车床和热处理的金工实习报告
评分
 金
金
工实习报告
姓名:
班级:
学号:
实习时间:
金工实习报告
光阴似箭,两个星期的金工实习不知不觉将要结束了。这次金工实习也许有的同学觉得又苦又累,在训练车间实习时就是靠混过去。但是对我来说金工实习非常有趣,能让我学到很多东西。我很好的利用了实习期间的一分一秒,认真听老师的教导,自己动手努学习。实习操作给我留下了许多有趣的回忆,让我得到了一份宝贵的动手实习经验,学会理论与实际相联系,初步掌握了解了热加工里面的几个工种的操作和一些机床对机件的加工加工方法,使我的动手能力突破了零的变化。
金工实习是一门实践性的学科基础课,也是我们理工科学生必须进行的工程训练、培养工程意识、学习工艺知识、提高综合素质的重要必修课。作为理工科学生的我,工程意识淡薄,没有对这种工科思维的精髓引起足够的重视。同时在实际操作中,也远达不到工作的要求。我觉得,掌握工程意识的主要方法就是需要有足够的动手能力,明白实际操作可能产生的问题,并培养遇事独立而主动思考的习惯,在这种训练中不断加强工程意识,锻炼实际操作能力。
金工实习基本可以分为两个部分,第一部分是对热加工的了解和操作,第二部分是各种机床的了解和操作;热加工又分为四个小部分,一是板金展开的了解和学习,二是电弧焊的理论知识和操作学习,三是气焊、气割的学习和操作,四是对冲压、气冲的了解。机床的学习又分为牛头刨床、X6132万能升降台铣床和普通加工机床对机件的加工操作和工作原理的学习。在学校外面的金工实习基地实习期间,我学习了板金展开、电弧焊、气焊和气割的原理与操作三个内容,不同内容的工种给了我不同的感受和体会。
首先实习的内容是热加工的板金展开,这个内容给我留下了较为深刻的印象。因为老师教完我们天圆地方的板金展开后就让我们分小组在地板上画出板金展开图,想起都觉得凄凉,但是又觉得很有意思,因为老师让我们在地板上画板金展开图,我相信这是我们老师开创了在地板上画展开图;言归正传,说到板金展开,板金展开在很多领域都用到,虽然我们生活中很难看得到板金展开的操作流程,但是满街都有很多板金展开的成品,例如油桶、椎体之类机件,还有就是化工里面的容器和设备。
电弧焊是热加工实习里我班第一次动手操作的机器,也是唯一让我伤痕累累的操作。根据老师的讲解,让我有了鸡皮蒜毛的认识,知道了目前电弧焊仍然应用最广的一种焊接方法,它是以外部涂有涂料的焊条作电极和 填充金属,电焊弧是在焊条的端部和被焊工件表面之间燃烧。手弧焊设备简单、轻便,操作灵活。可以应用于维修及装配中的短缝的焊接,特别是可以用于难以达到的部位的焊接。手弧焊配用相应的焊条可适用于大多数工业用碳钢、不锈钢、铸铁、铜、铝、镍及其合金。老师讲解完就示范了一次,然后就是我们同学分小组表演的时候,刚刚开始大家积极性非常高,到了后期要考核时个个都像个发瘟鸡,也许是我们吸了过多的焊条在燃烧的过程释放的气体,让我大脑不知天地在何方,头晕脑胀的。到了电焊弧考核的时候也考了一塌糊涂,焊出的焊缝歪歪斜斜的,一看就知道焊的很烂了,但是我还是接受事实了,因为我知道我动手能力不强,弄电焊弧也没有天赋,但是我有去操作了,还是操作了很多次,所以我已经感到很欣慰了。继电焊弧之后的操作是玩火,这是我们老师说的,至于这个火却是气焊、气割的火,老师在个过程也跟我们讲了很多关于气焊、气割的理论,但是我脑子不好使,没能全记下来,但是我记住了老师对我们的好,不但鼓励我们玩火,还教我们以后到车间工作的禁忌,坚守岗位,不能随意串岗位。现在凭借着一点点回忆,似乎气焊、气割是在施工中利用氧炔焰进行切割及修补焊缝,使用中首先用氧气减压器、乙炔减压器与氧气、乙炔气瓶正确连接,各自调整到工作压力后,进行切割与焊接工作。气割枪与气焊枪握柄上都有接引氧气与乙炔气的指示。点火时,先开氧气门,后开乙炔气门立即点火;熄火时于此相反。遇有回火时,应立即关闭乙炔气门,待焊枪冷却后,方可继续点火工作。刚开始老是弄不懂气焊和气割用的燃料是一样的,怎么功能却不一样,经过一番精心研究和操作后,发现了原来气焊和气割的区别在于它们的枪头是不一样的,对气焊气割的一番了解后就是操作了,这操作几乎是零距离的操作,回想起来感得操作还是挺有意思的,第一次气割由于对火的恐惧,以失败终结了,好在我没那么容易屈服于失败,我再一次排队去操作,结果在同学的帮下,我个人觉得割割得很好,很平整,然而气焊就不多说了,第一次焊就被老师说焊得不错,然后我也很有成就感。总的来说,气焊、气割比电焊弧的操作简单些,我也更喜欢气焊、气割的操作多一点。校外热处理实习的最后一节课是对空气锤、剪板机、冲床、四柱液压机各种机器的了解,老师也给我们操作了一遍剪板机,让我们知道了剪板机的工作原理和工作用途,在生活中哪些地方用得上剪板机,然后就会冲床的操作,将小铁块打洞给我们看,介绍操作原理,老师讲解了汽车车门的制造也就是冲压来的,然而这冲压是由冲床完成的,老师让我学到了冲床的操作,同时极大加强了我对各类工具的了解及应用其的能力。
一个星期的校外热处理实习就这样过去了,在热处理这部分实习过程中,让我懂了很多热处理的东西,也学习了一些热处理的操作,让我对电焊弧、气焊和气割的操作水平从零飙升起来,对各种冲床也有了些许的认识,流下的汗水让我觉得这些天没白过,也非常感谢学校安排这样的实习来加强我们的实践能力,让我们学生能把理论提高到实践的水平上。
两天的小假期眨眼就过去了,现在迎来的是金工实习的第二部分,我们实习的地点改为在官渡校区的二饭附近的机加工棚展开。第一天来到藏在学校后面的实习基地,时间不变,依然还是早上8点钟,第一天带领我们的老师跟我们说了好多关于机加工的注意事项。这部分的实习主要是车削加工,车削加工是利用机器的马力带动机件转动,然后用刀具进行切割加工工件,将其加工成一件所需要的零件。在我们同学们操作前老师给我们说了一遍使用安全使用规则,为了我们的安全,在使用车床我们不能戴手套,需把衣袖挽起来,防止意外的发生。然后,他给我们讲述了卧式车床的相关知识,包括车床的组成部分、传动系统车床调整及手柄使用。然后老师示范了卧式车床的基本操作。整个上午老师就讲了机床的操作方法和示范操作,而我们却没有机会操作机床。
由于时间冲突,我们下午的实习被取消了,到了第二天早上,由于我是安排到第一组,所以早上我一到机加工车间就被叫到了隔壁车间学习牛头刨床和X6132万能升降台铣床的操作,听了老师的讲解和操作后,发现原来这些车床是有那么多种类的,一种机床就分立式和卧式,然后又有自动和手动之分,很快老师就让我们自己操作车工件,由于操作方法简单我三下两下就把刨床上的工件刨了四个面,也就这样我跟队友就完成了一半,然后又到铣床上削了一块工件,就这样我跟队友搞定了一天的工作,很快的我又回到了第一个车间继续之前的工件学习。由于我对机械没有天赋操作铣床铣工件是我最头痛的事,也许是因为铣床的操作步骤较多,老师讲解完我很难一下子记住操作起来避免不了失误。所以在普通铣床操作过程中我弄了几个不及格的成品出来,道具也弄坏了几次,换刀具换到我都不好意思找老师了,我想老师也可能不想看到我去找他了。铣床的加工的范围很广,加工时最重要的是要根据不同的需要选择不同的铣刀来加工,这样才能加工出漂亮符合零件的模型,同时又要减少了对设备的损坏。所以我觉得我们铣的不是工件,是我们的耐心。
在这段时间的实习,虽然每天都要起的挺早,有时中午也来不及睡午觉,是挺辛苦,但感受到的那份充实,是什么也替代不了的。学到的一些基本的技能对我们将来的发展也是受益良多的。经过了电弧焊、气焊、气割,刨床、铣床等一系列的操作,我们终于体会到了什么是金工实习。
现在想想过去的这段难忘时光,其中滋味,只有亲身经历的人才能体会得到。通过学习各种机械的操作,我们了解了许多金工操作的原理和过程,大致掌握了一些操作工艺与方法,还有以前的 那些陌生的专业名词现在听来都是那么熟悉亲切!虽然我们中的大多数人将来不会从事这些工作,甚至连接触它们的可能性都没有,但是金工实习给我们带来的那些经验与感想,却是对我们每一个人的工作学习生活来说都是一笔价值连城的财富。
一起实习的同学也让我受益非浅。毫无私心的帮助,真诚的相互鼓励加油,一切分担工作的 压力,更一起分享成功带来的喜悦,金工实习更象是一个集体活动,拉近我们彼此的距离,填补了曾经存在的隔阂,集体主义的魅力得到了彻彻底底的展现!大学里连同班同学相处的机会都很少,感谢金工实习给了我们这样一个机会。
短短的2个星期时间,我们在实习中充实地度过了,我们学习的知识虽然不是很多,但通过这次让我们明白了我们需要实际学习掌握的技能还很多、很多。如果我们不经常参加这方面的实习,我们这些大学生将来恐怕只能是赵括“纸上谈兵”。社会需要人才,社会需要的是有能力的人才。我们新世纪的大学只有多参加实践,才能保证在未来的社会竞争中有自己的位置。真期待明年的实习快点来。
第二篇:数控车床金工实习
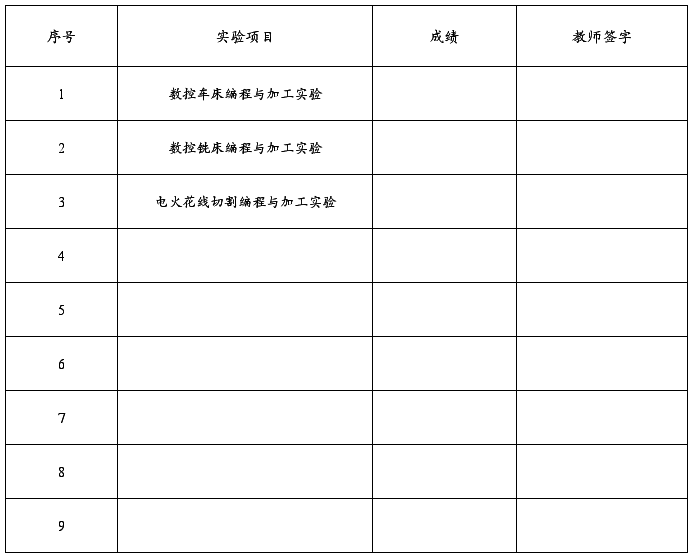
实验项目目录
实 验 报 告
项目名称 数控车床编程与加工实验 日期 2011/11/11
成绩 教师吕森灿
一、实验目的
通过专业方向综合(数控)实验,了解并应用Master cam、CAXA线切割XP等自动编程软件,掌握数控车床、数控铣床以及电火花线切割加工的编程与操作方法。熟悉数控加工的基本过程即计算机辅助设计、工艺过程编制、计算机辅助编程、加工程序仿真以及实际加工与精度分析。
二、实验内容
数控车床编程与加工
1.实验设备(仪器、型号)
数控车床 CK6140S
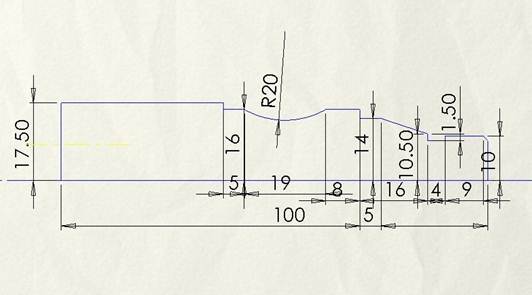
2.加工对象(零件图)
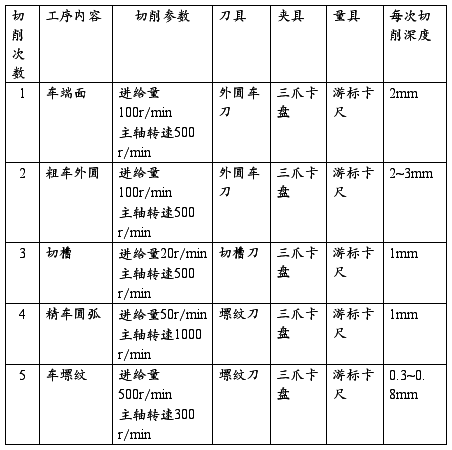
3.工艺过程(包括工序内容、切削参数、刀具、夹具、量具)
4.加工程序清单
T0101
S500 M03
G0 X39. Z.5
G1 X-1. F100.
G0 Z2.5
X39.
Z0.
G1 X-1.
G0 Z2.
X32.214
Z4.5
G1 Z2.5
Z-27.831
G3 X32.4 Z-28. R.2
G1 Z-36.
Z-55.
Z-59.8
X35.
G0 Z4.5
X37.828 Z-58.386
X29.428
G1 Z2.5
Z-27.8
X32.
G3 X32.4 Z-28. R.2
G1 Z-36.
Z-55.
Z-59.8
X32.614
X35.442 Z-58.386
G0 Z4.5
X26.641
G1 Z2.5
Z-20.205
X28.381 Z-22.939
G3 X28.4 Z-23. R.201
G1 Z-27.8
X29.828
X32.656 Z-26.386
G0 Z4.5
X23.855
G1 Z2.5
Z-15.827
X27.041 Z-20.834
X29.87 Z-19.42
G0 Z4.5
X21.069
G1 Z2.5
Z-11.803
G3 X21.382 Z-11.939 R.2
G1 X24.255 Z-16.456
X27.084 Z-15.042
G0 Z3.909
X14.747
G1 Z1.909
X20.283 Z-.859
G3 X20.4 Z-1. R.199
G1 Z-8.
Z-11.8
X21.
G3 X21.382 Z-11.939 R.2
G1 X21.469 Z-12.077
X24.297 Z-10.663
S1000
G0 Z2.
X18.
G1 Z0. F50.
X20. Z-1.
Z-8.
Z-12.
X21.
X28. Z-23.
Z-28.
X32.
Z-36.
Z-55.
Z-60.
X35.
X37.828 Z-58.586
G00 X100 Z100 M05
T0100
T0202
S600 M03
G0 X24. Z-12.
G1 X18. F20.
G0 X24.
G1 X20.
X18.
G0 X24.
G1 X20.
X18.
G0 X24.
G00 X100 Z100 M05
T0200
T0303
S1000 M03
G0 X38.348 Z-35.536
G1 X35.52 Z-36.95 F50.
G2 X31.2 Z-45.5 R18.
X35.52 Z-54.05 R18.
G1 X38.348 Z-52.636
G0 Z-35.298
X37.468
G1 X34.64 Z-36.713
G2 X30.2 Z-45.5 R18.5
X34.64 Z-54.288 R18.5
G1 X37.468 Z-52.873
G0 Z-35.061
X36.588
G1 X33.76 Z-36.475
G2 X29.2 Z-45.5 R19.
X33.76 Z-54.525 R19.
G1 X36.588 Z-53.111
G0 Z-34.823
X35.708
G1 X32.88 Z-36.238
G2 X28.2 Z-45.5 R19.5
X32.88 Z-54.763 R19.5
G1 X35.708 Z-53.348
G0 Z-34.586
X34.828
G1 X32. Z-36.
G2 X27.2 Z-45.5 R20.
X32. Z-55. R20.
G1 X34.828 Z-53.586
G00 X100 Z100 M05
T0300
T0303
S410 M03
G0 X34.828 Z5.293
X24.
G92 X19.5 Z-10 F1.5
X19.1
X18.8
X18.55
X18.38
G01 X25
G00 X100 Z100 M05
T0300 M30
5.仿真结果(截图)
三、实验总结
1.计算机辅助编程与手动编程的优缺点。
(1):对于计算机辅助编程:
优点:可以计算各种复杂的曲面特征,计算准确。软件学习简单易学,操作方便。
缺点:相对简单零件较手工编程操作麻烦。
(2)对于手动编程手:
优点:对于形状简单、计算量小、程序段数不多的零件采用手工编程经济、及时。
缺点:对复杂形状的零件编程复杂,计算量大、易出错。故适用范围较窄
2.加工程序调试过程分析与总结
由于本次加工的零件材料是尼龙,故程序中不用出现M08、 M09指令,所以对生成的程序中删掉。程序调试中删除G97G98G18G28,将螺纹指令G76换成G92。
通过本次操作,对数控车床有了一定的了解。对数控车床与普通车床两者的区别,各自适用范围,有了更进一步的了解。如数控车床适用于普通车床难以加工的零件,而普通车床适用于需要加工多个面,多次拆卸的零部件。将理论中的数控知识运用于实际生产中,实现了理论与实际的结合。
3.数控车床操作步骤与加工异常排除方法


 检查程序 数据输入 装夹工件、刀具 开启数控车床 对刀 再次检查输入车床面板的程序 自动加工
检查程序 数据输入 装夹工件、刀具 开启数控车床 对刀 再次检查输入车床面板的程序 自动加工
-
金工实习报告(铣工车工焊工)
金工实习报告铣工车工焊工通过为期两周的金工实习学习了一些金属加工方面的知识也得到了很好的动手锻炼机会加强动手能力首日的安全教育中展…
-
金工实习报告车工
金工实习报告专业机电一体化班级71381姓名邓皓洁学号20xx07081014指导教师尹英杰时间20xx1229金工实习报告从11…
-
金工实习报告(钳工、车工)
金工实习报告(钳工、车工)一、实习目的金属加工工艺是从事各种物质生产的人们所不可缺少的基础生产知识。通过独立实践操作,可以接触生产…
-
金工实习报告(含六大工种)
中国石油大学胜利学院学生姓名学号专业班级指导教师20xx0801121220xx级电气工程及其自动化二班赵义明年7月25日金工实习…
-
001-金工实习指导书-车工
广西水利电力职业技术学院机电工程系车工实训指导书一教学基本要求1基本知识要求1了解金属切削加工的基本知识2了解车削加工的工艺特点和…
-
金工实习总结报告
金工实习心得体会学院:理工学院专业:汽车服务工程(本)班级:20xx级一班姓名:吴海涛学号:20xx115046金工实习心得体会“…
-
大学生金工实习总结报告
为期两周的金工实习在金属的回响中落下了大幕,总的来说这次为期两周的实习活动是一次有趣且必将影响我今后的学习工作的重要的经验。我想在…
-
金工实习
会,加强动手能力。这三周里学习到的工种包括由手工制作的钳工、焊接、磨工、铸造,机床操作的车工、铣工,以及由电脑控制的数控车床等多个…
-
金工实习报告(车工 电火花 数控车床 电子工艺焊接 钳工 焊工 磨工 铣工)
实习目的“金工实习”是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。它…
-
金工实习总结报告
金工实习心得体会“金工实习”是一门实践性的技术基础课,是工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重要必修课。金…
-
车床实习报告
实习目的1、学生初步使用和操作车床,学会独立操作车床。2、了解车床各手柄的作用和操作方法。3、初步掌握车刀基本知识,了解车刀角度对…