�������и�ʵ��ָ����
�������и�ӹ�ʵ��ָ����
һ��ʵ��Ŀ��
1. �˽��������и�ӹ���ԭ�����ص��Ӧ�á�
2. �˽��������и�����Ľṹ�ͱ�����ʶ��
3. �˽��������и�����IJ�����
����ʵ������
1. �����������и�����Ľṹ��ԭ�����ص��Ӧ�á�
2. �����������ӹ��Ĺ���
3. ѧ���ϻ���ʾ��
����ʵ���豸
���ݽ������и������DK7732F��һ̨��
�ġ����и�ӹ�����
1��������и����Դ
1943��ǰ�����������·�ѩ��ͬʱ�ֱ����˵�ʴ�ӹ���������е�ӹ��� 1955�꣬ǰ�������������и�ӹ�( Wire Cut EDM�����WEDM)�������ڴ�����������һ̨������и�������ҹ���1958�꿪ʼ������������������и����������1960���״�չ��������и����Ʒ��
2��������и�ӹ�ԭ��
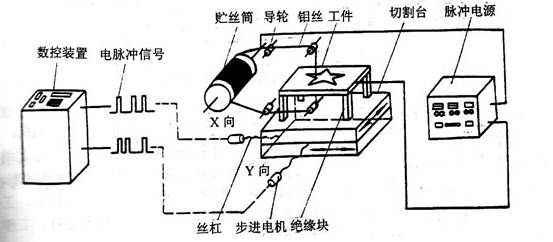
���и�ӹ��ǵ�ӹ���һ�֣������ԭ����ͼ��ʾ��

���и�Ĺ�����Ϊ�����缫����˿��Ϊ���ߵ缫�������Դ����һ�����������ѹ���ӵ������缫���ߵ缫�ϡ���˿�빤��֮��ʩ���㹻�ľ���һ����Ե���ܵĹ���Һ��ͼ��δ������������˿�빤��֮��ľ���С��һ���̶�ʱ���������ѹ�������£�����Һ������������˿�빤��֮���γ�˲��ŵ�ͨ��������˲ʱ���£�ʹ�����ֲ��ۻ�������������ʴ���������缫˿�빤��֮�������Եػŵ磬�缫˿��������(��ֱ��Z ����) ����˿�˶�����������ڵ缫˿��X , Y ƽ�����������˶�������̨��ˮƽ���������귽�����Ԥ���Ŀ��Ƴ���,���ݻ�϶״̬���ŷ������ƶ�,�Ӷ��ϳɸ������߹켣,�ѹ����и����.
������и�ӹ��豸һ���������Դ���Զ�����ϵͳ��������������Һѭ������ϵͳ��ɡ������ԴΪ��ӹ��ṩ�ŵ�����;�Զ�����ϵͳʹ�缫�빤����ά���ʵ��ļ�϶����(ͨ��Ϊ����������)����ֹ������·���������˵��쳣�������;�������ӹ������ṩ֧�ţ���ʹ�缫�빤��������˶�����һ���ľ��ȣ�����Һ����������ŵ磬������ȴ����϶������(ʹͨ���еĴ������ӻָ�Ϊ��������)���ã�ѭ������ϵͳ��֤ʴ���������Ч�ų����Է�ֹ����Һ�еĵ������������С��Եǿ�ȡ�
3��������и�ӹ���Ҫ��;�����÷�Χ
��ӹ�������һ�����е�ӹ�������ȫ��ͬ���¹��ա��¼���������ͬ����ͨ�����Ȼ��ӹ������ǿ��ȹ������ϸ�Ӳ�ĵ������г������϶���IJ��֣����ǿ����缫������ŵ�ʱ�����ĵ縯ʴ(�������ڻ���������Һ���������Ӻ������ɵĹ������缫�ĸ�ʴ)�Բ��Ͻ���ȥ���ӹ��������ý����IJ������ӹ��κ�Ӳ���ࡢ�͡��������۵�ĵ�����ϣ�����������ⷽ�����������ӹ��뵼�塢�����ǵ����塣��Ҫ����ģ�ӹ���ҵ��ȫ����Լ��70%��WEDM�����������ӹ�ģ�ߵġ�
������и�ӹ�,�ǵ�ӹ���һ����֧,��һ��ֱ�����õ��ܺ����ܽ��мӹ����¹��գ��������Ͳ��ϡ���ͳ��ӹ����ѵIJ��Ϻ�����ǻ����������и�ӹ���Ϊ�õĽ��������Ϊ�²�Ʒ���ơ���������ӹ���ģ�����쿪����һ���µĹ���;����
1���ӹ�ģ�ߡ������ڸ�����״��ģ�ߡ��и�ģ��ģ�̶��塢��ģ��ж�ϰ�ȣ�ģ����ϼ�϶���ӹ�����ͨ�����ܴﵽҪ���ɼӹ���ѹģ����ĩұ��ģ������ģ����ѹģ��ͨ�����ȵ�ģ�ߡ�
2���ӹ�����μӹ��õĵ缫��һ�㴩�ӹ��õĵ缫�ʹ�����ǻ�ӹ��õĵ�
�����Լ�ͭ�١����ٺϽ�֮��ĵ缫���ϣ�ͬʱҲ�����ڼӹ�ϸ������״�ĵ缫��
3���ӹ�������������²�Ʒʱ���õ�����и���������ֱ�Ӹ��������ӹ�����ʱ���ɶ�Ƭ����һ��ӹ�����������췽�棬�����ڼӹ�Ʒ�ֶ࣬�����ٵ����������ġ��Ѽӹ����ϵ�������������������������Ϳס������֡����塢���͵��ߡ�ͬʱ���ɽ���ϸ�ӹ������βۡ�խ�ۺͱ�ȱ�ݵļӹ��ȡ�
���ݽ�����˾���������и�����ʺϼӹ��߾��ȡ���Ӳ�ȡ������Եĵ������ģ�ߣ����弰��״���ӵ�������㷺Ӧ���ڵ������������õ��������ܻ�е���Ṥ�������Ȳ��š��ܼӹ����ָ�Ӳ�ȡ���ǿ�ȡ������Ժߴ��Եĵ�����ϣ�����֡�Ӳ�ʺϽ�ȡ��ӹ�ʱ����˿�빤��ʼ�ղ��Ӵ�����0.01mm�����ҵļ�϶���������������������ܼӹ����ֳ�ģ���֡���������θ��ӵľ��������խ��ȣ��ߴ羫�ȿɴ�0.02~0.01mm������ֲڶ�Raֵ�ɴ�1.6µm��
�塢DK7732-F�ͻ����Ľ��ܣ�
һ����DK7732-F���������и������Ҫ�ṹ
�������и������������ͼ��ʾ���������������������Դ������װ�á�����Һѭ�������Ĵ֡�
1�������������֣��ɴ�������˿��������װ�á�����̨���о��븽������ɡ�
1��������������һ��������û���������С�������͵ػ����õ����Ӵ��������ϰ�װ���ϰ壬���ϰ壬ͨ����ĸ˿���˶���ʵ�ֹ���̨�˶���������������������װ�ü���˿Ͳ��ϼ���
2����˿������˿�ܣ���˿�����ϵľ�˿Ͳ��ת�����缫˿�����˶���˿���ϵ���˿�֣����챣�ֵ缫˿���˶��켣��������������缫˿�Ӹ�Ƶ�硣
3����װ�ã��ܵ���ͨ�����������������ʮ���ϰ�U��V���˶���ʵ�����и
4������̨������̨�����ϰ壬����̨����T�Ͳۣ���������װ�н�װ�á�
5���о��븽������������һ�оߡ�
��������˿��������˿����ϣ���˿����װ�ã�����оߵȡ�
2�������Դ���ֳƸ�Ƶ��Դ�������и�ӹ����ṩ�ӹ���Դ�IJ��������ڹ������£�
1�������ʹܸ���ѡ�أ���8�����أ�ȫ����ͨʱ�ӹ���ֵ�������ȫ���ر�ʱ��ֵ������С�����ݼӹ������ĺ��ѡ���ʹܸ�����һ����Ϊ2��5mmʱ��������ֻ��5��10mmʱ��������ֻ�������������������á�
2����������ȿ��أ���10�����ɵ����������������������ʱ���ŵ������ɼӹ��Ϻ���ϡ��Ӵ��������ɼӿ�ӹ��ٶȣ����Ա���������Ӱ�졣�������ѡ��4��5����
3�������������أ������������䡣��������ĵ���������ӹ����ȶ��ԡ����������ص��ڷ�Χ����4С��12��
3������װ�ã���PC��Ϊ���ģ��䱸HF����������ӹ�������ü��������������롣����ƾ���Ϊ±0.001mm���ӹ�����Ϊ±0.001mm��
4������Һѭ�����ˣ�����ר�ŵ��黯Һ��ˮ��ǿ��ѭ����
�����������Ĵ���·��
������е������Ҫ�ɴ���������̨����˿�������ܣ���ȴϵͳ���оߣ���ˮ�ֵȲ�����ɡ�����·�����¡�
1������̨�Ĵ���·�ߣ�
X����ϵͳ������������----�������Q----����23/����24----˿��13----��ĸ14
Y����ϵͳ������������----�������P----����11/����12----˿��16----��ĸ15
����ϵͳ ÿ����һ���������壬����̨���ƶ�0.001mm������ͨ��X��Y������ҡ�ֱ�Ҳ�����ù���̨ʵ��X��Y���ƶ���
2����˿�����Ĵ���·��
�綯��M----�����----��˿Ͳ������ת----����17/����18----����19/����20----˿��22----��ĸ21�����ϰ�----�г̿��ء�
��˿���������缫˿��һ�����ٶ��˶��������缫˿����������ھ�˿Ͳ�ϣ��г�ʽ���ؿ��ƾ�˿Ͳ������ת��
3����
��˿Ͳ�����缫˿�����˶�����˿�֣����ֱ��ֵ缫˿�켣���������磬���������E��B������ʮ���ϰ�U��V���˶���ʵ�����и
U����ϵͳ������������----�������E----����10/����9----˿��5----��ĸ4
V����ϵͳ������������----�������B----����6/����8----˿��7----��ĸ3
ҡ�ֱ�ҡ�����ָ˸�������������������ʵ�ֱ��ࡣ
4����˿��ʽ��
��˿Ͳ������˿�֡�����ʯ��˿�顪������顪���ϵ��֡����µ��֡�������顪����ʯ��˿�顪����ʯ��������˿����������˿Ͳ��
�û��ɸ�����Ҫ�����˿;����
��������������������
����ǰ��Ҫ������λ������Ա�֤���������������ܡ�
�����������и���������������ֳ�������
1��������ť��壺
������A �ӹ����� �� V ��������˿��϶��ѹ
�߿��أ���ͣ��ť����˿���أ�ˮ�ÿ��أ���Ƶ����
���Źܿ��أ�����ѡ�أ�������ڿ��أ�
1����ͣ��ť�������¼�ͣ��ť����˿������ˮ��ͬʱֹͣ��ָʾ��ͬʱ����
2����˿���ذ�ť����������˿ON��ť����˿������ʼ��������˿ָʾ����
3��ˮ�ÿ��ذ�ť��������ˮ��ON��ť��ˮ�ÿ�ʼ������ˮ��ָʾ����
4�������Դ���ذ�ť�������������ԴON��ť�������Դ��ͨ��
2����������
1����������Դ����
2�����Ѽӹ�������������������ġ���顢���á��洢�����üӹ�����
3�������ݹ����ĺ�ȵ���˿�ܿ�ࣨ�����ڵ缫˿��װ���������������������˿���ǰ���и��ʱ���õ��ڿ�ࣩ��
4�����Ƶ缫˿���缫˿���ƽ�����Ӧ�ֶ���˿һ�����飬��˿ʱӦ�������ȣ���
5����������װ�ڼо��ϡ�
6����˿��ѡ���ݹ�����Ⱦ���˿�٣�����Խ��˿��Խ�ߡ�
��������˿�������ѡ���������и�ʱѡ��
7��������˿��������ýӴ���˿Ͳ���缫˿��������ע�⣺ȷ����ҡ�Ѳ���˿Ͳ�ϡ�
8������ˮ�õ����������ˮ����
��ˮ��ʱ�����Ȱѵ��ڷ�������״̬��Ȼ������������������ˮ�����ݵ缫˿��ˮ�������и������ɣ�ˮ������̫��ע�������ȴҺ�ɽ�
9��������Ƶ��ѡ���������û��ɸ��ݶ��и�Ч�ʻ����ֲڶȵ�Ҫ�����ѡ�缫˿����ʱ���������������������������ȶ�ʱ�ٵ�����������ʹ�ӹ���������Ҫ��
10�������������У������и�ʱ�����ڵ�λ����ť���۲������������ʹָ���ȶ���
������������ָ�����лζ���
11���ӹ�������Ӧ�ȹ������Դ��Ȼ���ˮ�õ�����ٹ���˿��������X��Y�����Ƿ��յ㣬���յ�ʱ���¹��������������
��ע�����ƹ����������к�ɫ��ͣ��ť�����������������������������������´˿��ؼ��ɶϵ�ͣ������
����ȫ��ʽ��̽���
1 ������
2 ��ͼ����cad��ͼ��Ϊdxf��ʽ�ļ����ٵ���dxf�ļ�����ֱ���ڱ�����ͼ����
3 �����ӵ�ͼ�Σ���cad�л棬�����ǻ�ͼ˳��ֻ�������һ������
4 �������������ߣ��ӹ�ʱ����˿�������ߣ���
5 ִ��,��϶���������ã�����G������̣�
ת���ӹ����棬
6 ����,�������G�������
7 ����װ�� ��˿��λ��
8 ����˿��� ��������Һ ������Ƶ��
9 �ӹ������ϵ��и���мӹ���
10 �ӹ��������ػ����ص�Դ��
�ߡ��������и������̷�������HFʹ��˵���飩
�ˡ�ʵ�鱨��
ʵ�鱨��Ҫ��
1���ù淶��ʵ�鱨��ֽ
2��д��ʵ���Ŀ�ġ�ԭ�������ݡ��������豸�ȡ�
3����ʵ��Ϊ��ʾ��ʵ�飬д���ĵ���ᡣ
˼����
һ�����и�ӹ���ԭ���ص㼰Ӧ�á�
���������˿������������������ʮ�֡���ҵ���룿��
���������ӹ���������
(1)���������и�·�ߡ�ָ��˼���Ǿ��������ƻ���������ԭ�е��ڲ�Ӧ��ƽ�⣬��ֹ�����������и���������ڼоߵ������£������и�·�߰��Ų������������������Σ���ʹ�и���������½���
(2)��ȷѡ���и�������ӹ�������Ӧ��������������������״̬�����ڲ�ͬ�Ĵ֡����ӹ�����˿�١�˿������������ѹ��Ӧ�Բ�����Ϊ�������ʵ�������Ϊ�˱�֤�ӹ��������и��ߵľ��Ⱥͱ���������Ӧ�ڲ���˿��ǰ�����ʵ�����˿�ٺ������� (3)ע��ӹ������Ĺ̶������ӹ������н��и����ʱ������ĸ����ϵ�����ǿ���Ʊ��½��� ��ʱҪ��ֹ��ӹ�Һ�ij��ʹ�üӹ���������ƫб��
(4)ʵʩ������μӹ��������������һ���ɻ����ļӹ�������������
�ġ����������ϳɣ�
�������������ķ�չ,Ҫ���������и����и�ӹ��������Ͻǵij�ģ,�༴�缫˿������ʼ�մ��ڴ�ֱ�˶�״̬,Ҳ�ܸ�����Ҫ��бijһ�Ƕȡ������ԭ���ǣ����˹���(����̨) ����X , Y �᷽���������˶���,�缫˿����֧��(�ϵ���) ��ˮƽ����Ҳ����С������˶�,����U ,V ���˶����ܱ�������ȵ����ƣ���������������������и����ֻ���������½������Ƶ�ģ��. �������������˿��Զ�X , Y ���U ,V ��ֱ��̵�����,���ǿ����и�������������ģ�ߺ���,����ν����Բ�ط����Σ������и��һ�߽����Ǻ���,��һ�߽����Dzݻ��Ĺ���,ֻҪ�����˸��Ա��ʱ�����缫˿�и�Ķ�Ӧ��. ��������X , Y ,U ,V �����������и���Լӹ������������桢�������߱���ȶ�ά������������
�ڶ�ƪ���������и�ʵ�鱨�������ʽ

�������и�ʵ��
һ�� ʵ��Ŀ��
1���˽��������и�ӹ���ԭ�����ص��Ӧ�á�
2���˽��������и�����Ľṹ�ͱ�����ʶ��
3���˽��������и�����IJ�����
����ʵ������
1. ��ʦ�����������и�����Ľṹ��ԭ�����ص��Ӧ�á�
2. �����������ӹ��Ĺ���
3. ѧ���ϻ���ʾ��
����ʵ���豸
���и������DK7732��һ̨��
�ġ����и�ӹ�����֪ʶ�Ͳ�������
1��������и�ӹ�ԭ��
���и�ӹ��ǵ�ӹ���һ�֣������ԭ����ͼ��ʾ��
���и�Ĺ�����Ϊ�����缫����˿��Ϊ���ߵ缫�������Դ����һ�����������ѹ���ӵ������缫���ߵ缫�ϡ���˿�빤��֮��ʩ���㹻�ľ���һ����Ե���ܵĹ���Һ��ͼ��δ������������˿�빤��֮��ľ���С��һ���̶�ʱ(һ��Ϊ0.01��0.04����)���������ѹ�������£�����Һ������������˿�빤��֮���γ�˲��ŵ�ͨ��������˲ʱ���£�ʹ�����ֲ��ۻ�������������ʴ���������缫˿�빤��֮�������Եػŵ磬�缫˿��������(��ֱ��Z ����) ����˿�˶�����������ڵ缫˿��X , Y ƽ�����������˶�������̨��ˮƽ���������귽�����Ԥ���Ŀ��Ƴ���,���ݻ�϶״̬���ŷ������ƶ�,�Ӷ��ϳɸ������߹켣,�ѹ����и����.
������и�ӹ��豸һ���������Դ���Զ�����ϵͳ��������������Һѭ������ϵͳ��ɡ������ԴΪ��ӹ��ṩ�ŵ�����;�Զ�����ϵͳʹ�缫�빤����ά���ʵ��ļ�϶����(ͨ��Ϊ����������)����ֹ������·���������˵��쳣�������;�������ӹ������ṩ֧�ţ���ʹ�缫�빤��������˶�����һ���ľ��ȣ�����Һ����������ŵ磬������ȴ����϶������(ʹͨ���еĴ������ӻָ�Ϊ��������)���ã�ѭ������ϵͳ��֤ʴ���������Ч�ų����Է�ֹ����Һ�еĵ������������С��Եǿ�ȡ�
2��������и�ӹ���Ҫ��;�����÷�Χ
��ӹ�������һ�����е�ӹ�������ȫ��ͬ���¹��ա��¼���������ͬ����ͨ�����Ȼ��ӹ������ǿ��ȹ������ϸ�Ӳ�ĵ������г������϶���IJ��֣����ǿ����缫������ŵ�ʱ�����ĵ縯ʴ(�������ڻ���������Һ���������Ӻ������ɵĹ������缫�ĸ�ʴ)�Բ��Ͻ���ȥ���ӹ��������ý����IJ������ӹ��κ�Ӳ���ࡢ�͡��������۵�ĵ�����ϣ�����������ⷽ�����������ӹ��뵼�塢�����ǵ����塣��Ҫ����ģ�ӹ���ҵ��ȫ����Լ��70%��WEDM�����������ӹ�ģ�ߵġ�
������и�ӹ�,�ǵ�ӹ���һ����֧,��һ��ֱ�����õ��ܺ����ܽ��мӹ����¹��գ��������Ͳ��ϡ���ͳ��ӹ����ѵIJ��Ϻ�����ǻ����������и�ӹ���Ϊ�õĽ��������Ϊ�²�Ʒ���ơ���������ӹ���ģ�����쿪����һ���µĹ���;����
1���ӹ�ģ�ߡ������ڸ�����״��ģ�ߡ��и�ģ��ģ�̶��塢��ģ��ж�ϰ�ȣ�ģ����ϼ�϶���ӹ�����ͨ�����ܴﵽҪ���ɼӹ���ѹģ����ĩұ��ģ������ģ����ѹģ��ͨ�����ȵ�ģ�ߡ�
2���ӹ�����μӹ��õĵ缫��һ�㴩�ӹ��õĵ缫�ʹ�����ǻ�ӹ��õĵ�
�����Լ�ͭ�١����ٺϽ�֮��ĵ缫���ϣ�ͬʱҲ�����ڼӹ�ϸ������״�ĵ缫��
3���ӹ�������������²�Ʒʱ���õ�����и���������ֱ�Ӹ��������ӹ�����ʱ���ɶ�Ƭ����һ��ӹ�����������췽�棬�����ڼӹ�Ʒ�ֶ࣬�����ٵ����������ġ��Ѽӹ����ϵ�������������������������Ϳס������֡����塢���͵��ߡ�ͬʱ���ɽ���ϸ�ӹ������βۡ�խ�ۺͱ�ȱ�ݵļӹ��ȡ�
���и�����ʺϼӹ��߾��ȡ���Ӳ�ȡ������Եĵ������ģ�ߣ����弰��״���ӵ�������㷺Ӧ���ڵ������������õ��������ܻ�е���Ṥ�������Ȳ��š��ܼӹ����ָ�Ӳ�ȡ���ǿ�ȡ������Ժߴ��Եĵ�����ϣ�����֡�Ӳ�ʺϽ�ȡ��ӹ�ʱ����˿�빤��ʼ�ղ��Ӵ�����0.01mm�����ҵļ�϶���������������������ܼӹ����ֳ�ģ���֡���������θ��ӵľ��������խ��ȣ��ߴ羫�ȿɴ�0.02~0.01mm������ֲڶ�Raֵ�ɴ�1.6µm��
3��DK7732���������и������Ҫ�ṹ
�������и������������ͼ��ʾ���������������������Դ������װ�á�����Һѭ�������Ĵ֡�
4����������
1����������Դ����
2������̣�
a)��CAD���ͼ���Ϊdxf�ļ�,���ڱ����е��ã�
b)ֱ���ڱ����ϻ��Ƽ�ͼ�Σ��������������������ߡ����á�G������̡��ӹ�������á�
3�������ݹ����ĺ�ȵ���˿�ܿ�ࣨ�����ڵ缫˿��װ���������������������˿���ǰ���и��ʱ���õ��ڿ�ࣩ��
4�����Ƶ缫˿���缫˿���ƽ�����Ӧ�ֶ���˿һ�����飬��˿ʱӦ�������ȣ���
5����������װ�ڼо��ϡ�
6����˿��ѡ���ݹ�����Ⱦ���˿�٣�����Խ��˿��Խ�ߡ�
��������˿�������ѡ���������и�ʱѡ��
7��������˿��������ýӴ���˿Ͳ���缫˿��������ע�⣺ȷ����ҡ�Ѳ���˿Ͳ�ϡ�
8������ˮ�õ����������ˮ����
��ˮ��ʱ�����Ȱѵ��ڷ�������״̬��Ȼ������������������ˮ�����ݵ缫˿��ˮ�������и������ɣ�ˮ������̫��ע�������ȴҺ�ɽ�
9��������Ƶ��ѡ���������û��ɸ��ݶ��и�Ч�ʻ����ֲڶȵ�Ҫ�����ѡ�缫˿����ʱ���������������������������ȶ�ʱ�ٵ�����������ʹ�ӹ���������Ҫ��
10�������������У������и�ʱ�����ڵ�λ����ť���۲������������ʹָ���ȶ���
������������ָ�����лζ���
11���ӹ�������Ӧ�ȹ������Դ��Ȼ���ˮ�õ�����ٹ���˿��������X��Y�����Ƿ��յ㣬���յ�ʱ���¹��������������
�塢�ĵ����
-
C����ʵ��ָ��������ģ��
���Գ�����������ѧ���1C����1ʵ�鱨��ģ��C���Գ������ʵ�鱨��ʵ��һ��C�����ѧ�༶ұ��136ѧ��01�����Ų��γ̽�ʦ����
- ��������������ʵ��ʵ��ָ����
-
VC++ʵ��ָ����
VC�������ʵ��ָ������λ�º��Ϲ�ѧԺǰ��VisualCʵ�黷������һVisualC���VisualC��Microsoft��˾��V��
-
Web����ʵ��ָ����
Web����ʵ��ָ�������ݼ��Web�����Ǽ����רҵѧ����һ��רҵ�γ����ؽ���Web��̵ļ�����������ѧ������Webϵͳ���з�ʹ�ú͡�
-
C_sharpʵ��ָ����
ʵ��ָ��ʵ��һVS20xx���ɿ�������һʵ��Ŀ����ϤVS20xx����������������ڴ˻����¿�����NETӦ�ó����Լ����Գ���Ļ���
- ��У�ܽᱨ��
-
XX ��20xx����˹����ܽ�
XX���������һһ����˹����ܽ����һһ��XX���������Ա���������쵼�ļ�ǿ�쵼�£��ϸ��ջ��˼�첿�İ��š���������ִ᳹�й���
-
���������ջ�ܽ�
��12��4ȫ�����������յ���֮�ʣ���У�����ϼ���������֯��չ12��4ȫ�����������ջ��֪ͨ������ͳһҪ���IJ�����ʵ��������
-
�м��˾�ҵ���Ͻ����ɹ����ܽ����
������֯������ϰٳǽֵ��м��˾�ҵ���Ͻ����ɹ����ܽ�20xx�꣬����ί������������ȷ�쵼�º��������ľ���ָ���¼��йز��ŵĴ���֧�֡�
-
20xx��������������ල�ϰ����ܽ�
20xx��������������ල�ϰ����ܽ�20xx���ϰ��꣬���չ�˾�İ��ź͵��Ժ�����ල������Ĵ�ʩ����Ҫ��������·���Ĺ�����1������