文献检索报告模板20xx1222
报告编号:XXXX
文 献 检 索 报 告
项目名称:水生动物疫病便携式LAMP检测试剂盒的研制
检索人:(学院专业 年级 学号)
联系方式:TEL E-MAIL
完成日期:20##年12月26日
中 国 海 洋 大 学
二〇##年

第二篇:文献检索报告模板
《文献检索》课程报告 学号
姓名 成绩 备注
快速成型技术研究现状
组长 0703040131 xx
组员 0703040132 xx
任课教师: xx
完成日期:二〇一一 年 四 月 十五 日
目录(5分)
第一部分:课题小组成员的分工...................................................................................................3
第二部分:检索策略部分...............................................................................................................4
1 课题分析..............................................................................................................................4
2 制定检索策略.......................................................................................................................4
2.1 选择检索工具............................................................................................................4
2.2 选择检索词................................................................................................................5
2.3 拟定检索式................................................................................................................5
3 检索步骤及检索结果...........................................................................................................5
3.1 谷歌搜索引擎............................................................................................................5
3.2 超星电子图书............................................................................................................6
3.3 中国期刊全文数据库(CNKI)...................................................................................7
3.4 中文科技期刊数据库(VIP)...............................................................................13
3.5 万方数字化期刊全文数据库..................................................................................15
3.6 国家知识产权局专利数据库..................................................................................15
4 检索效果评价.....................................................................................................................17
4.1 检索词的选择........................................................................................................17
第三部分:论文正文.....................................................................................................................19
快速成型技术研究现状.................................................................................................................19
引言........................................................................................................................................19
1 快速成型技术的发展现状.................................................................................................20
1.1 快速成型技术在国外的发展..................................................................................20
1.2快速成型在国内的发展...........................................................................................20
2 快速成型技术的特点.........................................................................................................21
2.1 快速成型技术定义..................................................................................................21
2.2 光固化成形与其特点..............................................................................................22
2.3 分层实体制造与其特点..........................................................................................22
2.4 选择性激光烧结与其特点......................................................................................22
2.5 熔融沉积成形与其特点..........................................................................................23
3 快速成型技术应用现状.....................................................................................................23
3.1 快速原型制造..........................................................................................................23
3.2 快速模具制造..........................................................................................................23
3.3 快速铸造..................................................................................................................24
4 结束语................................................................................................................................24
5 参考文献............................................................................................................................24
第四部分:附件.............................................................................................................................25 2
第一部分:课题小组成员的分工(总5分)
时间进度 姓名 学号 课题内分工
课题组成员
及分工情况
(课题组成员
不得超过4人)
3
第二部分:检索策略部分(总分60分)
1 课题分析
当今时代,制造业市场需求不断向多样化、高质量、低成本、高科技的方向发展,一方面表现为消费者兴趣的短时效和消费者需求日益个性化和多元化;另一方面则是区域性、国际市场壁垒的淡化,要求制造业的厂商必须着眼于全球市场的激烈竞争。因此快速地将多样化、性能好的产品推向市场成为了制造业厂商把握市场先机的关键。快速成型(Rapid Prototyping)技术正是在这种时代的需求下应运而生的。它集成了CAD技术、数控技术和材料科学等现代科技成果,以在不用模具和工具的条件下生产任意复杂的零部件。快速成型技术是上个世纪80年代中期发展起来的先进制造技术,80年代中期美国在世界上推出了第一台商品化的快速成型设备,并很快扩展到了日本和欧洲。我国是世界上比较早进入这一技术领域的国家,在20世纪90年代开始研究和开发。当前国际上快速成型工艺以达数十种,较大规模的专业厂家近20家。快速成型技术已广泛应用于家电、汽车、航空航天、船舶、工业设计、医疗等领域。随着对快速成型技术研究的越来越深入,其将被更广泛的应用到生产、生活的各个领域,并将给制造业带来深远的影响,所以研究快速成型具有重大意义。本作业利用自己这学期所学的文献检索课的知识,检索了国内外有关快速成型发展的文献,整理成为一篇快速成型发展的论文。
2 制定检索策略
2.1 选择检索工具
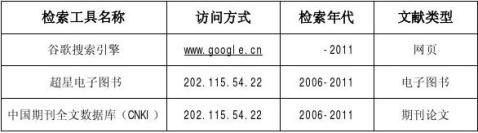
4
2.2 选择检索词
从课题字面选
快速成型
现状
从课题内涵选(同义词、近义词、上下位词) 快速原型(同义词)、快速制造(近义词)、快速成形(同义词) 趋势、发展(限定词)
2.3 拟定检索式
由于不同检索工具的字段不同,因此将检索式(亦称提问式)在“检索步骤及检索结果”的各个具体检索工具中给出。
3 检索步骤及检索结果
3.1 谷歌搜索引擎
3.1.1 检索式
A.篇名=快速成型 and 发展 OR 现状OR 趋势
3.1.2 检索步骤与结果
5

打开谷歌高级搜索:在第一行检索框内输入检索式A,“and”用空格形式表示。在第三行检索框内输入“现状”、“趋势”、“发展”,“OR”用空格形式表示,限定在“简体中文”和“网页的标题”内检索。因为网络上文献的时效性不好,将日期限定在“一年内”,按时间排序结果,得到72条检索结果。经过筛选,选择其中2条:
[1]
【篇名】快速成型技术及在我国的发展
【摘要】快速成型技术兴起于20世纪80年代,是现代工业发展不可或缺的一个重要环节。本文介绍了快速成型技术的产生、技术原理、工艺特点、设备特点等方面,同时简述快速成型技术在国内的发展历程。
【出处】《中小企业管理与科技》罗庚 2010-12-31
[2]
【篇名】 快速成型暨添加式构造行业综述与发展
【摘要】 添加式构造行业(快速成型行业)的综述
【出处】 上海福斐科技发展有限公司 张乐奎 2010-08-06
3.2 超星电子图书
3.2.1 检索式
B.书名=快速成型

6
3.2.2 检索步骤与结果
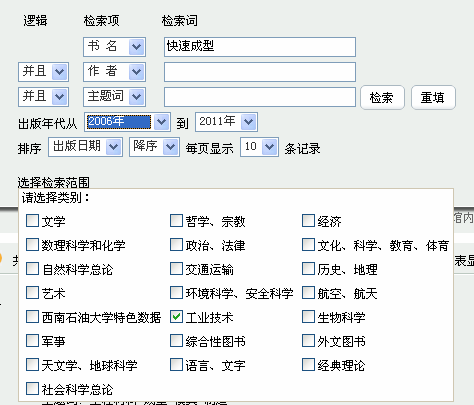
用检索式B进行检索,命中1条结果:
[3]
【书名】 快速成型与快速模具制造技术及其应用 (第二版)
【作者】 王广春
【摘要】 本书详细介绍了目前典型的快速成型技术的原理与特点、工艺过程及关键技术,快速成型材料及设备,快速成型技术的应用领域及基于快速成型与快速模具的产品快速设计与制造集成系统等。
【出版】 机械工业出版社 20xx年4月第2版
3.3 中国期刊全文数据库(CNKI)
3.3.1 检索式
C.篇名=快速成型 * 现状
D.篇名=快速成型 * 发展
E.篇名=快速原型 * 研究
7
3.3.2 检索步骤与结果

(1)用检索式C进行检索,命中9条结果,经过筛选,选择其中3条:
[4]
【篇名】 快速成型技术的研究现状及发展趋势
【作者】 陈 鹏 陈 敏
【摘要】 从快速成型技术的基本原理出发,本文简述了其主要特点、工艺方法、应用领域及研究现状,探讨了该技术的主要成型工艺过程,并展望了该技术在未来的发展趋势。
【出处】塑料制造, Plastics Manufacture, 编辑部邮箱 20xx年 06期
【原文】该数据库提供了全文。
[5]
【篇名】 快速成型技术应用现状及发展趋势
【作者】 夏鹏; 王丞; 亮;
【摘要】 阐述了快速成型技术的基本概念,总结了快速成型技术的特点,并通过制作实例展现了快速成型技术在产品开发中的应用现状,最后展望了快速成型技术的未来发展趋势。
【出处】 九江学院学报, Journal of Jiujiang University, 编辑部邮箱 20xx年 03期
【原文】 该数据库提供了全文。
[6]
【篇名】 快速成型技术的发展现状及其研究动向
【作者】 牛爱军; 党新安; 杨立军;
【摘要】 简介了快速成型技术的发展状况、原理与特点,对目前投入应用的几种典型快速成型工艺进行了述评与比较,提出了该技术尚待研究和开发的主要课题
【出处】 热加工工艺, Hot Working Technology, 编辑部邮箱 20xx年 05期 期刊荣誉:中文核心期刊要目总览 ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
(2)用检索式D进行检索,命中14条结果,经过筛选,选择其中8条:
8
[7]
【篇名】 浅谈快速成型技术在航空航天业的应用与发展
【作者】 马劲松
【摘要】 与传统的切削加工去除成型的减法原理不同,这种基于离散的增长方式成型技术是以加法的方式来获得产品,可直接从CAD文件快速地制作产品物理原型(样件),用以验证产品外观造型、零件装配关系或进行功能试验,从而提供了一种可测量、可触摸的直观手段,改善了设计过程中的人机交流,缩短了产品的开发周期。快速成型技术是继数控技术之后制造业的又一次重大革命。
【出处】航空制造技术, Aeronautical Manufacturing Technology, 编辑部邮箱 20xx年 08期
期刊荣誉:ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
[8]
【篇名】 快速自动成型技术的原理及其发展趋势
【作者】 孟宝全; 赵淑玉
【摘要】 叙述了快速自动成型技术的基本原理,介绍了几种典型的快速自动成型工艺,指出了快速自动成型技术在产品开发中的作用,该技术应用范围广泛,市场前景广阔,同时展望了发展趋势
【出处】 装备制造技术, Equipment Manufacturing Technology, 编辑部邮箱 20xx年 04期
【原文】 该数据库提供了全文。
[9]
【篇名】 快速成型技术在模具工业中的应用与发展
【作者】李富波; 路书芬; 贺勃
【摘要】 介绍了快速成型技术在模具工业中的铸模,制母模及冲模三方面的应用,展望了快速成型技术与模具工业结合的发展前景。
【出处】 科技信息(科学教研), Science & Technology Information, 编辑部邮箱
【原文】 该数据库提供了全文。
[10]
【篇名】 快速成型技术及其向产品化生产发展所面临的技术问题
【作者】梁江波; 葛正浩; 厉成龙;
【摘要】 在分析了快速成型技术的一些特点及其成型的基本原理基础之上,系统

9
准确地介绍了目前常见的4种快速成型工艺方法,并归纳了各种方法的优缺点,阐述了目前快速成型制造中及其向产品化生产发展所面临的一系列技术问题,最后针对成型制造自身的结构特点,对进一步的研究提出一些建议。
【出处】 塑料, Plastics, 编辑部邮箱 20xx年 02期
期刊荣誉:中文核心期刊要目总览 ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[11]
【篇名】 快速成型能力的发展
【作者】·李涤尘
【摘要】 快速成型制作设备的重大改进持续发生,其重点是新功能和降低成本。医疗设计公司首次有能力利用瑞典的数字技术创建复杂的原型。新技术使得复杂金属原型的创建成为可能,部件和打印的成本更低。
【出处】 工业设计, Design News China, 编辑部邮箱 20xx年 06期
【原文】 该数据库提供了全文。
[12]
【篇名】 金属零件选区激光熔化快速成型技术的现状及发展
【作者】吴峥强; 来克娴;
【摘要】 选区激光熔化(SLM)是为了直接获得致密的金属零件而发展起来的一种新型快速成型工艺。该方法利用直径30~50 μm的聚焦激光束,把金属或合金粉末逐层选区熔化,堆积成一个冶金结合、组织致密的实体。其外形不需进一步加工,经抛光或简单表面处理就可直接作模具或工具使用。阐述了目前 SLM 设备、工艺、软件等方面的现状、发展及应用。
【出处】 红外与激光工程, Infrared and Laser Engineering, 编辑部邮箱 20xx年
期刊荣誉:中文核心期刊要目总览 ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[13]
【篇名】 快速成型技术及其发展
【作者】张冰; 刘军营;
【摘要】介绍了快速成型技术的原理和制造工艺,分析了国内外快速成型技术的发展状况,并结合该技术研究的最新进展,指出了未来的发展趋势
【出处】 农业装备与车辆工程, Agricultural Equipment & Vehicle Engineering, 编辑部邮箱 20xx年 12期
期刊荣誉:ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[14]
【篇名】 快速成型技术发展综述
【作者】刘晓辉;
【摘要】 介绍了国内外快速成型技术的发展状况,分析了快速成型技术的原理和制造工艺及目前应用较多的立体光固化(SLA)、选择性激光烧结(SLS)、分层实体 10
制造(LOM)、熔积成型(FDM)四种快速成型方法,并结合该技术研究的最新进展,提出了快速成型技术未来的发展趋势和研究重点。
【出处】 农业装备与车辆工程, Agricultural Equipment & Vehicle Engineering, 编辑部邮箱 20xx年 02期
期刊荣誉:ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
(3)用检索式E进行检索,命中40条结果,经过筛选,选择其中9条:

[15]
【篇名】 基于快速原型制造的精密熔模铸造技术研究与应用
【作者】陈晓姝;
【摘要】精密铸造技术是当今精密加工技术的一项重要分支,在探究精密熔模铸造技术机理的基础上,将快速原型制造技术引入精密铸造技术中,形成了具有广泛应用前景的快速精密熔模铸造技术,通过一个基于SLA快速原型的精密熔模铸造实例展示了整个制造流程。
【出处】 金属加工(热加工), MW Metal Forming, 编辑部邮箱 20xx年 19期 期刊荣誉:ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
[16]
【篇名】 基于快速原型产品创新知识发酵反馈控制研究
【作者】张天会; 付宏才; 闫沛军; 徐人平; 杨文彩;
【摘要】分析了产品创新设计过程中知识发酵的四种反馈控制模式,提出快速原型技术在知识发酵反馈控制中能有效促进知识消化、知识转换、知识增长和知识扩散,加速产品的创新。通过对喷雾器产品创新设计开发的实例研究表明,采用基于快速原型技术的知识发酵适应性反馈控制,在快速原型催化酶作用下,能准确、直接地得到输出知识与目标知识的误差值,给予知识发酵及时的反馈信息,从而促进知识发酵向目标知识不断逼近,最终完成产品创新,说明这是有效的产品开发方式。
【出处】 机电产品开发与创新, Development & Innovation of Machinery & ,
期刊荣誉:ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[17]
【篇名】 基于快速原型系统的电压模式EPS转矩控制策略研究
【作者】吴浩; 林逸;
11
【摘要】提出了一种新型的电压模式EPS转矩控制策略,即通过控制电动机端电压为目标指令电压来使电机的实际电流跟踪目标电流。用装备快速原型系统的实车试验验证了该策略的有效性和可行性。电压模式EPS转矩控制策略原理简单,省去了复杂的PID控制器设计及参数整定过程,且无需额外增加转向系统成本,具有工程应用价值
【出处】 汽车技术, Automobile Technology, 编辑部邮箱 20xx年 12期 期刊荣誉:中文核心期刊要目总览 ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[18]
【篇名】 快速原型技术在电动工具开发中的应用研究
【作者】王会永; 毛成涛; 满忠雷; 许崇海; 陈浩; 江守和
【摘要】探讨了快速原型技术的发展应用以及电动工具产品设计开发的特点,分析了快速原型技术在电动工具新产品的设计开发、功能试验、快速反求以及快速模具等方面的应用,经分析认为快速原型技术应在新工艺、新材料和新技术以及生产效率、制作精度和可靠性等方面有较大的发展空间
【出处】 工具技术, Tool Engineering, 编辑部邮箱 20xx年 10期
期刊荣誉:ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[19]
【篇名】 基于零件分解的快速原型加工方法研究
【作者】孟凡虹; 平雪良; 王文军; 高同军;
【摘要】从SLS的工艺原理分析了目前快速原型系统的不足,提出了将尺寸较大或复杂的零件分解成小而简单的零部件的算法,这些零部件可以在一次加工中完成。由于在分解时考虑了关键表面精度,所以在加工时间、支撑体积和表面精度等方面都有很大的优化。
【出处】 机械设计与制造, Machinery Design & Manufacture, 编辑部邮箱 20xx年 07期
期刊荣誉:中文核心期刊要目总览 ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
[20]
【篇名】 快速原型技术原理及其应用研究
【作者】陈峰;
【摘要】本文在介绍快速原型制造(RPM)的基本原理、形成及发展概况基础上,并指出了网络化、标准化是该项技术今后的发展方向
【出处】 科技信息(学术研究), , 编辑部邮箱 20xx年 16期
【原文】 该数据库提供了全文。
[21]
【篇名】 快速原型直接模具在熔模铸造中的应用研究
【作者】傅蔡安; 薛旷华;
【摘要】针对单件小批量产品的熔模铸造,提出了快速原型方法直接烧结模具,并用该模具浇制低温合金熔模的方法。提供了较为详细的解决问题的步骤,并作了相应的分析和论证。此直接模具制造并浇制熔模的方案,简单易行,可使生产周期大大缩短,有利于产品迅速响应市场需求。
【出处】 机械设计与制造, , 编辑部邮箱 12
年 12期
期刊荣誉:中文核心期刊要目总览 ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
[22]
【篇名】 快速原型技术在制造中的应用研究
【作者】安蕊; 郭永环;
【摘要】论述了快速原型技术的工艺原理、加工特点、形成与发展概况以及在制造中的应用。对目前快速原型技术的发展趋势进行了探讨,提出了快速原型技术在模具加工的创新应用,指出了该项技术今后的发展方向。
【出处】 轻工机械, Light Industry Machinery, 编辑部邮箱 20xx年 03期 期刊荣誉:ASPT来源刊 CJFD收录刊
【原文】 该数据库提供了全文。
[23]
【篇名】 虚拟与快速原型制造技术的研究
【作者】刘占军; 贺平;
【摘要】虚拟与快速原型制造技术已逐渐成为航天制造业的研究热点,这里介绍了虚拟与快速原型制造技术的特点及国内外研究现状。提出了虚拟与快速原型制造技术整合形成VRPM的构想。在分析传统产品设计问题的基础上,利用虚拟现实和虚拟原型技术及理论,进行虚拟产品设计,极大地提高航天制造企业加入WTO后新产品开发的市场竞争力。
【出处】 机械设计与制造, Machinery Design & Manufacture, 编辑部邮箱 20xx年 02期
期刊荣誉:中文核心期刊要目总览 ASPT来源刊 中国期刊方阵 CJFD收录刊
【原文】 该数据库提供了全文。
3.4 中文科技期刊数据库(VIP)
3.4.1 检索式
F.篇名=快速成型 * 现状
3.4.2 检索步骤与结果
(1)用检索式E进行检索,命中336条结果,经过筛选,选择其中6条:
[24]
【篇名】陶瓷零件快速成型机自动敷料机械装置设计开发
【作者】 刘宏杰 陈冰 陈参
【文摘】。利用三维软件SolidWorks设计出一种附件型的陶瓷快速成型机自动敷料机械装置。详细说明机械构件的零件设计和装配实现过程,并阐述开发的实际产品的特点及主要技术性能指标。附件型自动敷料装置成本低廉,性能稳定,具有较高的实用价值。
【出处】《机械与电子》20xx年第9期
【原文】 该数据库提供了全文。
[25]
【篇名】 快速成型制造方法与应用
13
【作者】 崔永波
【文摘】 用传统的方法制作样品,需采用多种机械加工机床,以及相应的工具和模具,既费时,又费事,成本又高,远不能适应市场变化需求。为了克服这一问题,近年来出现了快速原型和制造(RP&M)技术以及快速成形系统。本文主要就快速原型和制造(RP&M)技术原理及其应用展开论述。
【出处】《今日科范》20xx年第14期
【原文】 该数据库提供了全文。
[26]
【篇名】光固化快速成型精度的研究及进展
【作者】路平 王广春 赵国群
【文摘】光固化快速成型足快速成型技术中发展最成熟、应用最为广泛的一种工艺方法,较高的成型精度是该技术得以发展的基石和有力保证。本文分别从几何数据处理、成型所用材料性能、涂层厚度、光学系统和成型过程中的激光扫描方式等方面,阐述了影响光固化成型精度的主要因素,并结合国内外对光固化快速成型精度的研究及进展提出了提高制件精度的方法。
【出处】《机床与液压》20xx年第5期
【原文】 该数据库提供了全文
[27]
【篇名】 快速成型技术及其对制造业的影响
【作者】 罗辑 黄强 陈世平 袁冬梅
【文摘】介绍了快速成型技术的原理和特点,分析了快速成型技术的应用及其对制造业的影响,指出了快速成型技术的发展趋势,并对发展我国快速成型技术提出了几点建议。
【出处】《机床与液压》20xx年第3期
【原文】 该数据库提供了全文。
[28]
【篇名】 快速成型与逆向工程技术及其在医学中的应用
【作者】巩磊
【文摘】以光固化快速成型技术为例,介绍了激光快速成型技术的原理及成型过程,并结合逆向工程技术及相关的逆向工程软件(Mimics),讲述了该技术在医学领域的应用现状及前景.
【出处】《新技术新工艺》20xx年第3期
【原文】 该数据库提供了全文。
[29]
【篇名】 快速成型制造技术的逆运算
【作者】王文中 杨君顺
【文摘】逆求技术是一种应用非常广泛的新兴技术,在快速成型制造中具有重要作用。这里介绍了面向快速成型制造的逆求工程系统的结构体系、测量方法以及相应的数据处理手段,并指出了存在的问题和今后的发展方向。
【出处】《机械设计与制造》20xx年第1期
【原文】 该数据库提供了全文。
14
3.5 万方数字化期刊全文数据库
3.5.1 检索式
G. 论文标题=(快速成型)* 现状
3.5.2 检索步骤与结果
用检索式G进行检索,命中100条结果,经过筛选,选择其中3条:
[30]
【篇名】 提高快速成型技术中数据处理过程精度的研究综述
【作者】 王瑞泽 张冬云 鹿堃 左铁钏
【文摘】分析了快速成型技术中数据处理过程出现的台阶效应、STL逼近误差的来源及其对快速成型制造的影响,并就减小这些误差的国内外研究现状进行介绍、分析和讨论。
【出处】 《机械设计与制造》20xx年第5期
【原文】 该数据库提供了全文。
[31]
【篇名】 数控选区电化学沉积快速成型补偿量研究
【作者】 梁天长 李湘生 黎建军
【文摘】选区电化学沉积快速成型是一种新的金属快速成型工艺,有必要对工艺关键补偿量进行研究。以硫酸铜溶液为介质,建立电化学沉积模型,并对补偿量影响因素进行了研究。利用测量投影仪测量不同工况下获得的沉积斑点,得到阴阳极间隙、阳极头面积、电流密度、运动速度等对补偿量大小的影响规律,并得到适合数控选区电化学沉积快速成型的补偿量及对应的工艺参数。
【出处】《浙江理工大学学报》20xx年第26卷第3期
【原文】 该数据库提供了全文。
[32]
【篇名】 机器人堆焊快速成型的实验研究
【作者】 彭善德 刘顺洪 丁冬平 吴松坪
【文摘】 分析了堆焊快速成型的基本工艺参数对成型焊缝几何形状的影响,并进行了堆焊单壁墙试验,同时对试样进行了显微组织分析。结果表明,维焊技术是可以用于快速成型的,并可以得到组织致密的金属零件。
【出处】 《电焊机》20xx年第26卷第3期
【原文】 该数据库提供了全文。
3.6 国家知识产权局专利数据库
3.6.1 检索式
H.(快速成型 )and (现状)
3.6.2 检索步骤与结果
用检索式H进行检索,命中发明专利109条,实用新型专利71条,经过筛 15
选,分别选择4条:
[33]
【发明名称】一种快速成型模具的方法
【发 明 人】 蔡茂徵
【专 利 号】 B29C33/38(2006.01)I
【摘 要】 本发明一种快速成型模具的方法,包括如下步骤:(1)刻制产品实体原型; (2)根据产品实体原型,复制产品次原型、次内仁盖,并且制造下模框及上模座;(3)将产品次原型、次内仁盖固定于上模座,然后安装下模框以及下模锁模配件;(4)成型下模;(5)开模拆卸次内仁盖;(6)安装卸下次内仁盖后的上模座及上模锁模配件;(7)成型上模;(8)开模拆卸下模框、上模座以及产品次原型,得到所需模具。采用本发明可以节省成本、生产出的模具一致性程度高、且由其成型的产品没有缺陷。
【原 文】 该数据库提供了专利说明书全文。
[34]
【发明名称】 激光快速成型制备功能梯度材料的同轴送粉系统
【发 明 人】 刘伟军;田凤杰;邢 飞;卞宏友;尚晓峰
【专 利 号】 B23K26/42(2006.01)I
【摘 要】 本发明涉及一种激光快速成型制备功能梯度材料的同轴送粉系统,包括进粉器,通过载气吸取传送粉末,通过第1输送管与粉末混合器相连通;粉末混合器,对进粉器送入的粉末进行混合,经过第2输送管进入分粉器;分粉器,将混合后的粉末分成多路,通过第3输送管分别与喷嘴的粉末入口相连通;喷嘴,将多路粉末汇聚于激光形成的熔池内,在激光及粉末的熔覆作用下,完成功能梯度材料的制备。本发明粉末混合均匀,具有良好的送粉性能,可以实现最优加工,同时也可适应不同的加工距离,粉末利用率高,制造精度好,同时粉末输送距离在一定范围内可调,不受制造空间限制。
【原 文】 该数据库提供了专利说明书全文
[35]
【发明名称】 快速成型装置
【发 明 人】 伊格尔·蔡图恩;莫什·利维;伊莱亚休·M·克里奇曼;戴维·埃谢德;哈南·戈塞特;德罗尔·达奈;迈尔·巴内森;蔡姆·克兰亨德勒;盖伊·门奇克
【专 利 号】 B29C67/00(2006.01)I
【摘 要】一种装置,根据限定物体的数据一层一层地连续地形成薄材料层而制造物体,该装置包括:至少一个打印头,具有成形出至少一个输出口的表面,且可控地通过输出口分配液态的光敏聚合物材料;灯,可控地发出辐射以使光敏聚合物聚合;以及控制器,适于控制打印头分配光敏聚合物以连续地形成所述层,并控制所述灯进行照射以使分配出的光敏聚合物聚合。由所述灯发出的相当大部分的辐射被引导为以大致非直角的角入射到所述层上
【原 文】 该数据库提供了专利说明书全文。
[36]
【发明名称】 基于光固化快速成型的消失法砂型铸造工艺
【发 明 人】 王永刚
【专 利 号】 B22C9/04(2006.01)I
16
【摘 要】本发明涉及基于光固化快速成型的消失法砂型铸造工艺,其包括以下步骤:1]制原型:用计算机制作本体三维模型,对制作的三维模型进行100.1%~100.4%比例放大,将其保存为.stl格式的文件;然后利用快速成型机制作实体树脂原型;2]造型:取传统粘土砂采用轻质砂舂造型工艺制作砂型;3]树脂烧蚀:烧蚀温度为450℃~650℃,使树脂原型充分燃烧,烧蚀保温时间不低于3h;4]浇注:采用各种通用的浇注方法浇注本体铸件;5]清理:去除内浇口,清除飞边、毛刺。本发明解决了现有铸造模型加工难度大、周期长、效率低等技术问题。本发明缩短了铸件生产周期,提高了可铸结构的复杂程度,拓展了砂型铸造的适用范围。
【原 文】 该数据库提供了专利说明书全文。
4 检索效果评价
4.1 检索词的选择
4.1.1 从课题字面选择
从课题字面选择的检索词,有些课题比较专业,直接查找就能限定到很小的范围。例如,本课题从字面选出:快速成型。在检索年代上,本报告选择2006-20011年(近五年)。
4.1.2 从课题内涵选择
一个课题如果仅从字面选择检索词,则会影响查全率。还应当从课题的内在涵义中选择,多为同义词、近义词、上下位词,当然,也有限定词(用于进一步提高查准率)。例如,本报告选出下列同义词:快速原型,近义词:快速制造。由于很多是快速制造技术的应用,补充了限定词以缩小范围:现状,发展,趋势。
4.2 检索技术
4.2.1 布尔检索
所选择的检索工具都具有布尔逻辑与、逻辑或检索技术,只是具体算符的表示方法略有不同,例如google检索词之间的空格代表“布尔逻辑与”。使用“布尔逻辑与”组配技术,缩小了检索范围,增强了检索的专指性,可提高检索信息的查准率;使用“布尔逻辑或”检索技术,扩大了检索范围,能提高检索信息的查全率。
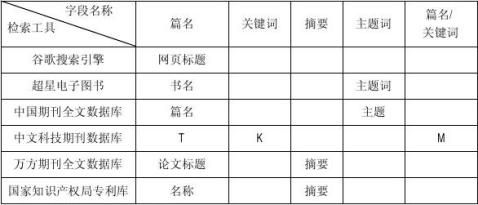
4.2.2 限制检索
A.字段限制:在现代检索工具中,为了确定检索词在文献记录中出现的位置,采用字段(或叫检索项、检索入口)来限制查找的范围,从而提高查全率或查准 17
率。下表给出在所选检索工具中拟定检索式时采用的字段。
C.匹配限制:为提高查全率,均选用了模糊匹配检索。
4.3 数据库的选择
本报告限定在中文检索工具,均选择了综合型的检索工具,因为所选的检索工具几乎能囊括国内的文献资料。
从上述检索工具的检索情况看出,学校图书馆的“馆藏书目查询”得到的结果还是比较不错的,有5个结果,但是时效性都不是很好,主要是因为图书文献的时效性本来就不好。“谷歌搜索引擎”的结果比较多,限定时间后搜索到的文献内容仍然比较陈旧,主要原因还是网络上文献更新比较慢,质量也比较差,搜索专业文献使用网络搜索引擎效果不好。“中国期刊全文数据库”的查全率是最好的。但从检索的查准率来看,“中文科技期刊数据
库”是最好的。、“ 超星电子图书”、“ 国家知识产权局专利库”的检索途径较少,
灵活性差,而且不能限定检索时间。“万方期刊全文数据库”的文献量较少。
18
第三部分:论文正文(总25分,论文20分,参考文献5分)
快速成型技术研究现状
xx xx
摘要:介绍了国内外快速成型技术的发展状况,分析了快速成型技术的原理和制造工艺及目前应用较多的立体光固化(SLA)、选择性激光烧结(SLS)、分层实体制造(LOM)、熔积成型(FDM)四种快速成型方法。
关键词:快速成型;立体光固化;激光烧结;分层实体制造;熔积成型
The status of Rapid Prototyping Technology
Abstract:The development of rapid prototyping technology at home and abroad is introduced,the principle and manufacturing techniques of rapid prototyping as well as the four rapid prototyping methods currently used such as Stereo Lithography Apparatus(SLA),Selective Laser Sintering(SLS),the Lam Innate Object Manufacturing(LOM)。
Key Words:rapid prototyping;stereo lithography apparatus;laser sintering;LOM;fused deposition modeling
引言
所谓快速成型技术,是当今世界上飞速发展的制造技术之一。它是机械工程、CAD、数控技术、激光技术及材料科学技术的综合应用,可以自动、直接、快速、精确地将设计思想转变为具有一定功能的原型或直接制造零件,从而可以对产品设计进行快速评估、修改及功能试验,大大缩短产品的研制周期,是近年来制造技术领域中最热门的研究课题之一。随着计算机技术的快速发展和三维CAD软件应用的不断推广,越来越多的产品基于三维CAD设计开发,使得快速成型技 19
术的使用范围越来越广。快速成型技术已经广泛应用于航空、汽车、通讯、医疗、电子、家电、玩具、军事装备、工业造型、建筑模型、机械行业等领域。
1 快速成型技术的发展现状
1.1 快速成型技术在国外的发展
国外快速成型技术的研究和应用主要集中在美国、欧洲和日本。美国开战快速成型技术研究的大学主要有:MIT,以Pro.Emanuele Sachs为首,他们研究开发了3DP工艺;The University Of Dayton,以Prof.Allan J. Lightman为首,从事多种快速成型工艺的研究;The University of Texas at Austin,以Prof.Joseph J. Beaman为首,主要研究SLS工艺。Stanford University,以Prof.Fritz B.Prinz为首,主要研究SDM工艺及应用;Carnegie Mellon University,以Lee E.Weiss为首,主要研究快速成型在微机械中的应用。美国主要公司的研究开发情况:3D Systems Inc.主要研究SL工艺、设备及应用;原DTM Corp.主要研究SLS工艺、设备及应用;S他让她生与上 Inc.主要研究FDM工艺、设备及应用;Z Corp.研究并生产以3DP工艺为主的快速成型设备;Solidscape将精密快速成型应用于首饰等,为世界最高水平,其工艺是热塑性非金属材料的喷射成型。
日本主要的研究单位有:东京大学,以中山威雄教授为首,从事SL工艺和LOM工艺及技术的研究;SONY 公司属下的D-MEC推出用于SL工艺的SCS型设备;三菱公司属下的CMET推出用于SL工艺的SOUP设备,在日本已占据相当市场;Mitisui公司属下的MES推出用于SL工艺的COLAMM成型机;Du Pont 公式推出用于SL工艺的SOMOS设备。西欧许多研究机构和厂商也将目光瞄准这一领域,如:德国Electro-Optical System Gmbh,主要从事SL工艺和SLS工艺的研究与开发;瑞典Sparx AB推出HPRP系统,类似于Helisys的LOM工艺;法国Laser 3D推出RP system。
1.2快速成型在国内的发展
我国快速成型方面的研究始于20世纪80年代末。清华大学与19xx年即开始RP软件研究,19xx年开始开展较大规模RP工艺和设备的技术研究工作。目前华中科技大学、西安 20
交通大学、北京隆源自动成型系统有限公司、东北大学在快速成型原理和工艺,材料和成型设备的研究、开发和产品化方面作了大量卓有成效的工作。清华大学开发出基于FDM法的熔丝沉积制造系统MEM-250和基于LOM法的分层实体制造系统SSM-500等。华中科技大学研制出以纸为成型材料的基于分层实体制造法(LOM)的HRP系统;西安交通大学开发了基于立体印刷法(SLA)的LPS和CPS系统;南京航空航天大学开发了基于选择性激光烧结法(SLS)的RAP系统;北京隆源公司推出了基于选择性激光烧结法(SLS)的AFS系统;在基于快速成型技术的快速模具制造方面,上海交通大学开发了具有我国自主知识产权的铸造模具计算机辅助快速制造系统,为汽车行业制造了多种模具;隆源公司的快速成型服务中心也为企业制作了多种精密铸模;华中科技大学研究出了一种复模技术快速制造铸模,翻制除了铝合金模具和铸铁模块。在模具制造业,可以利用快速成型技术制得的快速原型,结合硅胶模、金属冷喷涂、精密铸造、电铸、离心铸造等方法生产模具。
2 快速成型技术的特点
2.1 快速成型技术定义
快速成形技术又称快速原型制造(Rapid Prototyping Manufacturing,简称RPM)技术,诞生于20世纪80年代后期,是基于材料堆积法的一种高新制造技术,被认为是近20年来制造领域的一个重大成果。它集机械工程、CAD、逆向工程技术、分层制造技术、数控技术、材料科学、激光技术于一身,可以自动、直接、快速、精确地将设计思想转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。即,快速成形技术就是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。
快速成型技术的特点:
(1) 制造原型所用的材料不限,各种金属和非金属材料均可使用;
(2) 原型的复制性、互换性高;
(3) 制造工艺与制造原型的几何形状无关,在加工复杂曲面时更显优越;
(4) 加工周期短,成本低,成本与产品复杂程度无关,一般制造费用降低50%,加工周 21
期节约70%以上;
(5) 高度技术集成,可实现了设计制造一体化;
2.2 光固化成形与其特点
SLA(Stereo lithography Apparatus)工艺也称光造型、立体光刻及立体印刷,其工艺过程是以液态光敏树脂为材料充满液槽,由计算机控制激光束跟踪层状截面轨迹,并照射到液槽中的液体树脂,而使这一层树脂固化,之后升降台下降一层高度,已成型的层面上又布满一层树脂,然后再进行新一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到1个三维实体模型。该工艺的特点是:原型件精度高,零件强度和硬度好,可制出形状特别复杂的空心零件,生产的模型柔性化好,可随意拆装,是间接制模的理想方法。缺点是需要支撑,树脂收缩会导致精度下降,另外光固化树脂有一定的毒性而不符合绿色制造发展趋势等。
2.3 分层实体制造与其特点
LOM(Laminated Object Manufacturing)工艺或称为叠层实体制造,其工艺原理是根据零件分层几何信息切割箔材和纸等,将所获得的层片粘接成三维实体。其工艺过程是:首先铺上一层箔材,然后用CO,激光在计算机控制下切出本层轮廓,非零件部分全部切碎以便于去除。当本层完成后,再铺上一层箔材,用滚子碾压并加热,以固化黏结剂,使新铺上的一层牢固地粘接在已成形体上,再切割该层的轮廓,如此反复直到加工完毕,最后去除切碎部分以得到完整的零件。该工艺的特点是工作可靠,模型支撑性好,成本低,效率高。缺点是前、后处理费时费力,且不能制造中空结构件。
2.4 选择性激光烧结与其特点
SLS(Selective Laser Sintering)工艺,常采用的材料有金属、陶瓷、ABS塑料等材料的粉末作为成形材料。其工艺过程是:先在工作台上铺上一层粉末,在计算机控制下用激光束有选择地进行烧结(零件的空心部分不烧结,仍为粉末材料),被烧结部分便固化在一起构成零件的实心部分。一层完成后再进行下一层,新一层与其上一层被牢牢地烧结在一起。全部烧结完成后,去除多余的粉末,便得到烧结成的零件。该工艺的特点是材料适应面广,不仅能 22
制造塑料零件,还能制造陶瓷、金属、蜡等材料的零件。造型精度高,原型强度高,所以可用样件进行功能试验或装配模拟
2.5 熔融沉积成形与其特点
FDM(Fused Deposition Manufacturing)工艺又称为熔丝沉积制造,其工艺过程是以热塑性成形材料丝为材料,材料丝通过加热器的挤压头熔化成液体,由计算机控制挤压头沿零件的每一截面的轮廓准确运动,使熔化的热塑材料丝通过喷嘴挤出,覆盖于已建造的零件之上,并在极短的时间内迅速凝固,形成一层材料。之后,挤压头沿轴向向上运动一微小距离进行下一层材料的建造。这样逐层由底到顶地堆积成一个实体模型或零件。该工艺的特点是使用、维护简单,成本较低,速度快,一般复杂程度原型仅需要几个小时即可成型,且无污染。 3 快速成型技术应用现状
3.1 快速原型制造
利用快速成型方法可以方便、快捷地制造出所需要的原型,主要是塑料(PS、PA、ABS等)原型。它在新产品的开发中具有十分重要的作用。通过原型,设计者可以很快地评估设计的合理性、可行性,并充分表达其构想,使设计的评估及修改在极短的时间内完成。因此,可以显著缩短产品开发周期,降低开发成本。具体地讲,它主要有以下三个方面的用途:(1)外形设计考查(2)功能检测(3)装配干涉检验
3.2 快速模具制造
利用SLS技术制造模具有直接法和间接法两种。直接制模是用SLS工艺方法直接制造出树脂模、陶瓷模和金属模具;间接制模则是用快速成形件做母模或过渡模具,再通过传统的模具制造方法来制造模具。
(1)直接制模
① 直接制造树脂模
②直接制造金属模具
(2)间接制模
23
间接制模的方法较多, 比较常用的有以下三种。
① 金属喷涂制模法
②硅橡胶模法
③振动研磨法
3.3 快速铸造
铸造是制造业中常用的方法。在铸造生产中,模板、芯盒、蜡模压模等一般都是机加工和手工完成的,不仅加工周期长、费用高,而且精度不易保证。对于一些形状复杂的铸件,模具的制造一直是个老大难问题,快速成型技术为实现铸造的短周期、多品种、低费用、高精度提供了一条捷径。
4 结束语
快速成型的出现把传统的加工带入全新的数字化领域,要让快速成型与制造技术得到越来越广泛、深人的应用,应从各个方面着手完善和发展该系统,进一步拓宽该技术的应用范围。已广泛应用于国民经济的许多领域,给许多行业带来了巨大的经济效益。随着市场一体化竞争的日趋激烈,要求新产品开发和生产周期越来越短,该技术将会被越来越多的企业所采用,对企业的发展发挥越来越重要的作用,并将给企业带来丰厚回报,其自身也将获得更大的发展。同时,该技术作为一门多学科交叉的专业技术,其本身的发展,也将推动相关技术、产业的发展。
5 参考文献
[1] 刘晓辉.快速成型技术发展综述.农业装备与车辆工程[J],2009(2),10-13
[2] 夏鹏,王丞.快速成型技术应用现状及发展趋势.九江学院学报[J],2008(3),55-58
[3] 刘伟军编著,快速成型技术及应用[M],北京:机械工业出版社,2005.1
[4] 冯嫦.快速成型技术在现代制造业中的应用[J],机电工程技术,2010(7),129-132
[5] Chen-Yu Chen, Yun-Che Wen. A New Complex Design for Air-Breathing Polymer Electrolyte Membrane Fuel Cells Aided by Rapid Prototyping. J. Fuel Cell Sci. Technol. / Volume 8 / Issue 1 / Technical Briefs[J]
24
第四部分:附件(5分)
25
-
文献检索报告范文
科技信息检索检索报告级专业班学号姓名说明利用所学的文献信息检索知识和检索方法,结合自己的专业,自定检索课题,从多方面广泛收集有关资…
-
文献检索报告(例文)
浅谈茶文化对经济的影响以贵州湄潭为例文献信息检索报告学院:六盘水师范学院姓名:ⅩⅩ学号:ⅩⅩⅩ专业:ⅩⅩⅩ20##年6月9日目录1…
-
信息检索报告范文
一我选择的检索课题是为考英语四级考试搜集信息二和这个课题相关的信息需求主要有a英语四级考试日期b英语四级考试报名c考生考试应注意的…
-
检索报告范例
文献检索检索报告课题名称导电高分子材料的应用和研究进展专业班级学号姓名得分完成时间20xx年12月28日文献检索课程检索报告评分体…
-
文献信息检索报告范文
信息检索报告学院专业学号姓名课题名称基于单片机的电能表电路的研究课题名称英文Accordingtothesearchofelect…
-
检索报告范例
文献检索检索报告课题名称导电高分子材料的应用和研究进展专业班级学号姓名得分完成时间20xx年12月28日文献检索课程检索报告评分体…
-
文献检索课实习报告课题名称自拟模板理科
信息检索与利用实习报告姓名杨晋学号20xx10701105学院环境科学与工程专业班级环境工程教师姓名常彦峰完成日期20xx年12月…
-
检索报告格式说明及范文
信息检索综合检索报告级专业班学号姓名说明利用所学的文献信息检索知识和检索方法按照规定的课题从多方面广泛收集有关资料并完成该课题的综…
-
实用新型专利检索报告请求书
注意事项一申请实用新型专利应当提交实用新型专利请求书权利要求书说明书说明书附图说明书摘要摘要附图申请文件应当一式一份表格可在国家知…
- 文献检索报告范例[1]
-
文献检索报告范文
科技信息检索检索报告级专业班学号姓名说明利用所学的文献信息检索知识和检索方法,结合自己的专业,自定检索课题,从多方面广泛收集有关资…