工艺评定报告样例
编号:2011-06-04
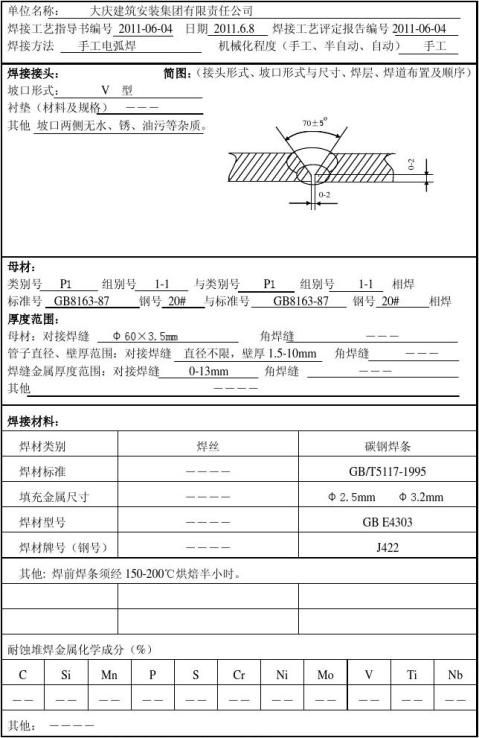
焊 接 工 艺 指 导 书
适用工程: 古一油井保温
施工单位: 大庆建筑安装集团有限责任公司
单位:
批准:
审核:
编制:
20xx年6月8 日
注:对每一种母材与焊接材料的组合均需分别填表。

编号:2011-06-04
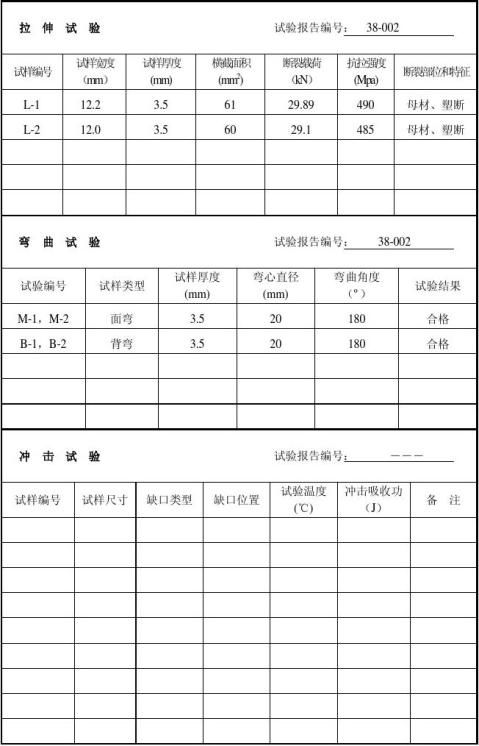
焊 接 工 艺 评 定 报 告
工艺名称:Ф60×3.5mm(20#)对接接头对接焊缝 适用工程:古一油井保温
单位:
批准: 审核:
编制:
20xx年 6月8 日



第二篇:挤出工艺评定报告
给水用聚乙烯(PE)管材生产制造
挤出工艺评定报告
WHMZ/JS11
芜湖明珠塑料有限责任公司
2011.12
给水用聚乙烯管材生产制造
挤出工艺评定报告
编号:WHMZ / JS11 在给水管道中管材是管道系统中不可缺少的组成部分。给水用聚乙烯管材具有便于施工、使用寿命长等特点。但是,给水用聚乙烯管材也是影响安全的一个重要组成部分,如果发生质量问题,会影响整个管道系统的安全。
鉴于管材的重要性,我公司技术质量部和生产车间通过多次的优化参数,根据国家标准GB/T13663-2000的标准要求进行了试验验证,从而确定了管材挤出工序生产工艺流程以及各种参数。
一、给水用聚乙烯管材生产工艺
给水用聚乙烯管材在生产过程中,共挤挤出、模口定性和真空定径是影响管材质量的三个主要元素。

1.选料时,必须采用按技术要求检测合格的原料。
2.安装口模和芯模,并调整模口距离至最佳位置。
3.设定主机机筒和机头各区温度:PE80为180℃±20℃、PE100
为190℃±20℃.设定辅机筒及机头预加热温度为180℃±20℃.根据原料、设备的不同,温度可再浮动±20℃
4.穿线引管(绳),将牵引管(绳)牵至刚刚接触模口位置。
5.打开主、辅机开关,并将挤出口模管和牵引管(绳)压实接好,由慢至快启动牵引。
6.管坯径模口初步定径,再进入真空定径箱(真空度0.02~0.08MPa)进一步精整,达到精确定径。
7.管材经真空箱定径后,形状、尺寸由于管材温度太高,还不能得到稳定,需进入喷淋冷却箱进一步冷却定型,冷却水水温控制在10~40℃。
8.形状、尺寸经冷却定型稳定后,再由印字机印上永久、清晰的标记,标记间隔不超过2米。标记内容按照GB/T13663-2000所要求进行标记。
9.在切割时,一般可将管材切割为6米、9米、12米,对于Φ63mm以下的管材可盘卷供货,也可根据客户要求而定。
10.管材在检验合格后,管材两端应封口入库。
二.技术难题及解决方法
在试制过程中,遇到一些技术难题,经过各方人员艰辛调试,被逐个攻破。现将解决方法列表如下:
表1挤出管材的技术难题及采取措施


通过我们的多次调试,根据我们制定的工艺文件生产的产品完全达到并超过GB/T13663-2000的要求,最后我们根据原料和生产线及产品规格的不同确定了生产各规格管材的具体工艺参数,制定了工艺卡(具体工艺参数见工艺卡)。
三.在生产过程或贮存中应注意以下几点:
1.在牵引过程中必须均匀的牵引管材,并对管材的壁厚进行控制,使挤出过程稳定进行。牵引机的牵引速度必须平稳,这样才能保证生产出壁厚均匀一致的管材。
2.在入库后,管材产品一般应贮存于远离热源、油污、和化学污染地的库房内,库房地面平整,室外堆放时应有遮盖物,避免阳关直接暴晒,管材露天存放一般不应超过一年,管材应水平整齐堆放,堆放高度不超过1.5米。
3.在喷淋过程中,冷水温度一般保持在15-30℃.温度过高会减慢冷却时间及速度,会增大原料中抗氧化等添加剂的分解,降低管材的抗老化性能,同时对管材的定型也有一定影响。相反,冷却水过低,会是熔融态的聚乙烯管材表面冷却结晶速度过快,造成管材内外表面
温差过大而使管材定径后产生较大的内应力,降低管材的机械性能。
4.在挤出过程中,由于原料含有抗氧化剂、抗老化剂、使得原料不宜在高温下(200℃以上)滞留时间长,否则易使此添加物质分解失效,尤其在停机一段时间后再次升温挤出时,如果高温升温过长,还会造成挤出物不光亮,影响管材的外观质量及机械物理性能。 参加试制,检验人员:李超群、苏为明、王金生、贾晓辉、孙瑞峰、王志强、姚铭、桂玲玲
2011.12.10
-
某某公司焊接工艺评定报告表完整版1
焊接工艺评定报告编号编制审核批准88888888公司目录序号页数1焊接工艺指导书共2页2焊接工艺评定报告共4页3试件施焊记录表共3…
- 焊接工艺评定报告
-
焊接工艺评定报告1
焊接工艺评定报告焊接工艺评定存档目录焊接工艺评定报告焊接工艺评定任务书编制:XX审核:XX批准:张建明日期:20XX.4.18预焊…
-
焊接工艺评定报告
焊接工艺评定报告书评定报告书编号01D126材料牌号Q235BQ235B材料规格T114mmT26mm焊缝型式板材角焊缝水平焊接方…
-
焊接工艺评定报告(管道用)
焊接工艺评定报告报告编号PQR014编制审核批准XXXXXX公司XXX分公司目录目次页次1焊接工艺指导书WPS014122焊接工艺…
-
某某公司焊接工艺评定报告表完整版1
焊接工艺评定报告编号编制审核批准88888888公司目录序号页数1焊接工艺指导书共2页2焊接工艺评定报告共4页3试件施焊记录表共3…
- 焊接工艺评定报告
-
焊接工艺评定报告1
焊接工艺评定报告焊接工艺评定存档目录焊接工艺评定报告焊接工艺评定任务书编制:XX审核:XX批准:张建明日期:20XX.4.18预焊…
-
焊接工艺评定报告
焊接工艺评定报告书评定报告书编号01D126材料牌号Q235BQ235B材料规格T114mmT26mm焊缝型式板材角焊缝水平焊接方…
-
焊接工艺评定报告(管道用)
焊接工艺评定报告报告编号PQR014编制审核批准XXXXXX公司XXX分公司目录目次页次1焊接工艺指导书WPS014122焊接工艺…
-
汽车工艺设备项目可行性研究报告评审方案设计(20xx年发改委标准案例范文)
汽车工艺设备项目可行性研究报告评审方案设计20xx年发改委标准案例范文编制机构博思远略咨询公司360投资情报研究中心研究思路关键词…