材料的硬度检测实验指导书
材料的硬度检测实验指导书
前言
固体材料表面抵抗弹性变形、塑性变形或破断的能力,是衡量材料软硬程度的一个指标。抵抗能力越高,硬度值就越高。它与材料的化学成分、组织状态、加工处理、工作环境和其它机械性能有关。硬度值随硬度试验方法的不同,其物理意义也不同。常用的硬度试验方法有划痕法、压入法和动力法。划痕法测得的硬度值,表示材料表面抵抗断裂的能力;压入法测得的硬度值,表示材料表面抵抗塑性变形的能力;动力法测得的硬度值,表示材料变形功的大小。因此硬度代表材料的强度和韧性等综合性能指标。
一 材料的洛氏硬度测定
简介:
洛氏硬度用HR表示。一种广泛应用的静态压入硬度,用压痕凹陷的深度来表征。所用压头为顶角120°、圆弧半径0.2mm的金刚石圆锥或φ1.5875mm和φ3.175mm的钢球(或可测塑料洛氏硬度的φ6.35、φ12.7的钢球)。洛氏硬度所加试验力根据被测物体软硬不同而作不同规定,随不同的压头和所加相应不同试验力的搭配出现了十几种的洛氏硬度标尺。常见的有下面九种,常用的有三种。使用范围见下表。
洛氏硬度试验标尺、压头、试验力及应用范围 (洛氏硬度常用标尺为A、B、C三种)

一、实验目的:
1、了解洛氏硬度计的测试原理。
2、掌握用洛氏硬度计测定材料硬度的方法。
二、实验原理:
用圆锥形金刚石压头或钢球压头,在规定的试验力下,垂直压入试件表面。加载方式为,先加初试验力98.07N,这时压痕的深度为h1,再加总试验力(即初试验力加主试验力),这时压痕的深度为h2。。经保持规定时间后,以卸除主试验力而保留初试验力时的压痕深度h3与在初试验力作用下压痕深度h1之差来表示硬度。即e=h3-h1。压痕深度越大则硬度越软,但为了符合数值大硬度高的读数习惯,需用下式作以变换:

 K 常数:采用金刚石压锥时K=100
K 常数:采用金刚石压锥时K=100
采用钢球作压头时K=130
C =0.002mm 指示器刻度盘上一个分度格
三、实验仪器及原材料
1、HR-150型洛氏硬度计
2、试件 GCr15 淬火
四、实验步骤:
1、置试件于工作台上,顺时针旋转手轮使工件上升至加满初试验力(即小指针至于红点)为止,此时大指针应垂直向上指向标记B(C)处,其偏移不得超过±5分度格,否则另选一点。
2、转动指示器的调整盘,使大指针指向刻度B(C)。
3、向后缓慢推倒加载试验力操纵手柄,保证主试验力在4—6秒内施加完毕。总试验力保持5秒时间后,向前慢拉加载试验力手柄,卸去主试验力,保留初试验力。
4、此时硬度计表头长指针指向的数据,即为被测试件的硬度值。
5、逆时针转动手轮使工作台下降,更换测试点,重复上述操作。
五、数据记录与处理

注意:1、加载缓冲器空载下降时间应调整在4-6秒内。
2、试件的最小厚度应大于压痕深度的10倍。
3、两个测试点之间间隔应大与5mm。
六、思考题
洛氏硬度计长期使用后应注意些什么?
附:洛氏法测定磨具硬度
本方法适用于陶瓷和树脂结合剂,粒度为F100至F1200的普通磨具。
一、实验目的:
1、掌握洛氏硬度计的使用方法。
2、学会用洛氏硬度计测定各种磨具硬度的方法。
二、实验原理:
洛氏法测磨具硬度,是以φ3.175mm钢球作压头,在规定的试验力下,垂直压入磨具表面。加载方式为,先加初试验力98.07N,这时压痕的深度为h1,再加总试验力(即初试验力加主试验力),这时压痕的深度为h2。。待总试验力完全加上后(硬度计表头长指针显著变慢时),不维持时间即卸去主试验力。以卸除主试验力而保留初试验力时的压痕深度h3与在初试验力作用下压痕深度h1之差来表示硬度。即e=h3-h1。压痕深度越大则硬度越软,但为了符合数值大硬度高的读数习惯,需用下式作以变换:
K 常数:采用金刚石压锥时K=100
采用钢球作压头时K=130
C =0.002mm 指示器刻度盘上一个分度格
三、实验仪器及原材料
1、HR-150型洛氏硬度计
2、试件 砂轮
四、实验步骤:
1、置试件于工作台上,顺时针旋转手轮使工件上升至加满初试验力(即小指针至于红点)为止,此时大指针应垂直向上指向标记B(C)处,其偏移不得超过±5分度格,否则另选一点。
2、转动指示器的调整盘,使大指针指向刻度B(C)。
3、向后缓慢推倒加载试验力操纵手柄,,待总试验力完全加上后(硬度计表头长指针显著变慢时),向前慢拉加载试验力手柄,卸去主试验力,保留初试验力。
4、此时硬度计表头长指针指向的数据,即为被测试件的硬度值(按表头上B标尺读数)。
5、逆时针转动手轮使工作台下降,更换测试点,重复上述操作。
五、数据记录与处理

附表:
1、硬度计工作条件按表1的规定
2、按刻度表上的B尺读数,并以各点的算术平均值按表2、表3的规定,确定磨具的硬度等级
表1 洛氏硬度计的工作条件

表2 A~E的硬度值、硬度允许范围及均匀性允差
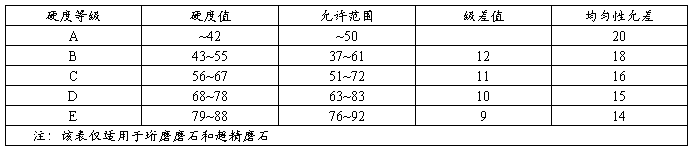
表3 F~Y的硬度值、硬度允许范围及均匀性允差

表3(续) F~Y的硬度值、硬度允许范围及均匀性允差

附 喷砂法测定磨具硬度
一、实验目的:
1、掌握喷砂硬度计的使用方法。
2、了解喷砂法对磨具硬度的测定方法。
二、实验原理:
以一定压力147kPa的空气把一定粒度、形状和重量的石英砂, 通过直径为5.5mm,长度为93.5mm的喷嘴,冲击于磨具表面,以冲击形成的凹坑深度来表征磨具的硬度。 凹坑越深硬度越软,凹坑越浅则越硬。喷砂法测定磨具硬度更贴近磨具硬度的定义。
三、实验设备及原材料
1、 JS32顺控数显喷啥硬度计
2、 标准石英砂条件:
⑴ 化学成分:SiO2> 96 % 烧碱<0.3%
⑵ 相对密度:2.62~2.66 杂质<1%
⑶ 粒度:24#筛上余量3
36#筛通过量8
3、厚度为5~6mm的钠平板玻璃
4、F36的磨具
四、实验步骤
1、 打开空气压缩机,使表压达到784kPa停机。
2、 接通喷砂硬度计电源,将旋钮放在“手动”档,升起机头清扫工作台。
3、 用5mm玻璃板校正喷砂硬度计(试验时省去)。
4、 将待测磨具放在工作台上,将旋钮放在“半自动”档,按“起步”键,重复两次,在待测磨具上对称测量两点,并记录两组数据。
五、数据记录及处理

误差分析(单片磨具坑深相差太大的问题)
六、注意事项:
1、 空气压缩机最低应保持196kPa;
2、 操作时,旋钮放在“手动”档时,不能按“喷砂”键;
砂轮凹坑深度与硬度对照表

二 材料的维氏硬度测定
一、实验目的:
1、了解维氏硬度的测试原理。
2、掌握用布洛维硬度计测定材料维氏硬度的方法
二、实验原理:
将一个相对面夹角为136°的正四棱锥体金刚石压头以选定的试验力压入被测材料表面经保持规定时间后(试验力保持时间为10~15秒),卸除试验力,用读数显微镜测量压痕两对角线长度d1和d2,取其算术平均值,查表或代入公式计算出维氏度值。维氏硬度用HV表示


三、实验仪器及原材料
、1、HBRVU-187.5型布洛维光学硬度计
2、试件 45 # 钢淬火
四、实验步骤:
A 硬度计操作步骤
1、安装溜板试台,旋紧滚花螺母。
2、显微镜座插入硬度计左边支架孔中,旋紧螺钉。
3、插入测微目镜和内照明灯,将物镜旋入显微镜座内。
4、将试件置于工作台上,把上溜板移至下导轨外侧挡钉处。
5、接通电源,开关转向“维”字处,投影屏灯亮,内照明灯亮。
6、根据被测试件的试验要求,转动变荷手轮,确定试验力。
7、安装金刚石四棱锥维氏压头,手的中指顶住金刚石头部,轻轻向压头杆孔推进,紧贴支承面,拧紧压头紧固螺钉。用擦镜纸或酒精棉球将压头擦拭干净。
8、顺时针转动手轮上升工作台,直至光学杠杆上的的标尺基线与投影屏刻线重合,不重合允差±2格
9、向后缓推加卸试验力手柄,施加试验力。加载速度为(1~8)秒,由缓冲器调节手轮调准。
10、黑色金属,试验力保持时间为(10~15)秒,有色金属为(30±2)秒。
11、总试验力保持时间结束,要求在(2~3)秒内将加卸试验力手柄匀速向前拉,卸除试验力。
12、下降试台,将溜板试台与试件一起平稳的移至显微镜下,紧靠挡钉。
13、逐步微量下降试,并以升降螺杆孔为中心,将溜板转动一定的角度后,使溜板与安装在硬度计左侧的物镜对准,然后通过测微目镜对准焦距,使试件上的压痕成像清晰。
14、测量试件上压痕两对角线长度,两对角线长度之差与其中较短的对角线长度之比不应大于1.0%。
15、测得试件上压痕两对角线长度的平均值乘以4或2,查表的维氏硬度值。
B 维氏硬度技术参数
1、试验力:294N、980N,允差±1%
2、压头规格:金刚石正四棱锥体压头
3、维氏硬度测量范围:14HV~1000HV
4、维氏硬度符号表示:
符号HV之前为硬度值,符号后按以下顺序用数值表示试验条件:
⑴ 试验力;
⑵ 试验力保持时间(10~15s不标注)
例如:640HV30 表示用294.2kN (30kgf)试验力下保持10~15s测得的维氏硬度为640
640HV30/20 表示用294.2kN (30kgf)试验力下保持20s测得的维氏硬度为640
5、显微镜放大倍率:37.5倍(使用2.5×物镜)、75倍(使用5×物镜)
6、测微目镜毂轮最小分度值
a. 使用2.5×物镜,分度值I=0.004mm
b. 使用5×物镜, 分度值I=0.002mm
五、数据记录与处理

三 材料的布氏硬度测定
一、实验目的:
1、了解布氏硬度的测试原理。
2、掌握用布洛维硬度计测定材料布氏硬度的方法
二、实验原理:
用一定的负荷(试验力)将一个选定直径的钢球压头(或硬质合金压头)压入被测材料表面。保持负荷一定时间,卸除试验力后在材料表面留下一个压痕。通过测量压痕直径,进而计算出布氏硬度。布氏硬度用HB表示。

三、实验仪器及原材料
、1、HBRVU-187.5型布洛维光学硬度计
2、试件45 # 钢调质
四、实验步骤:
A 硬度计操作步骤
1、安装溜板试台,旋紧滚花螺母。
2、显微镜座插入硬度计左边支架孔中,旋紧螺钉。
3、插入测微目镜和外照明灯罩,将物镜旋入显微镜座内。
4、将试件置于工作台上,把上溜板移至下导轨外侧挡钉处。
5、接通电源,开关转向“布”字处,投影屏灯亮,外照明灯亮。
6、根据被测试件的试验要求,转动变荷手轮,确定试验力。
7、安装布氏钢球压头,手的中指顶住钢球压头头部,轻轻向压头杆孔推进,紧贴支承面,拧紧压头紧固螺钉。用擦镜纸或酒精棉球将压头擦拭干净。
8、顺时针转动手轮上升工作台,直至光学杠杆上的的标尺基线与投影屏刻线重合,不重合允差±2格
9、向后缓推加卸试验力手柄,施加试验力。加载速度为(2~8)秒,由缓冲器调节手轮调准。
10、黑色金属,试验力保持时间为(10~15)秒,有色金属为(30~35)秒。当布氏硬度值小于35时伟60秒
11、总试验力保持时间结束,要求在(2~3)秒内将加卸试验力手柄匀速向前拉,卸除试验力。
12、下降试台,将溜板试台与试件一起平稳的移至显微镜下,紧靠挡钉。
13、逐步微量下降试,并以升降螺杆孔为中心,将溜板转动一定的角度后,使溜板与安装在硬度计左侧的物镜对准,然后通过测微目镜对准焦距,使试件上的压痕成像清晰。
14、测量试件上压痕两对角线长度,两对角线长度之差与其中较短的对角线长度之比不应大于1.0%。
15、测得试件上压痕两对角线长度的平均值乘以4或2,查表的维氏硬度值。
b. 布氏硬度技术参数
1、试验力:306N、613N、1839N 允差±1.0%
2、压头规格:球压头2.5 mm、5mm
3、硬度测试范围:压头为钢球时,适用于布氏硬度8~450,用HBS表示。
压头为硬质合金球时,适用于布氏硬度8~650,用HBW表示.
4、布氏硬度符号表示:
符号HBS或HBW之前为硬度值,符号后按以下顺序用数值表示试验条件:
⑴ 球体直径;
⑵ 试验力;
⑶ 试验力保持时间(10~15s不标注)。
例如:120HBS10/1000/30 表示用直径10mm钢球在9.807kN(1000kgf)试验力下保持30s测得的布氏硬度为120
500HBW5/750 表示用直径5mm硬质合金球在7.35kN(750kgf)试验力下保持10~15s测得的布氏硬度为500
5、显微镜放大倍率:37.5倍(使用2.5×物镜)、75倍(使用5×物镜)
6、测微目镜毂轮最小分度值
a. 使用2.5×物镜,分度值I=0.004mm
b. 使用5×物镜, 分度值I=0.002mm
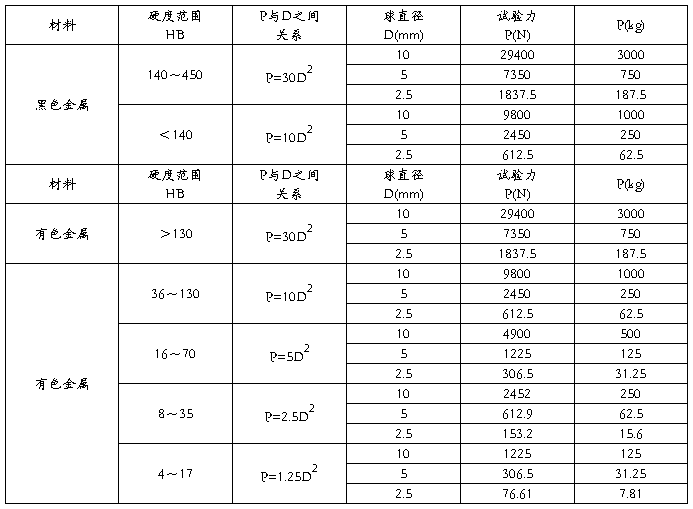
球压头、试验力与硬度范围的关系
五、数据记录与处理

四 显微硬度的测定
一、实验目的:
了解显微硬度的测试原理和显微硬度计的使用方法。
二、实验原理:
将显微硬度计上特制的金刚石压头,在一定负荷的作用下压入待测试样表面,用硬度计上的测微器,测量正方形压痕对角线的长度。显微硬度按下式计算:

式中 HV—显微硬度值(N/mm2);
P—负荷(N);
d—四方形压痕对角线平均
长度(μm)。
四、实验步骤:
1、打开电源开关,主屏幕点亮,转动试验力变换手轮,选择试验力。负荷的力值应和
主屏幕上显示的力值一致,如力值显示不一致会导致计算公式错误而影响示值,旋动变荷手
轮时,应小心缓慢地进行,防止速度过快发生冲击。
2、此时主屏幕菜单显示MODEL和NOT→COV菜单,MODEL中有HV、HK(维氏、克氏)二
种试验法,按↑、↓方向键,将反白条移至所选之处,这时主屏幕状态显示行中显示所选HV或HK,按ENTER键确认,NOT→COV中有二个硬度转换表CTAB1和CTAB2,CTAB1适用于有色金属,CTAB2适用于黑色金属,硬度示值的转换,按↑、↓方向键移至所选,然后按EMTER键确认,主屏幕弹出转换表,移动反白条至所选按ENTER键确认,主屏幕状态显示行显示出所选硬度值转换标尺。
3、按方向键→,主屏幕菜单弹出DWELL菜单,此菜单为保荷时间选择菜单,其中00S~60S共十项,移动反白条至所选之项,按ENTER键确认即可,如要选时间在0~99S之间,请将反白条移至第十一项SETTIME按ENTER键确认,主屏幕弹出INPUTtime,请按数字键输入所设时间(注:输入要求必需是二位数:如3s,按03两键),按ENTER键确认,此时主屏幕状态显示行显示设定时间。
4、按方向键→,主屏幕菜单弹出FUNCTION菜单,此类中有Single、COMM、Reset、Print、
Light+、Light-共六项,Light+和Light-为在非工作态下光源亮度的调整,如需增强或减弱亮度,移支反白条至所选之处,每按ENTER键一次亮度增强或减弱一次,按至视觉舒适清晰即可。Reset项为复位操作,复位操作用于当前测试数据信息的复原,这里要注意的是在单机操作中,在对一试样操作完成后,需对另一试样进行操作,如使用复位操作,则刚才测量的全部数据部将丢失,先请考虑是否对其进行保存,如不需要保存按Esc键直接返回主菜单,按方向键选择Reset复位操作。如需保存返回主菜单选择选择Save储存文件。按确认键输入你自己排列的六位数文件号后,按确认键,数据全部存入,然后选择Reset复位。如不使用复位操作,则前一次的测量数据会带入下次测量数据中,造成数据混乱。Print打印操作打印当前测试的数据信息。COMM为外设联系之用。Single项是进入工作状态,移动反白条于此项,按ENTER键确认。
5、转动压头与物镜切换手柄,使40X物镜处于主体正前方位位置(光学系统放大倍率
400X,测量状态),10X的物镜作为观察之用(光学系统此时的放大倍率为100X)。
6、将标准试块或试样要放在试台上(置于物镜的中心位置),摇动升降丝杆手轮,
使试台上升,当物镜下端与试块或试样相距1~3mm时,眼睛通过测微目镜观察,在目镜中随着试台缓慢上升,可观察到亮度渐渐增强,说明聚焦面即将来到,此时应缓慢摇动手轮,直至目镜中观察到试块或试样表面的清晰成像为止,焦距已调好。
7、如果在目镜观察到的成像模糊,可转动目镜前部镜头(因每人的视觉都存在着差异),
直至清晰为止,如果在目镜中观察到的试块平面成像有局部亮、暗状况,则可调节光源装置上的三个调整螺钉,使光源处于中心位置,如果视场太亮或太暗,则可直接按面板上的L+L-键,将光亮度调到舒适清晰状态。
8、如果想观察到试块表面上较大的视场范围(寻找预置的位置等),将10X物镜转换到
主体的正前方,40X物镜的焦平面与10X物镜的略有差异,可摇动升降手轮使其成像清晰,旋动微分筒使x—y平台移动,即可找到预置位置。
注:如果要进行硬度试验,请将40X物镜转动到主体前方,旋动升降手轮,使成像清
晰,再切换压头,因为该仪器以40X物镜成像为基准调整好各部件间的配合。
9、转动切换手柄,使压头轴处于主体前方,按面板START键,仪器开始加荷,这时主
屏幕右上方显示↓表示正在加荷,加荷结束进入保荷状态时,主屏幕右上方的方框图内显示正在进入倒计数的时间数值。保荷结束仪器开始卸荷,主屏幕右上方显示↑,表示正在卸荷,卸荷结束,主屏幕右上方显示凸,表示本次试验结束。
注:①如试样表面凸凹不平或有多个面组成时,在将压头轴进行切换时,要小心防止
压头碰及试样。
②仪器在工作时,或按下START键而忘记切换物镜,千万不能再转动切换手柄,必须
等待这次试验结束后方可移动切换手柄,否则将会造成仪器严重损害。
10、转动切换手柄,使40X物镜处于主体正前方,观察目镜中的压痕成像,如压痕成像
不清晰可旋动升降手轮,使其清晰,因为压痕有深度,在放大400X物镜时,微小的深度像对焦平面有影响,这是正常的。
11、移动目镜的刻线,使其逐步靠拢,当刻线内侧无限接近时,两刻线内侧之间处于无
光隙的临界状态时,按面板CLR键,这时主屏幕上的dl:的数值为零,即为术语中的零位。
12、转动右边的手轮使刻线分开,然后移动目镜左侧鼓轮,使左边的刻线移动,当左边
刻线的内侧与压痕的左边外形交点相切时,再移动右边刻线,使其内侧与压痕外形交点相切,按下目镜上测量按钮,对角线长度dl的测量完成,移动目镜90°,以上述的方法测量对角线长度d2,按下测量按钮,这时主屏幕显示本次测量的示值和所转换的硬度示值,如果认为测量有误差,可重复上述程序再次测量。
13、第一次试验结束(指试验后测量),方可进行第二次试验,按照检定规程要求,第
一点压痕不计数,所以第二点压痕的硬度示值作为记入试验次数中的第一次,此时主屏幕状态显示行中NO:00中的显示NO:01。
14、当在目镜中观察到压痕成像过大时(指目镜视场的60%作为有效视场),请减小试
验负荷,否则所得到的示值有一定的误差,如在目镜中观察到的压痕较长,可增大试验的负荷(必须在允许范围内,否则可能击穿试件),这样可提高测量的精度。
15、在当前几次试验后,如你需要看一下前几次的测量数据,则按DISP键,屏幕即可
显示出数据和统计结果。然后按Esc键,仪器回复工作状态,按STAPT键仪器进行又一次的试验状态。
五、数据记录与处理

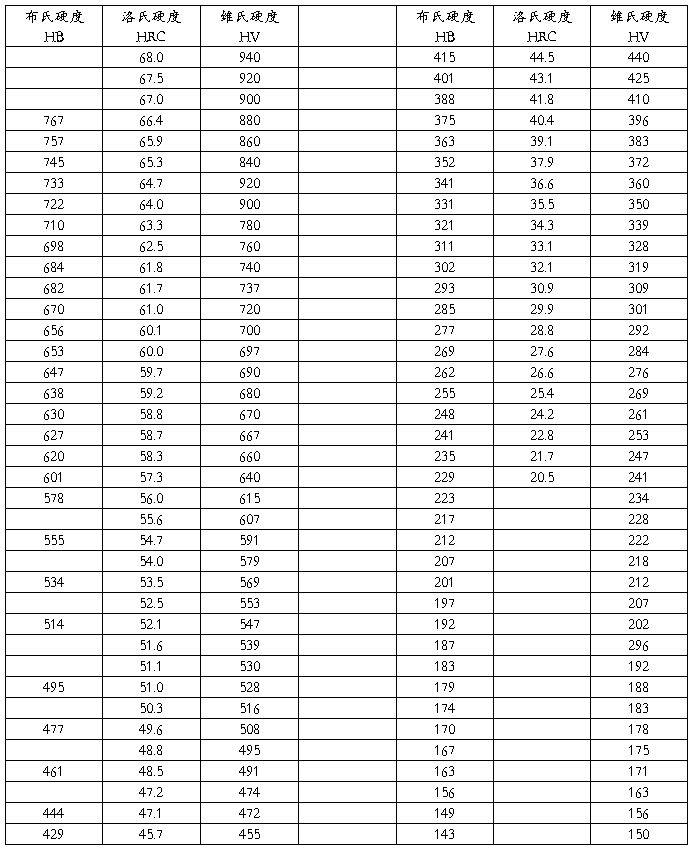
附: 布、洛、维硬度值对照表
-
EDTA标准溶液的标定和水的硬度测定(实验报告)
EDTA标准溶液的标定和水的硬度测定四川农业大学生命科学与理学院625014应用化学092王雨20xx6824摘要本实验利用络合滴…
-
水硬度的测定实验报告
EDTA溶液的配制与标定和水中硬度的测定实验日期年月日处理对象实验内容EDTA溶液的配制与标定和水中硬度的测定实验原理1EDTA标…
-
实验报告格式-天然水总硬度的测定
实验报告格式实验日期实验地点指导教师实验名称天然水总硬度的测定一实验目的1掌握EDTA标准溶液的配置和标定方法2掌握EBT指示剂的…
-
分析化学实验 水硬度的测定(配位滴定法)
实验二水总硬度的测定配位滴定法实验日期实验目的学习EDTA标准溶液的配制方法及滴定终点的判断掌握钙镁测定的原理方法和计算一水硬度的…
-
浙江远程实验报告格式-天然水总硬度的测定
实验报告格式实验日期实验地点指导教师实验名称天然水总硬度的测定一实验目的1掌握EDTA标准溶液的配置和标定方法2掌握EBT指示剂的…
-
硬度测量实验报告
硬度测量实验报告一实验目的1了解常用硬度测量原理及方法2了解布氏和洛氏硬度的测量范围及其测量步骤和方法二实验设备洛氏硬度计布洛维硬…
-
硬度试验报告
一工程材料学实验实验一金属材料的硬度测试一实验目的1了解不同种类硬度测定的基本原理及应用范围2了解布氏洛氏硬度实验的操作方法及设备…
-
硬度实验报告
实验一洛氏硬度实验报告1实验仪器型号名称HR150A型洛氏硬度计2标尺类型A3试验数据1测试3个位置的硬度点并求出平均值注明单位平…
-
硬度试验、拉伸试验-实验报告
实验一金属材料硬度测定实验一实验目的1了解硬度测定的基本原理及常用硬度试验法的应用范围2学会正确使用硬度计二实验器材HB3000型…
-
材料的硬度检测实验报告
一材料的洛氏硬度测定报告一实验目的1了解洛氏硬度计的测试原理2掌握用洛氏硬度计测定材料硬度的方法二实验原理用圆锥形金刚石压头或钢球…