中期答辩报告
毕业设计(论文)
中期报告
题目名称:金刚石小锯片连续烧结设备控制系统的设计 学院名称:电子信息学院
班 级:电气 106
学 号:201000474616
学生姓名:时 光 甫
指导教师:肖 俊 明
2014 年5月

中原工学院毕业设计(论文)中期报告
第1章 绪论 --------------------------------------------- 1
1.1课题背景 ----------------------------------------- 1
1.2国内研究现状 -------------------------------------- 1
1.3课题研究的目的和意义 ------------------------------ 2
第2章 课题任务及进度安排 ------------------------------- 3
2.1课题设计任务 -------------------------------------- 3
2.2课题进度安排 -------------------------------------- 3
第3章 整体设计方案 ------------------------------------- 4
第4章 已完成进度及具体步骤 ----------------------------- 7
4.1炉门设计 ----------------------------------------- 7
4.1.1硬件系统的配置选型 --------------------------- 8
4.2控制系统 I/O点分配及地址分配 -------------------- 10
4.3电气控制系统原理图 ------------------------------- 11
4.4 程序设计 ---------------------------------------- 15
第5章 下阶段任务 -------------------------------------- 16 参考文献 ------------------------------------------------ 17
第1章 绪论
1.1课题背景
金刚石锯片现已广泛应用于石材、玻璃、陶瓷、晶体、宝石、铸铁等材料的加工以及房屋、道路、桥梁等工程施工中,随着金刚石锯片制作技术的不断进步及成本持续降低,它的应用领域还在扩大,需求量继续增加,目前它已成为金刚石工具的重要组成部分,是消耗金刚石最多的金刚石工具。
金刚石锯片工具是2O世纪80年代发展起来的高效切削工具,近二十年来,金刚石锯片得到了广泛的应用,尤其是在石材加工、高速公路施工以及混凝土工程中金刚石锯片已经成为决定工程进度和成本的主要因素。金刚石锯片工作条件比较恶劣,高速、振动、高温对金刚石刀头的焊接提出了苛刻的要求,系统总结金刚石锯片焊接技术、深入研究新技术有助于提高我国金刚石锯片的整体质景。
金刚石锯片由以下两部分组成; 基体与刀头。基体是粘结刀头的主要支撑部分,而刀头则是 在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前最硬的物质,它在刀头中摩擦切割被加工对象。而金刚石颗粒则由金属包裹在刀头内部。在使用过程中,金属胎体与金刚石一起消耗,一般较理想的情况是金属胎体消耗较金刚快,这样就既能保证刀头的锋利度又能确保刀头有较长的寿命。20xx年开始,世界锯片行业制造还是向亚洲转移。锯片工厂主要集中在中国和韩国。我国主要锯片制造以中低档锯片为主。20xx年来每年行业的平均发展速度为30%左右。产业集中在河北,江苏,福建等。
1.2国内研究现状
早期的金刚石锯片是一种用手工镶嵌天然金刚石而成的,但由于天然金刚石价格昂贵,早期不能大规模应用于生产。19xx年以后,随着粉末冶金技术的发展,产生了焊接式金刚石圆锯片。人造金刚石的诞生,使得金刚石工具制造业得到迅速发展,金刚石圆锯片开始大规模应用于石材加工等行业。受中国石材加工行业的市场拉动,国内金刚石锯片基体的需求在上世纪80年代中后期开始发展起来,但初期品种需求较单一,主要是1600mm规格。当时国内已有几家企业开 1
中原工学院毕业设计(论文)
始生产,但质量不太稳定,平均复焊水平是两次;而同期德国产品是5~6次,且性能稳定。因此,早期的金刚石锯片基体主要是通过进口。在90年代初期,中国石材业的发展形成一个高潮,国内一下子上马了40余家金刚石锯片基体生产企业,锯片基体进入竞争时代,市场竞争的结果是,这40余家企业“破的破、停的停、转的转”,只剩下了不到10家正常运转。
现在,在国内石材领域,金刚石锯片基体的市场基本由黑旋风、玉田、海恩、唐山等几家生产企业分割,这几家企业生产的锯片基体占整个石材市场容量的85%以上。市场需求的产品也从当初的单一品种开始多样化、差异化。随着金刚石锯片基体使用领域的扩大,根据产品的加工对象、锯机的转速和功率、加工工艺和操作习惯等的不同,无论从产品的外形尺寸还是内部性能,产品都表现出很多的差异性、多样性。
1.3课题研究的目的和意义
金刚石锯片对非金属材料具有高速切削性能,在石材、建材、陶瓷、碳素等行业得到广泛应用。随着我国市场经济越来越强,金刚石小锯片需求量越来越大。锯片一般采用整体烧结法进行锻造。整体烧结法的原理是:冷压机把锯齿材料和基体材料锻压成整块儿后送进烧结炉内烧结, 锯齿与基体通过合金化原理烧结在一起,它们之间产生足够的结合强度, 锯齿本身硬度得以提高。烧结工序是将刀头与基体整体烧结在一起,正因如此金刚石小锯片烧结炉成为生产过程中的关键设备。
金刚石小锯片连续烧结炉, 保护气体采用氮气, 其突出特点是:操作安全, 生产制品性能优良。炉子本身热稳定性好, 自动化程度高,具有劳动强度低,生产效率高、节能、热稳定性好等优点。
金刚石锯片是20世纪80年代兴起的高效切削工具,现已得到广泛应用,在石材加工以及混凝土工程中,锯片已经成为决定工程进度和成本的主要因素。它工作条件比较恶略,高速振动高温对其提出苛刻要求,设计金刚石小锯片连续烧结设备对我国金刚石锯片整体前进具有重要意义。
2
中原工学院毕业设计(论文)
第2章 课题任务及进度安排
2.1课题设计任务
设计小锯片连续烧结设备,生产效率100片/小时,装机容量56kw,烧结炉采用四道炉门,其中两路门要求自动开闭,自动推杆机构能手动/自动循环推进,加热区长4.7米,工作温度850℃,温度误差为±5℃。
任务要求:
1小锯片连续烧结炉自动推杆机构、炉门控制机构继电接触式电气系统的设计,加热系统晶闸管主电路的设计、元器件参数选择。
2电气控制系统PLC控制选择、硬件设计。
3电气控制系统PLC程序设计
4电气控制系统PLC系统调试
5设计电气控制柜电气元件布置图
2.2课题进度安排
2013-2014 第一学期
11-14周 查阅相关文献资料,完成相关外文资料翻译
15-19周 熟悉工艺对控制系统的技术要求,确定系统设计方案
2013-2014 第二学期
1-2周 毕业实习
3-6周 设备自动推杆机构、炉门控制机构的设计。加热系统晶闸管 主电路的设计、元器件参数选择
7-9周 完成小锯片连续烧结炉温度控制系统的设计、PLC控制的硬 件和软件设计
10-11周 配合监控系统完成模拟实验
12-14周 完成毕业设计论文
15周 毕业论文答辩
3
中原工学院毕业设计(论文)
第3章 整体设计方案
1. 根据工艺要求,推杆机构的控制为手动和自动两种工作方式。在手动工作状态下,可以人工进行开关前后内炉门,推杆前进,后退等操作。手动操作主要用于设备的各个运动环节按工艺要求进行调试。自动工作状态见下图,利用行程开关,设定一定的时间,开启炉门,然后推进,关闭炉门,开始操作生产,在一定的生产周期以后,炉门开启,生产结束,其中要保证推杆在炉门的开启状态下才可前进。以免发生事故。

2. 整台炉子设置四道门,其中两道内炉门采用气缸实现自动开闭,有效防止热量损失和保护气体溢出,炉体分为预热区,加热区和保温区三个部分。预热区为独立持续的加热区,其前预留一定空间不装发热体,避免冷模进入炉胆后迅速加热而变形。后两区为炉体核心,用两组晶闸管自动控温系统分别控制,根据具体工艺要求,可对各段温度在一定范围内自动调整,使得炉温调整方便,温差小。
3. 加热系统中温度控制系统分三组,发热体全部采用电热丝。加热系统主回路采用两只晶闸管反并联后串联在交流电路中,控制晶闸管就可以控制交流电力,以达到控制温度的目的。晶闸管的触发电路属于过零触发型。温度加热系统主电路图如下图所示:
4
中原工学院毕业设计(论文)
QA2
L11L21L31N
L41
L51
L61N
QA11QA12
QA13
QA25121FA24
A11CA4QA1
GA2
G3
A1CAG14
G5Q4
Q6
A13CG16
122
123
QA26
124FA25
A22CA1QAA23CAQ11
125
126
QA27127
128
A21CA0QA18
20
G7DR
A2
G11A4
AG13A5
G15A6
G17A1AG19A1A0
G2A1C组加热
K11
K12
K13
K21
K22
K23
1DR2DR
3DR
4DR5DR
6DR
131
A组加热
132B组加热
4. 温度控制系统的硬件由西门子公司的自动化系列产品组成,温度控制采用西门子S7-200 PLC,其中主机模块CPU226包括了一个中央在处理单元,电源以及数字24输入/16输出点,这些都集成在一个紧凑,独立的设备中。
选用主机CPU226PLC,扩展单元选择模拟输入单元EM231热电偶模块,EM231有4路热电偶输入。模拟量输出单元选择EM232模块,EM232具有2路模拟量输出。
5. 这种金刚石小锯片烧结设备我们选择通过PLC控制,以西门子S7-200 PLC为核心。自动推杆式小锯片连续烧结炉及其辅助设备的控制系统总共有开关
5
中原工学院毕业设计(论文)
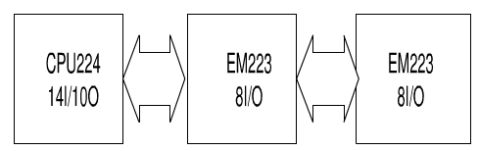
量输入点33个,开关量输入点40个。选用CPU226PLC,也需要控制单元。根据参照西门子S7-200PLC市场价格分析,我们采用CPU224以及两个扩展单元EM22 整个PLC硬件系统的组成如下图所示:
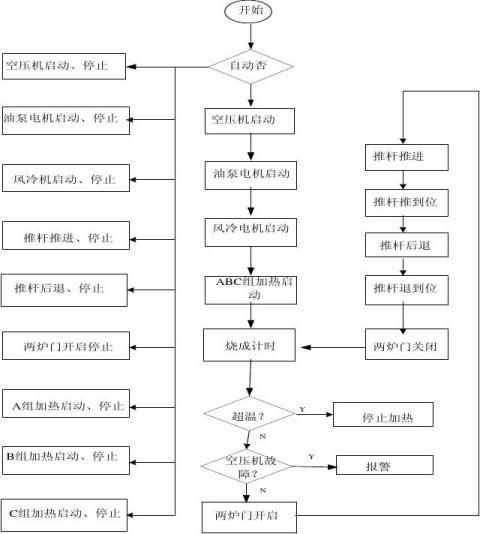
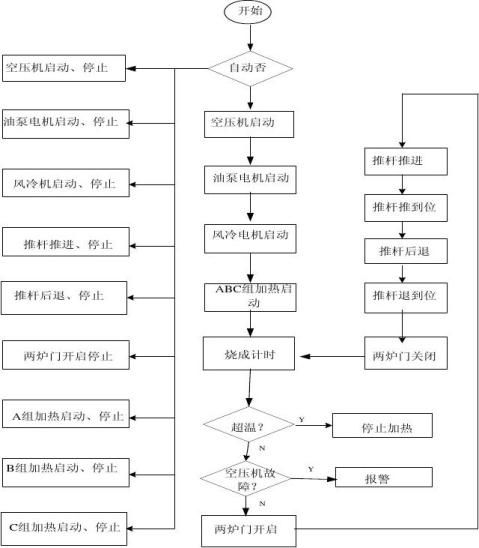
6. PLC程序设计利用STEP 7-Micro/WIN编程软件进行编程,可以利用STL、LAD、FBD,三中编程方式进行编程。金刚石锯片连续烧结设备电气控制系统设计主要采用西门子S7-200PLC为核心,从经济效益上来说,我们采用CPU224以及两个扩展单元EM223就可以满足编程的需求,编程首先画出PLC控制流程图,流程图在此简单叙述一下:开始,接着选择手动/自动,自动情况下开始计时,各种电机开始工作,加热炉加热,为烧结做准备,检查各个不见是否正常,计时结束,炉门开启,推进,倒退,炉门关闭,开始生产。手动情况下,开启各个电机,手动调节加热炉,炉门开启,推进,倒退,炉门关闭,开始生产。
PLC控制流程图如下图所示:
6
中原工学院毕业设计(论文)
第4章 已完成进度及具体步骤
4.1炉门设计
因进料台和出料台由工作人员操作,外炉门设计为手动装置。两道外炉门以一定旳斜度通过密封橡胶与进出料区配合,具有很好的密封性。
7
中原工学院毕业设计(论文)

两道内炉门分别安装在高温炉但两端,不宜人工操作,设计为自动装置,内路门运动由气缸带动四连杆机构完成,其工作原理如下:
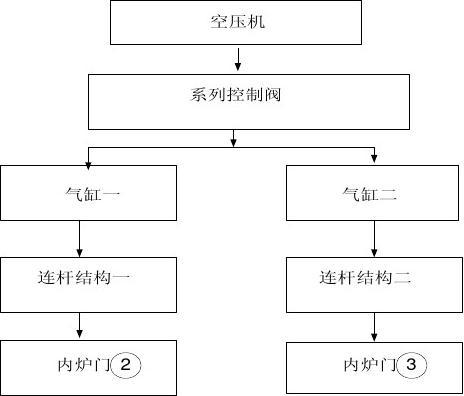
根据烧结工艺,当设定时间到,前后内炉门自动开启,并且确保前后两个内炉门开启后方能开始推杆推进,推杆将预置的料盘推到位后 ,行程开关动作使推杆延时2 s 后自动退回。推杆退到位,行程开关动作使推杆停止运行,同时关闭前后两个内炉门,一个新的烧结周期开始(一般需 3 - 5 m in )。工作人员将烧结完毕的料盘拉至液压机上,保压一定时间即可,整个系统处于连续自动运行状态。
4.1.1 硬件系统的配置选型
S7-200系列在集散自动化系统中充分发挥其强大功能。使用范围可覆盖从替代继电器的简单控制到更复杂的自动化控制。应用领域极为广泛,覆盖所有与自动检测,自动化控制有关的工业及民用领域,包括各种机床、机械、电力设施、民用设施、环境保护设备等等。如:冲压机床,磨床,印刷机械,橡胶化工机械,中央空调,电梯控制,运动系统。
中原工学院毕业设计(论文)
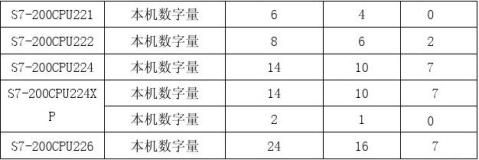
S7-200系列PLC可提供4种不同的基本单元和6种型号的扩展单元。其系统构成包括基本单元、扩展单元、编程器、存储卡、写入器等。S7-200系列的基本单元如表3.1所列。
表3.1 S7-200系列

PLC中CPU22X的基本单元
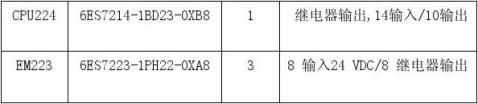
参照西门子S7一200 PLC市场实际价格, 选用主机为CPU224一台,加上两台扩展模块E M 223 ,这样的配置是最经济的。整个P LC 硬件系统的组成如图3.2所示。
图3.2 自动推杆PLC 硬件系统组成
另外,s7—200PLC 提供了一个或两个模拟电位器,可以通过调节这些电位器来增加或降低存于特殊存储器SM B2 8 和SM B 29 中的值,这些只读值在程序中可以作为定时器和计数器的设定值等。 可以应用了这些模拟电位器,通过调节模拟电位器的值来改变SMB 28 中的值, 使其作为设备定时器的设定值, 从而调整3—5min烧成时间。选用的CPU224和EM223的型号如表3.2所示为:

中原工学院毕业设计(论文)
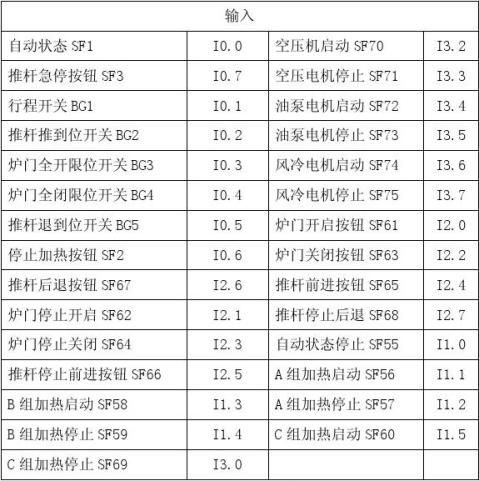
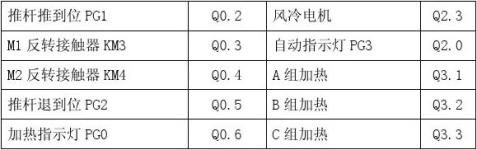
表3.2 CPU224和EM223型号 4.2控制系统 I/O点分配及地址分配
输入输出设备与PLC输入输出端子分配表:

10
中原工学院毕业设计(论文)
4.3电气控制系统原理图
4.3.1主电路的设计
11
中原工学院毕业设计(论文)
L 1 L 2 L 3 N
电 机 空 压 机 k w 1 . 5
油 泵 电 机 1 . 1 k w
风 冷 电 机 0 . 5 5 k w
推 杆 前 进 后 退 电 机
0 . 7 5 k w
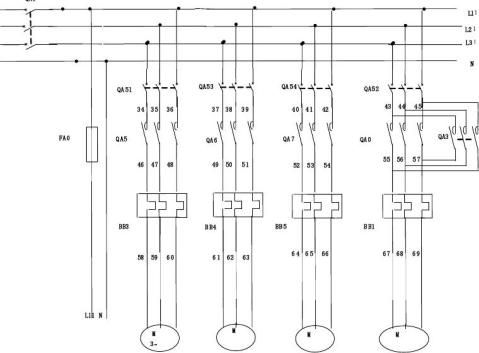
图3.3 系统主电路图
如图3.3所示连续烧结设备电控系统主电路,四台电机分别为:MA1、MA3、MA4、MA5。接触器QA0和QA3分别控制M1正转和反转;接触器QA5、QA6、QA7分别控制M5、M6、M7;BB1、BB3、BB4、BB5分别为四台电机过载保护的热继电器;QA52、QA51、QA53、QA54分别为四台电机的隔离开关;QA1为主电源总开关;FA0为控制回路起保护作用的熔断器。
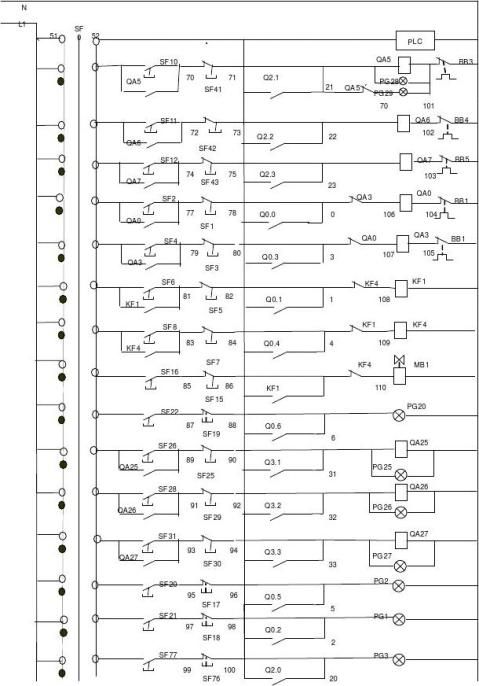
4.3.2 控制电路图
如图3.4所示为电控系统控制电路图,图中SF为手动自动转换开关。打到52的位置为自动控制状态,打到51为手动状态,手动运行时,可按图中对应的
12
中原工学院毕业设计(论文)
按钮来控制空压机,油泵电机,风冷电机,推杆的其、后退,炉门的开启和关闭。其中用中间继电器KF1和KF4来控制电磁阀MB1来实现炉门开关。其中
Q0.0~Q0.6,Q2.0~Q2.3,Q3.1~Q3.3为PLC的输出继电器触点。
13
中原工学院毕业设计(论文)
3.4 电控系统控制电路图

14
中原工学院毕业设计(论文)
4.4 程序设计
(1)空压机故障会导致炉门无法打开,所以在编程时加入了空压机正常运行指示灯系统。程序框图如图3.5所示:
3.5 程序框图
15
中原工学院毕业设计(论文)
第5章 下阶段任务
目前毕业设计过程已经过半,在自己的努力下,已经取得了阶段性的成果,完成了硬件系统的配置的选型,炉门的设计,控制系统 I/O点分配及地址分配,以及其部分软件的设计,在接下来的时间里需要努力完成以下工作任务: 1、温控系统控制回路的设计;
2、PID控制算法;
3、完善整体控制系统设计;
4、各个模块的组合以及系统联调;
16
中原工学院毕业设计(论文)
参考文献
[1] 黄俊.半导体变流技术[M].北京:机械工业出版社,1980
[2] SIMATIC公司.SIMATIC S7-200可编程序控制器系统手册[M] .2000
[3] 周文俊.电气设备实用手册[M].北京:中国水利水电出版社,1999
[4] 仪表选型手册[M].上海:上海自动化仪表股份有限公司自动化仪表六.1997
[5] 王永华.现代电气及可编程控制技术[M].北京:北京航空航天大学出版
2002
[6] 工厂常用电气设备手册编写组.工厂常用电气设备手册(上下册)[M] .北
京:水利水电出版社,1986
[7] 肖俊明.王爱珍。陈玉顺。刘红林RC169型小锯片连续烧结炉的研制[M]。
金刚石与末了模具工程.1995
[8] 赵晨峰,肖俊明.周波控制器在电热隧道窑中的应用研究[ J] .金刚石与磨
料磨具工程,2000,115( 1):39- 40
[9] 廖常初.PLC编程及应用[M].北京:北京航空航天大学出版社,2002
[10] 蔡军,曹慧英. PLC 温度控制系统设计与研究[ J] .微计算机信息, 2007,
23( 4) : 26- 28
[11] 肖俊明等. 小锯片连续烧结炉的电气控制原理及应用[J]. 金刚石与磨料
磨具工程, 2001,(1): 43- 44
[12] 肖俊明。郭基凤。PLC控制自动推杆式小锯片烧结设备现状[M]。金刚石与
末了模具工程。2006
[13] 黄浩, 申群泰. 基于参数自调整的真空烧结炉温度模糊控制系统[ J] . 应
用科技, 2005, 32( 11) : 48- 50
[14] 刘振群. 峋瓷工业窑护. 中国建筑工业出版社
[15] 陈晓黎, 李则祥. 8098 单片机在晶闸管调功温控系统中的应用[ J] . 电
子与自动化, 1998, ( 3) : 37 – 39
[16] 姜荣超,陶洪亮,尹育航 进一步提高我国金刚石工具质量的有效途径[J]:
金刚石与磨料磨具工程,2001,4:16-19
[17] Vandoren.V.J.. The Evolution of PLC-based loop control. Control
Engineering.42(11).pp.57-62.1995
17
-
毕业论文中期报告(改)
《代数方程组的MATLAB求解》中期报告专业、班级:数学与应用数学(师范)2班学号:20xx06034250报告人:蔡松廷1、前期…
-
毕业论文中期报告
齐齐哈尔大学毕业论文中期总结学院化学与化学工程学院专业班级化学063班学生姓名孙佳慧指导教师魏彦20xx年x月x日毕业论文中期总结…
-
毕业论文中期报告
毕业设计论文中期报告院系名称经济管理学院班级工商081学号20xx00634114学生姓名马凯指导教师王海宇20xx年4月毕业设计…
-
关于课题研究中期报告撰写要求及范例
课题简介:课题由来、课题界定、研究目标、研究内容。研究情况:按时间顺序或内容板块有条理地说明研究工作的开展情况;有详有略、有主有次…
-
课题中期报告
云南省教育科学规划课题中期报告立项编号ZY100007课题名称县城初中学生德育综合素质评价研究课题类别C一般课题所属学科G德育课题…
-
德育答辩中期检查总结报告
德育中期检查总结报告——洗心革面,在否定中不断成长我大一的时候是个极其普通的学生,学习成绩上学期是班级第25名,下学期是班级第22…
-
大学生德育中期检查总结报告
大学生德育中期检查总结报告姓名:学号:学院:专业:指导教师:20xx年x月x日中那会那样全神贯注,但也不能经常走神,思想开小差。在…
-
德育中期答辩论文
德育中期答辩奋斗并快乐着班级:学号:姓名:时间:时光如梭,光阴似箭,不知不觉大学里的大多半时间已经度过。当我回首去看的时候,不禁问…
-
大学生德育实践报告
村开展新农村建设情况的调查报告一、社会主义新农村概述大力发展县域经济是建立社会主义新农村的关键,只有发展县域经济,才能从根本上提高…
-
课题中期报告
云南省教育科学规划课题中期报告立项编号ZY100007课题名称县城初中学生德育综合素质评价研究课题类别C一般课题所属学科G德育课题…
-
答辩公函报告
海南新世纪建设项目咨询管理有限公司公函致:三亚凤凰水城开发有限公司贵司“关于三亚凤凰水城监理事宜”的公函已收悉,根据现场施工情况,…