实习报告

毕业实习报告
专 业:
班 级:
学 号:
学生姓名:
指导教师:
20##年 5 月 30 日
一时间:20##年5月4号
二实习单位:潍坊柴油机厂
实习地点:山东潍坊
三企业简介
潍坊柴油机厂于1946年建厂,是国家重点支持的内燃机大型骨干企业,拥有职工8000人。主导产品应用于重型汽车、豪华大客车、工程机械、农用机械以及发电和船舶动力。20##年12月,完成了股份制改造,成立了潍柴动力股份有限公司,并于20##年3月11日在香港联交所挂牌上市,成为国内第一家在香港联交所上市的内燃机企业。
公司致力于内燃机科技产业的发展,产品开发能力居国内同行业前列,总体工艺装备水平居国内领先地位。公司生产的WD615、WD618 柴油机在重型汽车、工程机械市场的平均占有率达到60%以上,满足欧Ⅱ排放标准的斯太尔柴油机已提前法规要求投放市场,近年来10L/12L大功率柴油机一直保持市场领导地位。
公司具有强大的研发能力,专业技术人员超过160人。公司拥有现代化的研发中心及国内一流水平的产品实验室,与欧洲著名的柴油机研发机构签订了合作研发协议,确保技术水平国际领先。
公司拥有稳定的优秀管理人员,四名执行董事年富力强,平均年龄40岁,其中两人拥有硕士学位,具有柴油机企业的丰富管理经验和驾驭企业发展的清晰战略思路。
公司以“为用户提供超值产品和服务”为目标,在全国范围内建立了 37个维修服务中心和 480个特约维修站,采用潍柴动力发动机计算机诊断监测网络系统,使国内各维修站接收的服务信息能够得以及时反馈公司。
公司重视人力资源开发,多年来与清华大学、同济大学、天津大学、山东大学等高等院校进行项目合作开发, 共建产品实验室、合作培养在职高层次专业人才;同时,国家人事部批准在公司设立了博士后工作站, 每年与欧洲科研机构进行人才交流培训,为企业各类人员成材创造有利条件。与德国合作的双元制教育,注意理论与实践的有机结合, 确保了生产岗位合格技术工人的需要。
公司在国内同行业率先通过 ISO9000 质量体系认证,以高技术、高性能、高质量的产品和一流的服务饮誉国内外。
企业使命:民族动力,国际潍柴。
企业宗旨:用户满意是潍柴的宗旨
企业精神:干就负责,敢为人先,追求卓越
企业目标:打造世界动力的驰名品牌。
潍柴动力,追求卓越。
四 产品介绍
企业主要生产 WD615、WD618、226B、6160A、6200Z、X6170、8170Z、R.95、L+V20/27、12VE230 等十大系列柴油机,共600多个品种,功率范围 8-2250 千瓦,广泛应用于重型汽车、大客车、工程机械、农用机械以及发电、排灌和船舶动力。
未来五年的奋斗目标和战略定位积极推进与国际著名公司的战略合作,打造世界驰名动力品牌,通过资本运作和企业整合,把潍柴动力建设成世界规模最大,技术统一的发动机制造基地。
五 铸、锻厂
(一)铸造车间
铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。铸造是常用的制造方法,优点是:制造成本低,工艺灵活性大,可以获得复杂形状和大型的铸件,在机械制造中占有很大的比重,如机床占60~80%,汽车占25%拖拉机占50~60%。铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。
铸造主要工艺过程包括:金属熔炼、模型制造、浇注凝固和脱模清理等。铸造用的主要材料是铸钢、铸铁、铸造有色合金(铜、铝、锌、铅等)等。铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造......等。而砂型铸造又可以分为粘土砂型、有机粘结剂砂型、树脂自硬砂型、消失模等等。
造型-浇注-落料流水线
各造型机上制成的砂型,都放再输送机上,当砂型输送到浇注台前,就进行浇注,浇注后的砂型先通过冷却箱然后被送到落砂机前,并由推料迅速推动震动到落砂机上砂型被震碎,戏型砂散落到型砂输送带上并被输送到型砂处理工段,铸件则跌落到坑道中的铸件传送带上送到铸件的清理工段,空砂箱则被推到砂箱传送带上送到造型机房以供继续造型只用。
(二)锻造厂
1 对金属坯料(不含板材)施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件、工具或毛坯的成形加工方法。
2 锻造技术介绍
当温度超过300-400℃(钢的蓝脆区),达到700-800℃时,变形阻力将急剧减小,变形能也得到很大改善。根据在不同的温度区域进行的锻造,针对锻件质量和锻造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。
根据坯料的移动方式,锻造可分为自由锻、镦粗、挤压、模锻、闭式模锻、闭式镦锻。
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。
锻件与铸件相比有什么特点?
金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
六 6160 加工厂
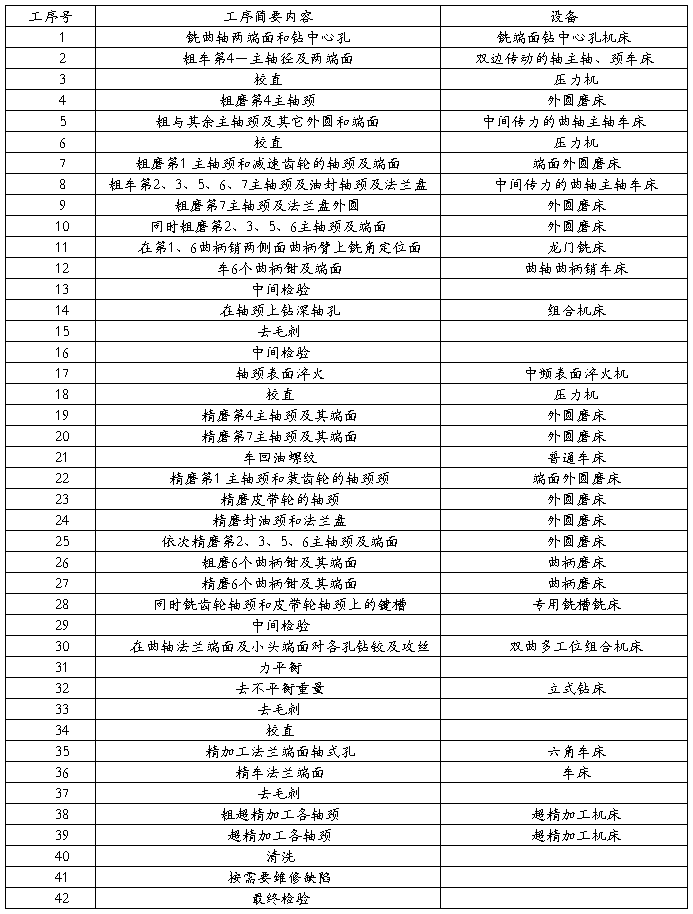
曲轴生产线
1、曲轴
曲轴是柴油机中最长最重的部件,直接影响整台柴油机的尺寸和重量。曲轴形状复杂,加工质量要求很高,制造工艺难度大,因此也是柴油机中造价最高的部件。曲轴的工作好坏对整台柴油机有直接影响。
2、工艺特点:
(1)WD615曲轴为钢制模锻件,所有机型的曲轴同一尺寸加工。
(2)曲轴颈机加工、精加工完毕后,进行曲轴软氮化处理,淡化层深度不小于0.15-0.20毫米,大大提高了曲轴的耐磨性和抗疲劳性,延长了约40%使用寿命。
曲轴经仿形机床自动完成车削加工具有较高的精度。
材料:
WD615系列发动机根据不同的强化要求选用两种材料,具体是:
额定功率<220千瓦的机型:采用优质45钢。如:WD615·OO/20、WD615·61/71、WD615·67/77机型等。
额定功率≥220千瓦机型:采用合金钢41Cr钢。如:WD615·68/78。
3 加工工艺过程
七 6160加工车间
连杆生产线
连杆加工工艺过程
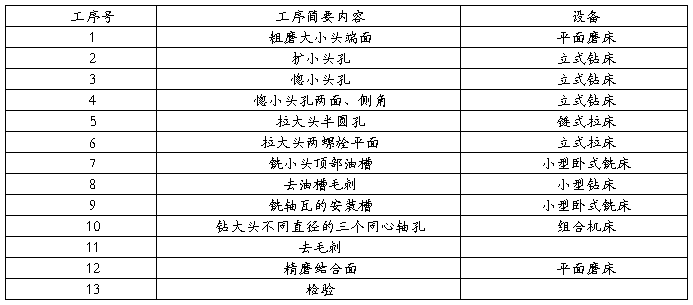
连杆盖

连杆总成

八 心得体会
第一次亲身感受了所学知识与实际的应用的结合、理论与实际的相结合,让我们大开眼界,也是对以前所学知识的一个初审.通过这次生产实习,进一步巩固和深化所学的理论知识,弥补以前单一理论教学的不足,为以后就业打好基础。
通过实习我感到机械加工行业的发展 趋势可以归结为“四个化”:柔性化、灵捷化、智能化、信息化.即使工艺装备与工艺路线能适用于生产各种产品的需要,能适用于迅速更换工艺、更换产品的需要,使其与环境协调的柔性,使生产推向市场的时间最短且使得企业生产制造灵活多变的灵捷化,还有使制造过程物耗,人耗大大降低,高自动化生产,追求人的智能于机器只能高度结合的智能化以及主要使信息借助于物质和能量的力量生产出价值的信息化。当然机械制造业的四个发展趋势不是单独的,它们是有机的结合在一起的,是相互依赖,相互促进的。同时由于科学技术的不断进步,也将会使它出现新的发展方向。前面我们看到的是机械制造行业其自身线上的发展。然而,作为社会发展的一个部分,它也将和其它的行业更广泛的结合。21世纪机械制造业的重要性表现在它的全球化、网络化、虚拟化、智能化以及环保协调的绿色制造等。它将使人类不仅要摆脱繁重的体力劳动,而且要从繁琐的计算、分析等脑力劳动中解放出来,以便有更多的精力从事高层次的创造性劳动,智能化促进柔性化,它使生产系统具有更完善的判断与适应能力。当然这一切还需要我们大家进一步的努力
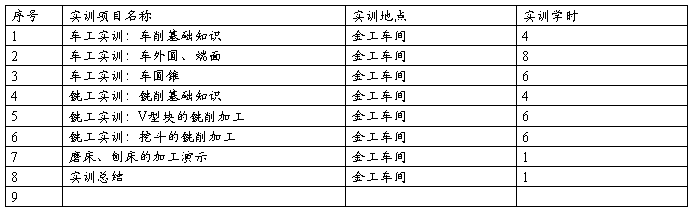
第二篇:金工实训报告
实训内容一览表

-
实习报告心得体会范文
【实习心得体会范文】(六篇)[1]总之,这次实习是有收获的,自己也有许多心得体会。首先,感受颇深的一点是,理论学习是业务实战的基础…
-
万能实习报告
实习报告第一次参加实习,我明白中学生实习是引导我们学生走出校门,走向社会,接触社会,了解社会,投身到社会的良好形式;是培养锻炼才干…
-
实习报告总结
有一名话叫做:不经过风雨,怎么见彩虹?我想改一下:不真正进入社会,怎能了解社会呢?在这次实习中,给我收获最大的是我觉得很多工作需要…
-
5000字实习报告
实习报告我是一名商务英语专业的学生在即将面临毕业的这半年里听从学校的安排开始寻找一个合适的工作单位实习到目前为止我的实习工作算是告…
-
公司实习报告
实习总结报告实习性质:专业实习实习单位:院、系名称:班级:学生姓名:学号成绩:20xx年x月实习是大学学习中的一个关键环节,是我们…
-
金工实习总结报告
金工实习心得体会学院:理工学院专业:汽车服务工程(本)班级:20xx级一班姓名:吴海涛学号:20xx115046金工实习心得体会“…
-
专业实习报告机电一体化专业实习报告
读了三年的大学,然而大多数人对本专业的认识还是不够,在大二期末学院曾为我们组织了两个星期的见习,但由于当时所学知识涉及本专业知识不…
-
磨床实习报告
名称磨床铣床实训报告姓名吴志浩指导教师祝光源1、实习目的掌握各种加工技术、熟悉模具制造、维修、维护、装配、试作等技术,提高模具设计…
-
机电专业实习报告
终于快到毕业了,今年暑假,学院为了使我们更多了解机电产品、设备,提高对机电工程制造技术的认识,加深机电在工业各领域应用的感性认识,…
-
机电专业大学生实习报告
机电专业大学生实习报告大学生实习机电专业大学生实习报告读了三年的大学,然而大多数人对本专业的认识还是不够,在大二期末学院曾为我们组…