ͷ���ͼٷ�������˰�ʴ�13%���͵�11����������ҵ�ijɱ�ѹ���Ӵ�
��3���ҹ�ñ����ҵ����״����
����ҵ���忴������ȫ��һ�廯�������ҵ�������������Ӿ磬ñ���Ʒ���е��Ͷ��ܼ����ص㣬��������һ��ͳ��ҵԽ��Խ����Ӧ�ڷ����������ͷ�չ��������ȫ����ñҵ����������Ѿ�����ת�Ƶ���չ�й��ҡ�һЩ������ҵ���ñ��ҵ�������й���ӡ�ȡ�Խ�ϡ�˹������������կ�ȷ�չ�й������� 4
�Ͼ���ҵְҵ����ѧԺ��Ŀ�������� �ʻ������ҵ������ѡ��������Ʒ�������㡢�������õ������ӹ����أ�Ѹ������������Ӫ��ת�䡣�ҹ���Ϊ���������ķ�չ�й��ң����ھ������ΰ���������ȶ���������Դ�ḻ�����ƣ��ر����ڼ�������ó����֯������ʹ��������й�����ӹ죬ʹ�ҹ��ս���Ϊ��ȫ���Բ�Ʒ�ļӹ����ء�Ŀǰ���ҹ�ñ���Ʒ�������еIJ�ҵ���ƣ���ʾ���˼�ǿ���������ͷ�չDZ���� ����ñ��ҵ���г�ǰ����������ñ��������ܵIJ��Ϸḻ�ͽ�������������Ʒλ�������������������������������ߣ�ñ���Ʒ��Ϊ���α���Ʒ��������������г���������ǿ��������
��4��ñ�ӳ����������
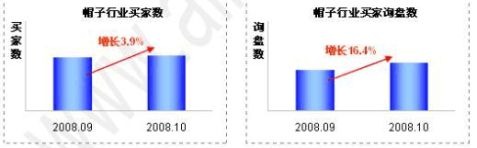
�ҹ�ñ����ҵ��������������Ѹ�ͣ���03��07�꣬���ڶ�������111��������07��ﵽ19.24����Ԫ�� ���⣬���ݺ�������������ʾ��08���ϰ��꣬�ҹ�ñ���Ʒ���ڶ��Ѵ�10.44����Ԫ����07��ͬ�ڵ�8.55����Ԫ������22��������������������٣�ñ����ҵ��Ҫ��Ʒ���ڶ���08�꽫����ͻ��20����Ԫ��أ������Խ������������ĸ����������ơ�

2
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
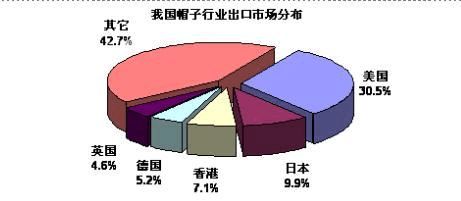
1.2�г��ֲ�
�ҹ�ñ����ҵ�����г��ֲ�
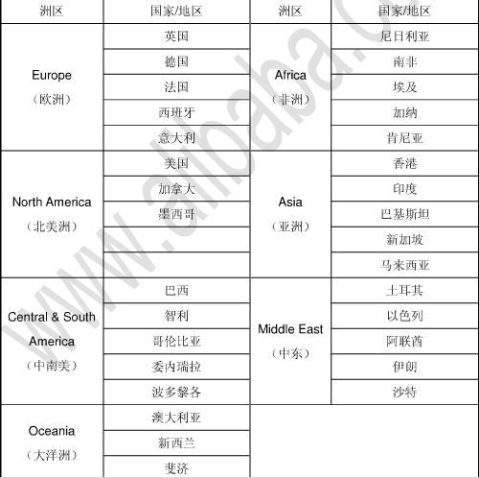
�ҹ�ñ����ҵ�ij����г���Ҫ������һЩ������Һ͵������ر���һЩŷ�����ң����������ҹ�ñ�ӳ���ǰ����г�������۵������ձ����⣬�����ŷ�������⣬���г��ֲ����������ҹ�ñ�ӳ��ڵļ��жȽϸߣ��ر���������һ�����Ҿ�ռ����30.5���ı�����������һ�������������ձ�����ۡ��¹���Ӣ��Ҳ�ϼ�ռ�����ҹ������ܶ��26.8������������г���ռ���ҹ������ܶ�ӽ�60����
3
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
20xx���ҹ�ñ�ӳ�����Ȼ����Ѹ�����������г��ڳ���1000����Ԫ�Ĺ�����25������20xx�����21��������Щ����/�����У��������ķֱ��ǣ�������198.5%��������˹��50.1%������������24.7%����������22.0%�����Ĵ����ǣ�21.7%������������20.6���������������г���Ҫ�ֲ��ڶ�ŷ�����������ж����ҡ����������ձ����¹���Ӣ���������Ȼ���ҹ�����Ҫ�г������г����������ݿ����ҹ�����۵����ij��ڽ����������½��� �ҹ�ñ����Ҫ�����г�����
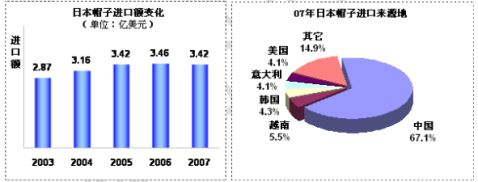
������������Դ���������أ�

4

�Ͼ���ҵְҵ����ѧԺ��Ŀ�������� �ձ���������Դ���ձ����أ�
�¹���������Դ�ڵ¹����أ�

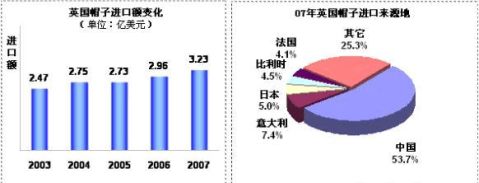
Ӣ����������Դ��Ӣ�����أ�
����˹��������Դ�ڶ���˹���أ�
5
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
1.3��ҷ���
����ͨñ����ҵ�����������
��1����������ֲ�
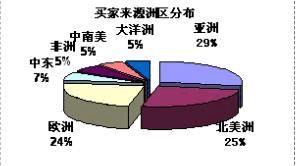
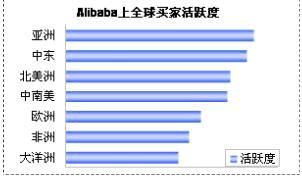
������ͨ��ҷֲ��У����ޡ�������ŷ�����������ǰ��λ��ռ�ȴﵽ78% 26% 33%���г�DZ���dz���
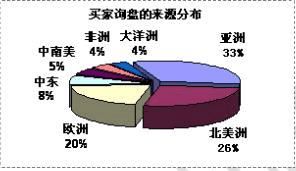
��2�����ѯ����Դ�ֲ�
6

�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�����ѯ����Դ�ֲ��У����ޡ�������ŷ�ֱ�ռ��33% 26% 20%�ı���
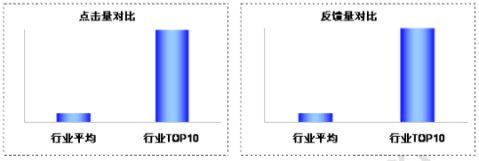
��2��ñ����ҵ���������ѯ�������仯�Ա�
��3������ñ����ҵ��һ�Ծ�ȶԱ�
7
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
1.4��ҵ������������
��ҵ�ر��Ƽ��ؼ���
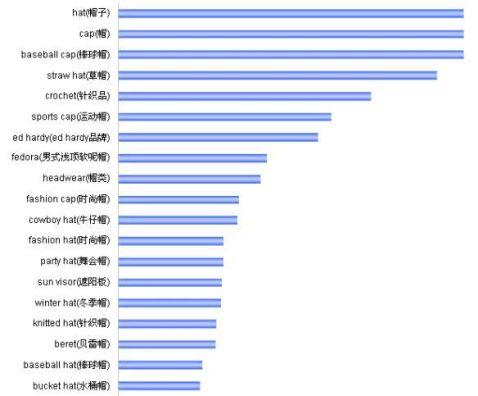
ñ����ҵ������������Ա����
8
�Ͼ���ҵְҵ����ѧԺ��Ŀ�������� ��ҷ�������TOP5����/����
9
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�����
******
******* �г����� ��һ�� 1.1 1.21.3
1
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�ڶ��� ����Ӫ������
2.1 ��Ʒ����
2.2 �۸����
2.3 ��������
2.4 ��������
������ ��������ƽ̨����ʵ��
3.1 ƽ̨��ѡ��
3.2 ��վ������
3.3 ��վ�������
3.4 ����ҳ���ʵ��
2
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�� ��
����ʱ��ܿ��ȥ�ˣ�����TMP122�¶ȼ�����������ۺ�ʵѵ�Ѿ������ˣ��ڴ˴�ʵѵ����������˴������ռ���ȷ���������ƻ��ƶ�����·ͼ��ơ����ӵ�����ĵ��ԡ�����������һϵ������ʵ���˾���ISP���߿ɱ�̵ĵ��Ӳ����ǵ���ƺ��������ջ�ܴ�Բ���������ʵѵ����(�Լ�д)
3
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�� л
���ۺ�ʵѵ��Ŀ������Ƽ��̸责������������⣩��ʦ��Ϥ��ָ������ɵģ����ǶԱ���ʵѵ������ע�˴�������Ѫ������������������ʦ����רҵ�������Ͻ�����ѧ̬�ȡ�ƽ������˸�����ʹ�������dz����л�����ҵ�Ϥ�Ľ̻壬ʹ��˳���������ʵѵ������ʵѵ�������֮�ʣ����ĸ�л��������ʦ���ҵĹ��ĺ�������
4
�Ͼ���ҵְҵ����ѧԺ��Ŀ��������
�����
1.����Ӫ�������������. PROTEL DXP 2004��·������ư�ʵ�ý̳�.�й�����������,��������
2.����ǿ��������ɡ�����������·CAD--Protel DXP2004��·�����ʵ��.����ѧ,��������
3.������������ǿ�������ǡ��Ų���.�����������ֲἰӦ�õ�·--�¶ȴ������ֲ�(�� ��).�������ӿƼ���ѧ������.2005.11
4.��Ȩ����.��Ƭ��ԭ����Ӧ��(21����ְ��ר����ϵ�й滮�̲�).����������ѧ������. 2008.8
5
�Ͼ���ҵְҵ����ѧԺ��Ŀ�������� 5 .
6.
�Լ�д
6
�ڶ�ƪ��ʵѵ�����ʽ (2)
�ۺ�ʵѵ����
ʵѵ��Ŀ ���ؼ��� �� У ������ ѧ �� 1032005455945 �� �� ���� ָ����ʦ ��� ְ�� ��ѧһ��
ʵѵʱ�䣺 20xx��2��13�ա�20xx��3��13��
2012 �� 7 �� 1 ��
ʵ ѵ �� ��


����ʵѵ���ݣ�
1.���س������
���س�������ɣ�����ϵͳ�����������ᡢ����ϵͳ����ת���ܡ�����������ϵͳ�ȡ� ���س�����Ϊ��ʽ���س�������ʽ���س����������͡�
��ʽ���س������ڻ�תֱ���ϴ��������������ӹ���
��ʽ���س�����������ߴ�ϳ���С����������ij����ӹ���
��ʽ���س��������ܿɽ�һ����Ϊ���������س�������ͨ���س����ͳ����ӹ�����
(1)���������س��������ò����綯���͵�Ƭ������ͨ�����ij�������ϵͳ���и�����γɵļ��������س������ɱ��ϵͣ��Զ����̶Ⱥ��ܶ��Ƚϲ�����ӹ�����Ҳ���ߣ�������Ҫ�ߵĻ�ת������ij����ӹ��� (��ͼ1��ʾ)
ͼ1 ���������س���
(2)��ͨ���س��������ݳ����ӹ�Ҫ���ڽṹ�Ͻ���ר����ƣ��䱸ͨ������ϵͳ���γɵ����س���������ϵͳ����ǿ���Զ����̶Ⱥͼӹ�����Ҳ�Ƚϸߣ��������س�����ͬʱ�������������ᣬ��x���z�ᡣ ����ͼ2��ʾ��

ͼ2 ��ͨ���س���
(3)�����ӹ����ģ�����ͨ���س����Ļ����ϣ�������C��Ͷ���ͷ���ɿ���X��Z��C���������ᣬ���������������(X��Z)��(X��C)��(Z��C)������������C���ϳ������ͷ���������س����ļӹ����ܴ����ǿ�������Խ���һ�㳵���⣬�����Խ��о��������ϳ��������ϳ���������߲��������ת���ĵĿ;���������ȼӹ���
2.Һѹ���̺�Һѹβ��
Һѹ���������س����ӹ�ʱ�н���������Ҫ��������������гֲ�λ����Բ���ε����������Ҫ����ר�ÿ��̣��ð���ֱ�Ӽӹ����ʱ��Ҫ���õ��ɿ��̡�
������ߴ�;���ߴ�ı�ֵ�ϴ���������Ҫ���ð�װ��Һѹβ���ϵĻ������β�˽���֧�ţ����ܱ�֤�����������ȷ�ļӹ���β������ͨҺѹβ�ܺͿɱ��Һѹβ�ܡ�

3.���س����ĵ���
���س��������䱸���ֵ��ܣ�
(1)ר�õ��� �ɳ������������Լ���������ʹ�õĵ���Ҳ��ר�õġ����ֵ��ܵ��ŵ�������ɱ��ͣ���ȱ��ͨ���ԡ�
(2)ͨ�õ��� ����һ����ͨ�ñ�(��VDI���¹�����ʦЭ��)�������ĵ��ܣ����س����������̿��Ը������س����Ĺ���Ҫ�����ѡ�����á�����ͼ4��
ͼ4 ͨ�õ���
4.ϳ������ͷ
���س��������ϰ�װϳ������ͷ����Դ����չ���س����ļӹ��������磺����ϳ������ͷ�����������ϳ������ۡ�
5.���س����ĵ���
�����س��������ӹ������ϳ������ʱ����������ѧ�ذ��ŵ����ڵ����ϵ�λ�ã���ע�������ھ�ֹ����ʱ������������������빤���Լ������֮��ĸ�������
���س����ϳ��õĵ�����ͼ5��ʾ��

ͼ5 ���س�������
6. ѡ��ԭ��
1) ǰ����
ȷ����������Ĺ���Ҫ�ӹ��������������ⶨ���س���Ӧ���еĹ���������ǰ����������ѡ�����س�����ǰ������
�����������Ĺ���Ҫ��
��������Ĺ���Ҫ����Ҫ������Ľṹ�ߴ硢�ӹ���Χ�;���Ҫ���ݾ���Ҫ�������ijߴ羫�ȡ���λ���Ⱥͱ���ֲڶȵ�Ҫ����ѡ�����س����Ŀ��ƾ��ȡ�
���ݿɿ�����ѡ��
�ɿ�������߲�Ʒ����������Ч�ʵı�֤�����ػ����Ŀɿ�����ָ�����ڹ涨������ִ���书��ʱ����ʱ���ȶ����ж��������ϡ���ƽ������ʱ�䳤����ʹ���˹��ϣ���ʱ�����ָܻ�������Ͷ��ʹ�á�ѡ��ṹ���������쾫�����������������Ļ�����һ�㣬�û�Խ�࣬����ϵͳ�Ŀɿ���Խ�ߡ�
2) ��������������ѡ��
��������������������乩Ӧ���������ߣ�����Ͷ�����س���������������˵��ʮ����Ҫ�ġ�ѡ�����������ϸ���ǵ��ߺ����������ԡ�
3) ע�ؿ���ϵͳ��ͬһ��
��������һ��ѡ��ͬһ���̵IJ�Ʒ������Ӧѡ��ͬһ���̵Ŀ���ϵͳ�����ά������������ı�������ѧ��λ��������Ҫѧ������ʶ�㣬ѡ�ò�ͬ��ϵͳ���䱸���ַ������������ǵ�ѡ��
4) �������ܼ۸����ѡ��
�������ܡ����Ȳ����á����˷ѣ���Ҫѡ���������Ҫ�صĹ��ܡ�
5) �����ķ���
��Ҫʱ���������䱸ȫ��ջ���յķ���װ�á��Զ���мװ�á�
��ѡ�����س�������������ʱ��Ӧ�ۺϿ�����������ԭ��
7. ��װ����
1) ���������
����������;�λ��Ӧʹ�����쳧�ṩ��ר��������ߣ����������������������С�����Ҫר��������ߣ�Ӧ���ø�˿������˵����涨��λ����;�λ
2) �������
����Ӧ��װ���ι̵Ļ����ϣ�λ��ӦԶ����Դ����������������ȷ��䣻�����ڸ���ĵط������⳱ʪ��������Ӱ�졣��������������Դ���ڻ������ܱ������÷���
3) �����İ�װ
���������ڻ����ϣ�Ӧ������״̬����ƽ��Ȼ�ؽ���˨���ȵ�������������ͨ������ˮƽ�Ƕ���������0.04/1000mm�����ڸ߾��ȵĻ�����ˮƽ�dz���0.02��1000mm���ڲ�����װ����ʱ��Ӧ�ں㶨�¶��½��У����������辭һ�ζ���ʱ�����ʹ�á�������װʱӦ��������ʹ��������ǿ�ȱ��εİ�װ������������װʱ��Ӧ�����»�����ijЩ�����������IJ�ж���ܵ��»�����Ӧ������Ҫ�·��䣬�Ӷ�Ӱ��������ȡ�
8. ����תǰ����
�������ξ��ȼ���ϸ����Ҫ�����������������ý�����ϴ�����������������ɴ��ɴ������ϴ����������ʱΪ����������ͼӹ����Ϳ�ķ����ͻ�����ᡣ��ϴ����������ϵĻҳ����ڸ������漰������Ϳ�Ի����涨ʹ���͡�
��ϸ����������λ�Ƿ�Ҫ������ͣ���ȴ�����Ƿ������ȴҺ������Һѹվ���Զ�����װ�õ����Ƿ���λ��ʾ���涨�IJ�λ��
�������������и����ؼ�Ԫ�����Ƿ�����������װ���ɵ�·���Ƿ�λ��
ͨ������������װ����ʹ����λ������·�г������͡����û�������������ǰ��һ������
9.���ߵİ�װ
���������س�����ϵͳ����ͨ���е��߲������ܡ�Ϊ�˷������С�ȷ�����ߵ����λ�ã�������ߵIJ����������Ҫ���ת���������еĵ����������ͬһλ���ϣ����Ը����������ġ�Ϊ��Ѹ�ټкüӹ�ͬһ�������ĵ��ߣ��������沽����С�
��һ��������ϵͳ��������һ�����������������һ�����Ⱥ�ת����ת��һ����λ������������˵ij��ȣ��ص�ԭ����λ�á�
����������צ�����ϼг�һ�����⡣
�������õ㶯���ֶ�������ʹ��ת���ܴ���һ������װ�е�һ�ѵ��ߵ�λ�ã�
ʹ�����붥��ļ�ͷ�غϣ��Ը�0.2��0.5mm��
���ģ�����ϵͳ��ʹ���ܰ�����������У��ٰ�װ֮����һ�ѵ��ߣ���һ���оͿɰ����е���װ�á�
10.���������λ
�������ӹ����ʱ������ԭ�㲻�ر������Ҫ��ÿ�μгֵ��������ͬһλ���ϡ��������°취����ȷ��������һ�㡣
��һ������������װ��һ������������һ���ɵ����ݸˡ�
������ÿ��װ��ʱ�ѹ������ݸ˽����������Ϳ��Ա�֤ͬһ������г���ͬһλ���ϡ�
�����������ݸ˵ij��ȣ�������Ӧ��ͬ��������λ�á�
11.�ɱ������ʧ��
����֪�������������ʱ���ؽ�С��ת�����ߺ���ﵽ����ء������DZ��ʱ������������¼ӹ���������ϸ�ϡ��ظ�ʹ�������ij������ڡ�ʧ������ԭ���λ��Ҳ�ᷢ���仯��ʹ���ӹ�������������ϸ�ϡ����ԣ��ڱ��ʱӦ���Dz���������������ԣ��ڲ�������ﵽ�ת�ٺ���ʹ���߽�������״̬���������ǵľ��飬�õ��ܿ�������6mm�Ժ��ٽ���������û�з�������ʧ��������
12.�ɱ�������ĥ�����
����֪����һ����ĥ�õĵ��ߣ��տ�ʼ�ӹ����ʱ�����ߵ�ĥ�����ҽϿ죬�ڼӹ�С������ͽ���ƽ��״̬���������µ��ӹ����ʱ���ӹ������Ӧ�����顣������С���������Լ��4��5�����뵶��ƽ��״̬����ʱ�����ߵ�ĥ�������ӹ���������������ϳ����ȡ�ֻҪ�ɱ�����뵶�ߵIJ����������ɱ�֤�����ӹ������������
13.�ֶ���ʽ�£�������˶�
�����ֶ�����ʱ����������������˶�������ֵҲû�б仯��M��S��Tϵͳ�ޱ�����ʾ��
������������������Ϸ���ʱϵͳû������������M��S��T����ִ���������ݴ˿ɳ����ж�����ϵͳ���ŷ�������Ӧ���ϡ�����ɴ��ֶ������Ͻ��з�������ϸ����ֶ�����������룬�ֶ������ѡ��Ⱦ�����������ϸ�۲������塰����λ�á���ҳ�棬�����ֶ����ʡ�ʵ�����ʡ��������ʾ�Ϊ�㡣ȷ������������ֶ���ԭ�����ֶ��˶��ٶ�Ϊ���������µ��������ٶȰٷ��ʣ��ֶ��������ָ�������
14.�Զ����в���λ
��������1�ŵ����ⶨλ��������ijһ��֪�㣬�ڳ���¼�뷽ʽ��MDI������ȷ�����й�ָ���M��Sָ������ִ�У���������������˶���CRT��Ļ��ʾ��ȷλ�ã�������û�����е��ȶ�λ�ã�ϵͳ�ޱ�����ʾ��
��������������ڻ����ؼȶ��㶯��������������û�е���ȶ�λ�á����ִ�����ϣ�ͨ���뵶��ִ���йء���鵶�ߵ���ִ����������ֵ��߹���ΪT0103��1�ŵ�ִ��3�ŵ��ĵ��߲���ֵ �����µ��ⲻ�����е��ȶ�λ�á�������¼�뷽ʽ��MDI��������T0101��������˹��ϡ�
15.���Ƽӹ������ݾ����
�������س����ڼӹ�����ʱ��������ʼ���ݾ����������ν������
����������������س����ϼӹ����ƣ���ʵ��X���ת����Z�����֮����в岹������������X����Z���������ʵ��ͬ���������ŷ�ϵͳ�����ͺ���������GSK980T�Ǿ���������ϵ
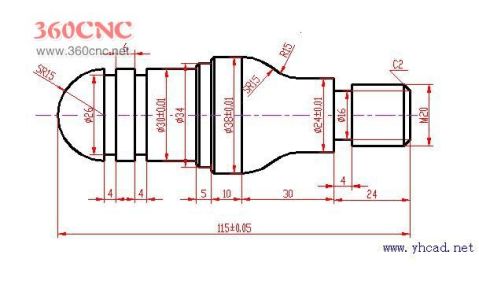
ͳ�������ٶ�Ϊ�������ƣ���ͬ�����£�������ʱ�䲻ͬ������ʱ�����ٶȲ��ȶ���ת���������Ӧ�ı仯������������ʼ�ǴӼ��������ϵ�λ�ñ�����һת�źź�ʼ�ģ���˿��ܵ���X����Z���������ʵ��ͬ����
O0001
M03 S650 T0101 //��Բ����
G0 X40 Z5
G71 U0.75 R2
G71 P10 Q20 U0.5 F120
N10 G0 X0 S1200
G1 Z0 F80
G3 X30 Z-15 R15
G1 Z-46
X32
X34 Z-47
Z-51
X36
X38 Z-52
N20 Z-63
G70 P10 Q20
G0 X100 Z100
T0202
G0 X35 Z-29 S500
G1 X26 F40
X35 F100
W1
X26 F40
X35 F100
Z-29
X26 F40
X35 F100
W1
X26 F40
X35 F100
G0 X100 Z100
T0200
M30
O0002
M03 S650 T0101
G0 X40 Z5
G71 U0.75 R2
G71 P10 Q20 U0.5 F120 N10 G0 X16 S1200 G1 Z0 F80
G1 X19.75 Z-2
Z-24
X24
Z-34.74
G2 X31 Z-44.37 R15 N20 G3 X38 Z-54 R15 G70 P10 Q20
G0 X100 Z100
T0202 // 3mm���в۳��� G0 X35 Z-14 S600 G1 X16 F40
X35 F100
W1
X16 F40
X35 F100
G0 X100 Z100
T0303 //���Ƴ���
-
ʵѵ���淶��
ʵѵ������ģ��Ի���ҵ����ѧ��ѧ��רҵ�༶����ѧ��ָ����ʦ1ʵѵ��Ŀ�������Խ����ڹ�˾�г�Ӫ��������Ŀ¼1ʵѵһ2ʵѵ��3ʵѵ��4��
-
ʵѵ���淶��
�ػʵ�ְҵ����ѧԺ�йذ������е�ʵѵ����ʵѵ��Ŀ������������Ʒ�ڷ����ܱ���ʵѵʱ�䣺20xx��x��x��8:00-12:00.ָ����
-
ʵѵ����ģ��
��������ѧԺ�γ�ʵѵ�ɼ��꼶20xx��רҵ�������̼����Զ����γ̵�ѹ�������Ƽ����༶11�繤2������־ѧ��20xx401020xx��
-
ʵѵ����
������Ͱ���վ����ƽ̨��ʵѵ����������*�༶2011������2��ѧ��11*****01���ù���ѧԺ��������רҵ20xx��5��һ��ʵ��
-
ʵϰʵѵ����
20##�챾�Ʊ�ҵʵϰ����רҵ�༶��ѧ�ţ�ѧ��������ָ����ʦ��ʵϰ�ڼ䣺ʵϰ�ص㣺����##�����¶�ʮ������Ϣ����ϵУ��ʵϰ����Ҫ��
- �ۺ�ʵѵ�����ʽ
-
����ʵѵ����
����ʵϰ����ѧУ���ɶ���֯�ߵ�ר��ѧУרҵ����е�����������������ΰ�ְ༶������112ѧ�ţ�20xx03031050ָ����ʦ��Ҧ�ᡭ
-
��������ʵѵ����
��������ʵѵ����רҵ�༶����ѧ��ָ����ʦʵѵʱ��ʵѵ�ص�ɼ�������������3071����ƽ20xx20xx1��19��ѧԺ����7502����
-
��������ʵѵʵϰ����
����ά���ۺ�ʵѵʵϰ����ϵԺ���ư���ְҵ����ѧԺרҵ���������ά����רҵ�༶12�����������ά����1��ѧ���������ָ����ʦ������
- ʵѵ����