锻压机设备采购计划
锻压机设备采购计划
姓名:
学号:
班级: 材料091
目录
一、模具设计及初选设备…………………………………………………
二、设备市场调查…………………………………………………………
三、设备招标………………………………………………………………
四、设备购买………………………………………………………………
五、设备安装调试…………………………………………………………
六、使用维护与管理………………………………………………………
2
一、模具设计及初选设备
1、模具的设计
(1)零件图

(2)模具图
3
2、设备选择
(1)未来效益
这个问题是从经济效益角度首先应被考虑的,而且是项目立项、仪器设备选型最重要的问题。市场经济条件下,如何使投入快速转换为产出,未来多长时间能收回投入,多长时间才会有收益,是非常现实的,因此对现有市场做好细致的市场调查非常有必要,但认为现在的市场就一定能代表未来的市场,也是不可取的,因为如今科技的发展比以往要迅猛的多,而且实验室之间的竞争也在加剧,因此除非是在短期内能收回投资并能盈利,或者是选购的仪器设备有充分的扩展能力,否则就应该慎重考虑。但有一种情况是除外的,虽然新仪器设备不能大大提高实验室的检测校准能力,没有显著的经济效益,但会提高实验室的社会效益,能体现实验室形象的项目:如用于贸易结算的计量器具或医疗卫生环保安全等关系到国计民生的检测校准项目,再如可以提高客户对实验室工作能力和专业技术水平认可的项目,因为通过这些项目可以带来新的潜在的客户,虽然这种效益很难计算出其直接的经济效益,但也应该纳入考虑范围。
(2)性能价格比
这个问题比较简单,一般确定要购买仪器设备后,经过对相同或功能技术指标相近仪器设备的多方面询价比较,应该很容易得到。但是要特别强调两点,一是辨证地看待产品的宣传资料,目前供应商鱼龙混杂,有些厂家会过高地宣传自己的产品性能指标,有时会仅仅给出短期指标,或给出最优指标,或没有经过长期验证就给出了很好的测量不确定度,但其置信水平却较低。二是在相近的条件下,尽可能购买具有完善的售后服务和比较成熟的公司的产品,因为未来几年在市场上这家公司是否存在,还能否提供优质的售后服务,能否提供跟上科技发展的扩展升级的服务是十分重要的。因此,必须在有多个合格供应商的前提下才能比较出性能价格比。特别应注意的是计量器具的合格供应商的前提条件:
4
国内的生产制造计量器具企业要有《制造计量器具许可证》、新产品要通过定型鉴定或样机试验;进口计量器具必须经法定计量检定机构检定合格。
(3)仪器可靠性
现代的仪器设备大多数利用微电脑技术提供智能友好的界面,我们知道模块越多,仪器整体的可靠性越低、故障率越高,好的产品在设计时应该有可靠性设计,并尽可能采用高质量、长寿命和经过老化成型的器件,仪器最好也具有自动保护功能(如过载保护等),同时仪器出厂前应该通过完善的可靠性试验,主要是通过严格的环境应力试验,特别对于产品施加最有效的环境应力试验是:随机振动、扫频振动、盐雾试验和温度循环等。据了解,国外一些厂商对其生产的每台仪器设备经受2g(重力加速度)以上的随机振动试验,在扫频试验中根据仪器设备的实际共振点,依据不同使用要求增加相应的振动试验等,通过以上苛刻的试验可以避免因潜在的制造缺陷而引发故障。因此,使用这样仪器设备的操作人员可以放心的经常搬动并进行现场校准。使用者就不用对仪器设备的数据经常产生怀疑,而降低工作效率。由于以上原因,采购大型仪器设备时,在有条件情况下要对供应商进行实地第二方评审,通过对制造商设计、生产、储存运输和出厂检验等环节的实地考察,特别是仪器可靠性进行了解(如询问其是否进行可靠性设计并试验和管理、能否提供仪器设备的平均故障时间等指标),会对仪器设备选购起到事半功倍的效果。
(4)使用环境
主要指现有实验室能否提供新采购的仪器设备所需要的环境条件。因为只有完全满足仪器设备所需要的空间、温度、相对湿度、合适的电源水源、通风、照明等保障,并消除有害的电场、磁场的干扰、控制灰尘粒子数目和减小振动等干扰因素,仪器设备才能达到预期的技术指标,一般在采购前要详细询问制造商关于仪器设备的使用环境要求,如果现有实验室无法提供必须的环境条件,就必须对实验室进行提前改造。特别提出的是仪器
5
设备占地空间和安装调试的保障问题:如新采购的仪器设备能否方便的进出实验室的大门过道、实验室的地面承重规定值应该大于大型仪器设备的重量、仪器设备和其放置能否符合人体工效学的要求(让仪器设备和日常使用者发挥出最佳效率)和供电电源的配电容量是否足够等。
(5)使用中费用
这点是购买仪器设备前最容易被忽视的,而且有些费用是隐形的,这将关系到仪器设备的正常运转和工作负荷的合理调配,主要包括人员培训和通常维护仪器设备正常运转,如仪器的折旧费用、周期溯源费用(包括溯源频率和其费用、运输费用和因溯源所需要时间而停止工作产生的费用)、仪器设备未来扩展升级的费用、维修费用(包括因溯源所需要时间而停止工作产生的费用)和提供维护满足仪器设备日常使用环境的费用,以上费用有可能相当可观,甚至使用费用是仪器设备售价的数倍,所以应该特别给予重视考虑。 以上仅仅对常见的几个方面进行考虑,实际操作中可能还有一些要特别考虑的方面。总之,要想尽量减少购买错误仪器设备的风险,使购买的仪器设备能够达到预期的效果,就必须在购买仪器设备前对所有的投入和收益(包括可行性、必要性)作出全面、充分、科学的考虑才有可能达到最好的效果。
6
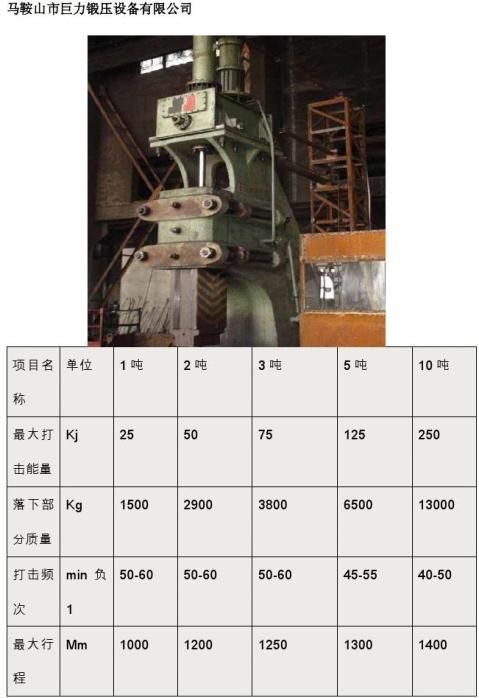
二、设备市场调查
安阳锻压机械工业有限公司
1.智能化的数控系统,可实现打击能量的任意调整,不仅不浪费能量,而且还能控制油温升高,同时也提高了锤杆、锤头和模具等关键零部件的寿命。
2.产品内在技术含量高,整体系统靠数字化系统控制,对操作人员的技能无特殊要求,只需用简单的操作技能就能保证批量产品质量的稳定。
3.采用了“X”型结构导轨,能保证模具无错位现象,打击的锻件飞边小而均匀,从而能提高材料的利用率和锻件的精度。
4.产品属环保型产品,在保证打击能量的情况下,强大的振动均被减振装置吸收,对周围的建筑物和人均无任何影响。
5.本产品具有国际先进水平,能为我们的民族工业和锻造行业的振兴发挥最大的作用。
唐山博广科技开发有限公司
1T双臂模锻全液压电液锤

7
型号
重量
滑块行程
工作台尺寸
动力类型
布局形式
适用行业 1T 1000(kg) 7.07(mm) 012(mm) 液压 立式 冶金 主电机功率 公称压力 行程次数 喉口深度 控制形式 作用对象材质 产品类型 37(kw) 1(kn) 80~120(次/min) 102(mm) 人工 金属 全新
海安县百协锻锤有限公司
1 高效
液压系统高度集成技术使锻锤的高频率连续锻造成为现实,极大地提高了锻锤的工作效率。 2 节能
锥阀式控制技术使锻锤液压系统的使用寿命大大延长,系统内泄漏大为减少;锤的能源利用率为65%,为蒸空锻锤的30倍以上。
3 安全
液压系统设有防止锤杆拔脱的安全阀、预防胀缸的保险阀、预防管路爆裂的防爆阀、防止系统超压的溢流阀,同时设有油温、压力、液位、清洁度、电流、电压等多种传感器、保护器及数字显示检测器,确保系统安全运行。
4 可靠
百协锻锤的特点是设计精简,液压系统高度集成化及优化设计、连接结构的柔性化设计、可摆动复合油缸设计、简洁特殊的锤杆连接设计、可调整的放射形导轨设计无一不是数十年锻锤设计、制造经验的体现。
8
9

10
安阳市豫龙锻压设备有限责任公司

产品主要用于自由锻、如法兰、延伸、镦粗、冲孔、热剪、锻焊、弯曲等工作,也可进行胎膜锻造。 此外公司还生产各种型号恒温机、锻造空气锤和相关的空气锤配件。
黑龙江华安锻压设备有限责任公司

DY系列电液锤为我公司自主研发生产的单臂式自由锻电液锤,其主要特点是较蒸、空汽锤节能性好,锻造操作空间大,可实现自动连续打击,打击频次较高。该系列产品适合对多种金属及合金材料进行开坯锻造,锻造齿轮、法兰等多种型材初加工。20xx年我公司
11
该系列产品获得黑龙江省国防科技工业科技进步二等奖。并于20xx年底获得省级高新技术产品称号。我公司研制的《带有防泄漏装置的液气锤》20xx年获国家专利(ZL03203864X);《多功能电控液气锤》20xx年获国家专利(ZL200520005343.3)。
12
三、设备招标
经过电话和邮件勾通得到以下企业的相关信息:
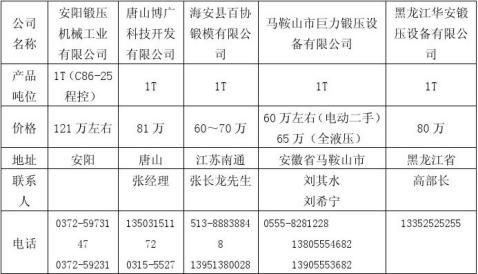
13
以上公司均提供安装及调试的全部技术支持。根据设备的大小有一年至十年不等的保修期。

14
四、设备购买
根据我们的使用需要和市场情况,应选海安县百协锻模有限公司电动锻锻设备。选择此公司的设备有以下几个原因:
(1) 海安县百协锻模有限公司的电液数控全液压模锻锤完全满足我们的需要;
(2) 作为实验用设备平台,选取当前流行的生产设备,有助于教学,有利于培养学生接
近生产的动手能力;
(3) 海安县百协锻模有限公司提供的设备价格相对低廉,具有相当的竞争力;
(4) 海安县百协锻模有限公司地处江苏南通,有利于得到更全面的技术支持和售后服
务。
五、设备安装调试
(1)要清楚机床安装地点的地表状况和土壤承载能力,并提交给机床基础的设计者。
(2)机床基础应有足够的强度、刚度、稳定性,按机床厂家提供的机床负荷图进行设计。
(3)严格遵守和贯彻执行国家对基础设计和施工的标准规定。
(4)在购置机床的技术协议中,要索取基础设计建议书、钢筋及预埋件布置图及载荷图。
(5)要熟知机床最大的外廓尺寸、操作区域、厂房立柱及底座尺寸、天车起吊高度及吨位、车间顶棚钢梁及结构、安装地点周边的设备和设施等等。
(6)要确保有足够的空间来摆放机床辅具。这对于重型机床及复合机床尤为重要。
(7)应考虑必要的机床安装调试和维修通道,并配以必要的照明和电源插座。
15
(8)对于在高温和高寒地带温差变化较大的厂房,要考虑地表和地下温度对床身精度的影响,这一点对于细长床身机床的安装优为重要。
(9)要保证机床床身、垫铁、水泥基础的接触精度及刚度,这对于机床的加工精度和机床几何精度持久性关系重大
16
六、使用维护与管理
设备的维护与管理是操作员工为了保持设备正常技术状态,延长使用寿命所必须进行的日常工作。设备的维护保养是设备管理中的重要内容。设备维护工作做好了,可以减少设备故障,从而节约维修费用,降低成本,保证服务质量,给饭店和员工带来良好的经济效益。
为加强设备的维护与保养、贯彻“预防为主”和“维护与计划检修相结合”的原则,做到正确使用、精心维护,使设备经常处于良好状态,以保证设备的长周期、安全稳定运转,特制定本制度。
(1)设备的维护
润滑工作:少油、缺脂会造成设备润滑不良,使设备运转不正常、部分零件过度磨损、温度过高造成硬度、耐磨性降低、甚至形成热疲劳和精力粗大的损坏。因此应定人、定时、定量、定质、定点进行润滑工作。
紧固工作:紧固螺栓、螺母灯、避免部件松动、振动、滑动、脱落而造成的设备故障。
(2)设备维护必须达到 “二项要求”
整齐:工具工件、附件放置整齐,安全防护装置齐全,线路、管道完整。
安全:实行定人定机凭证操作和交接班制度,熟悉设备结构和遵守操作规程,合理使用、精心保养,安全无事故。
(3)保养制度
设备的日常维护(日保)由维修工负责进行。
日常维护应制度化,每日巡检一次,薄弱部位需要多次检查维护。
日常维护效果由生产部和设备管理部门负责考核。
(4)设备的定期维护
17
项修及大修提供依据。设备维护保养卡由维修主管、维护工人签字后交设备管理部门。
保养应安排在生产间隙进行,由设备管理部门以计划形式下达执行,由维修工按照下
达的定期维护计划对设备进行局部或重点部位的拆卸和检查。对零部件进行清洗、检查、调整、紧固等工作。
保养完成后由维修主管进行验收。 保养应填写设备维护保养卡,对调整、修理及更换
的零件、部件做出记录,也可安排在停产检修日进行。维护周期根据设备的结构、生产环境及生产条件、维护保养水平等不同条件综合确定。
实行固定使用人员、固定检修人员、制定专用操作规程,定维修方式和备配件的“四定”
做法。
必须严格按说明书安装设备。每半年检查、调整一次安装水平和精度,并作出详细记
录,存档备查。
维修工有明确分工并与操作工密切合作。负责督促、指导所辖区域内的设备操作者正
确操作、合理使用保护设备;在设备运行时间进行巡回检查,掌握设备运行情况,并承担一定的设备维修工作。
(1)值班维修工对公司设备巡回检查,发现故障和隐患及时排除并做好记录。不能及
时排出的应通知维修主管 进行维修。
(2)监督操作工正确、合理使用设备,并于每班开始及结束时,察看所辖区域内的设
备点检卡、交接班运行记录,及时处理存在的问题。
(3)及时处理突发事故和修理损坏设备。
(4)做好设备的防漏、治漏工作。保持设备完好状态。
18
第二篇:冷锻压机
Cold forging process is a precision plastic forming technology to provide high-quality, low-cost parts. Cold fo
precision forming equipment and technology in China is relatively backward, especially for multi-link and large t
automatic mechanical multi-station cold forging presses. Therefore, the research has important theoratical and prac
significance.The main transmission system of large travel Cold Forging Presses is designed in this paper, and genera
elbow-bar linkage structure with negative bias is determined as an executive mechanism. Dynamic characteristic
mechanical properties of the mechanism is analyzed, with the target of more compact, fewer consumables and good dyn
properties of the mechanism, we determine the form of gear trassmission and the best gear ratio, design gear struc
and establish a three-dimensional model. According to the features of large-scale forging equipment, combined
engineering experience to design fuselage structure, structure of forging body and three-dimensional model is
establishes. An assembly model is built to check the interference and the geometric simulations are complete.Esta
a parametic model of generalized elbow-bar linkage structure, and analysis the effect of design parameters to the mec
displacement and velocity According to the technical characteristics and related parameters of cold forging pre
a virtual prototype is modeled and and its characteristics are simulated, that is, movement of the system perfor
and dynamic characteristics of the simulation. Establish virtual prototype separately, form the initial virtual pro
Simulation results show that the slider stroke is 300mm, nominal power stroke is 25mm. and the slider has obvi
quick-return characteristics,and the model is correct.Establish the finite element model of the assembly, anlysi
strength and stiffness, especially focus on major power transmission parts and body. Then a modified structure is im
based on static analysis results. The results show that the maximum stress of the body is 58.124 MPa, total body d
is 0.306 mm. Analysis of the dynamic modal of the cold forging press assembly obtains the natural frequencies and vibr
mode of the mechnism, so the assembly structure and the dynamic performance of the press is improved.
冷锻工艺是一种精密塑性成形技术,能够提供高质量、低成本的零件。我国冷锻精密成形装备技术比较落后,多连杆式大行程多
全自动机械式冷锻压力机,更是一个空白。因此对其展开研究,具有重要的理论和实际意义。本文设计了主传动系统,最终确定使
义肘杆机构负偏置结构作为大行程冷锻成形压力机执行机构。分析了该机构的运动学特性与力学特性;以结构紧凑、耗材少和动
特性好等为目标,确定了齿轮传动部分的传动形式及最佳传动比,设计齿轮结构,建立了三维模型;根据大型锻压设备特点,结合工
经验,设计出机身结构,完成三维模型,并建立装配体模型,对其进行干涉检查,完成几何仿真。建立了广义肘杆机构的参数化模型
行设计研究,分析设计变量对机构的位移和速度的影响度。根据冷锻压力机的技术特点及相关参数,对其虚拟样机进行建模和性
真,即系统运动性能及动力特性的仿真。建立虚拟样机,形成初始的虚拟产品,仿真整个滑块行程为300 mm,公称力行程25 mm,滑
有明显的急回特性,验证了模型的正确性。建立装配体的有限元模型,分析装配体的强度和刚度,重点分析主要传力件及机身的强
刚度,并根据静态分析结果提出整体结构的修改方案。其中机身最大应力为58.124MPa,机身总位移为0.306 mm。对冷锻压力机
体进行动力学模态分析,得到它们的固有频率及振型,在此基础上进一步改进装配体结构,提高压力机的动态性能。
【摘要】 建立了广义肘杆机构的运动学和静力学模型。通过对其进行运动分析,可以看出该机构运动速度和加速度都很平稳,非常适合冷锻作业的需要。通过对该机构的静力分析,获得了该机构在不同工作条件下各杆的受力和偏心轴所需输入扭矩的变化规律,为各杆的强度设计和离合器的选择提供了依据;同时考虑到压力机在工作中可能出现的过载情况,对该情况下可能出现的离合器打滑和闷车也进行了深入的分析。分析发现,该广义肘杆机构冷锻压力机不会出现闷车情况。 更多还原
【Abstract】 The statics and kinematics models of the generalized knuckle mechanism were set up.Through the motion analysis of this mechanism,the smoothness of the velocity and acceleration were obtained which was suitable for cold forging.Through the static analysis,the force of each pole and the input torque of the eccentric shaft in different working conditions were obtained which provided the basis for the strength design of the poles and the selection of the clutch.Moreover,considering the press may be overloaded,the posibility on this situation that the press may be sliding or jamming was further analysised.The result shows that the cold forging press would not be jammed. 更多还原
【摘要】 <正> 一、背景 冷锻是一种高精高效、优质低耗的先进工艺技术。与普通热模锻工艺相比,可以节材30%~50%,节能40%~80%,工件精度可以提高1~2级,表面粗糙度则降低1~2级,有的甚至不需要后续的切削加工直接实现净形(net shape)生产,因此,发达国家特别注重冷锻技术的开发和应用。 日本在20世纪80年代用模锻生产的轿车零件中,有30%~40%采用了冷锻技术。丰田公司在1981~19xx年10年间生产的轿车上使用的冷锻件 更多还原
-
设备采购计划申报表
CB16设备采购计划申报表承包设采号合同名称合同编号承包人说明本表一式6份由承包人填写监理机构审核后随同审批意见发包人1份监理机构…
- 材料设备采购计划
-
设备购置计划书
陇县餐配送中心设施设备采购计划书按照我县学生营养餐配送中心运营方案要求为了充分发挥配餐中心供餐配餐食材配送的功能作用进一步提高营养…
-
设备采购计划
附件化工单元与总控操作实训设备附件一化工单元操作吸收解吸操作实训装置要求一吸收解吸装置包括1吸收解吸装置工艺设备系统2吸收解吸仪控…
- 设备采购计划表
- 材料设备采购计划
-
关于《关于廉江市创建教育强市学校实验室仪器设备采购项目的质疑函》
关于关于廉江市创建教育强市学校实验室仪器设备采购项目的质疑函的回复二致广东千里马实业有限公司一关于质疑事项的回复采购人采购代理机构…
-
工器具设备采购计划
设备采购计划书根据今年公司的物资管理结合项目情况严格实行计划采购一计划管理1工程部负责物资用量计划的编制采购计划应明确物资的名称规…
- 设备采购计划表
-
设备采购计划表 (原件)
20xx年矿井供配电系统安全防护投入计划20xx年矿井机电设备安全防护投入计划20xx年煤矿固定资产更新改造和固定资产零星购置投入…
-
设备购置计划书
陇县餐配送中心设施设备采购计划书按照我县学生营养餐配送中心运营方案要求为了充分发挥配餐中心供餐配餐食材配送的功能作用进一步提高营养…