中国计量学院 产品质量工程 课程设计报告 质量检验部分
【检验管理制度】
1目的:
为了使原料合格,过程稳定有序,同时也为了使我厂产品符合顾客的要求,特制定此制度。
2范围:适用于本厂产品的进货检验,过程检验和出厂检验。
a)进货检验
1 目的:保证进入生产线的原材料合格,同时保证生产正常进行和确保产品质量。
2 范围:
十字槽小盘头螺丝,机架,电压总成,电流总成等。
3 职责:
3.1采购部门负责进货产品的送检。
3.2质量部负责制定进货检验卡片和记录表格,实施检验和做好记录。
3.3生产部帮助质量部确定进货产品检验重点并协助编写检验计划。
3.4研发部协助质量部做好进货产品的生产工艺分析,做好日后的质量控制工作。
4 检验程序:
4.1 检验依据:
4.1.1GB11337-2004,GB823-1988,GB-T10125-1997,GB-T9074【1】.5-2004,GB-15056-1994,GB-T15479-1995,JB-T7557-1994
4.1.2 与供应商签署的技术协议,质量协议等
4.2 检验方案
4.2.1首次交货,设计和生产结构有重大变化或工艺方法有重大变化时应对货物进行全数检验。
4.2.2供货流程正常稳定时进行成批进货检验,检验参照《逐批检验计数抽样规定》。
4.2.3当某种物料或某个检测项目公司缺乏检测手段时,由供应商提供检验报告、质保部进行验证。
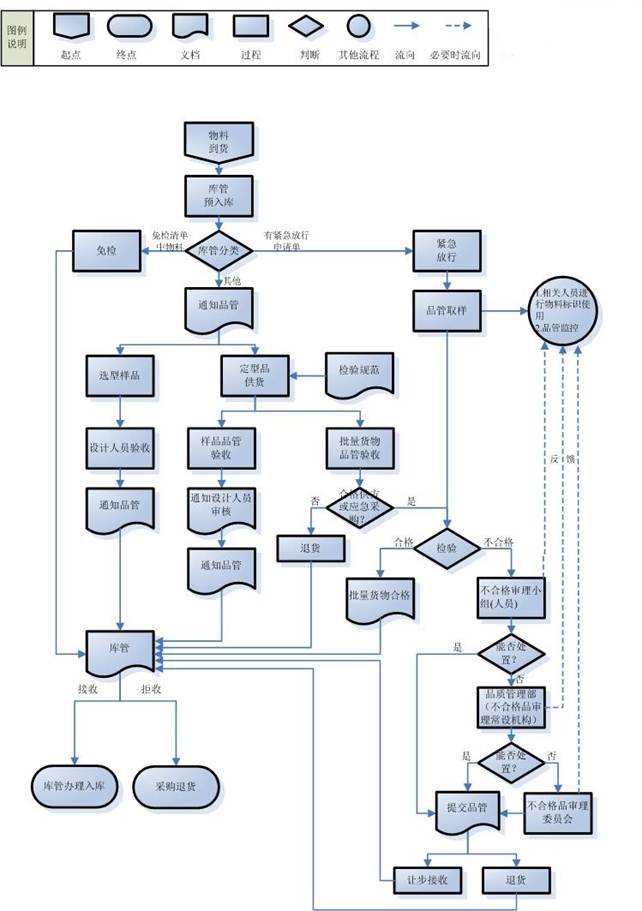
4.3检验流程:见流程图
4.4检验要求:
4.4.1物资验收及质量检验人员应严格按供货协议,技术协议,产品图纸,检验计划等进行验收与检验。并做好检验记录,保存供方提供的合格证明,检验报告等。
4.4.2当某些物料单纯从物料本身难以确定其品质状况时,检验员应主动在生产使用过程中跟组其品质状况
4.4.3 当某批物料因为某种异常而退批处理时,应及时通知上级主管和供应商。在下批来料检验过程中特别留意上批不良状况有无重现,有必要时应针对不良状况加严检验。
4.6工作记录:
物料检验原始记录由质量部保存,保存期三年
b)过程检验:
1 目的:
1.1测定过程能力指数,查看过程是否稳定,对过程进行质量控制。
1.2防止产生批量的不合格品,防止不合格品流入下道工序。
2 范围:
原材料进入生产线到产生出完整的机电式单相电能表的整个过程
3职责:
3.1 质量部门制定检验计划,检验指导书和总装作业指导卡片。
3.2 过程检验员按检验卡片首检,巡检和产品完工后的完工检。
3.3质量部做MSA,测定过程能力指数,确保过程稳定,并做质量分析与改进。
4检验程序:
4.1检验依据:
产品工艺卡或设计文件,图纸等
4.2检验方案
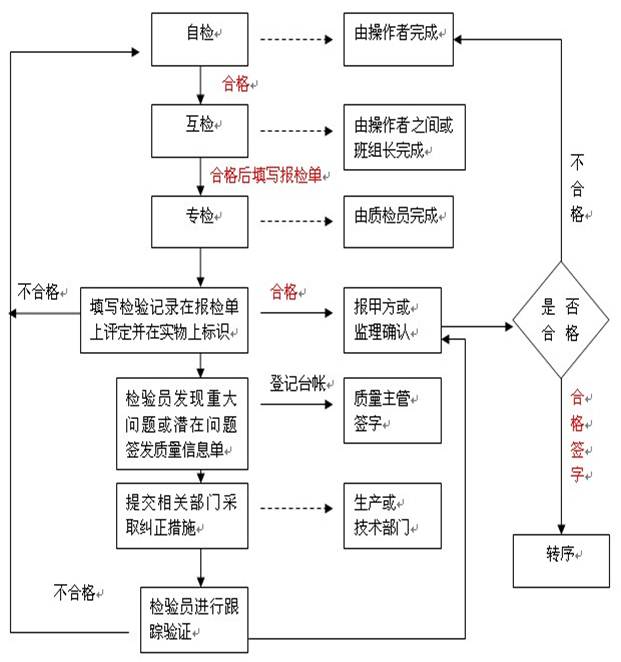
4.2.1 生产过程中,在生产开始时和工序要素变化后需进行首件检验。
4.2.2 首件检验实行“首件三检制”
4.2.2.1 操作工在首批产品后按按图纸或加工卡片进行自检,对首件检验进行记录,检验合格后进入下道工序。
4.2.2.2 班组长或车间主任对产品进行互检,并作表格记录。
4.2.2.3检验员进行专检,在“产品”和“检验记录本”上签字或盖章,对有顺序号的首件需记录顺序号检验合格,进入下道工序。
4.2.3 对生产过程稳定的产品进行批量的巡检。
4.2.3.1 巡检员应严格遵守本公司规定的巡检频率、巡检要求。
4.2.3.2发现问题及时处理,并协助操作者分析查找原因,迅速采取补救措施,防止在发生。
4.2.3.3 巡检员在每次巡检后认真填写巡检记录表。
4.2.4完工检验
质检员在零件完成加工工序后,按完工零件检验卡片或产品图纸规定进行检验。合格者要打印合格标记放可入库或进入下一流程。
c)出厂检验:
1.目的
保证出厂产品进行了规定的检验和试验,达到有关技术标准和用户规定的要求。
2.范围
适用于对最终产品的检验和试验。
3.职责
3.1质检部是成品最终检验的归口管理部门,负责最终检验和试验工作的实施和管理工作。
3.2质检部负责产品最终检验技术标准的制定。
3.3各工段、仓库负责产品最终检验的协助工作。
4 检验程序
4.1 检验依据:
国家、行业及企业产品标准或与客户签订的技术协议
4.2检验方案:
4.2.1最终产品的检验和试验是全面考核产品质量是否满足客房的重要手段。必须严格按产品图样、技术文件、标准、检验要求进行检验和试验。
4.2.2产品完工后,由生产部通知质量部质量检验员进行最终产品的检验和试验,并做好检验和试验记录。
4.2.3与最终产品相关的检验和试验未完成或未通过时,不能进行产品的最终检验格试验。
4.2.4如有合同要求时,应与用户和第三方一起对产品进行检验和试验。检验和试验过程中发现的质量必须得到解决后才能发货。
4.2.5当某些检验和试验项目本公司不能进行时,由质量部委托有资格的单位进行检验和试验,并对所委托单位的检验和试验能力、资质等进行评价,填写供方评价记录。
4.2.6最终检验和试验项目完成后,由质量部检验技术人员或质量检验员判定最终产品是否合格,如产品判定为合格,可填写“产品合格证”等入库销售手续。如判定为不合格,按《不合格控制制度》的规定进行处理。
4.2.7每一次检验和试验,质量检验员都应做好检验和试验记录,记录应及时、完整、清晰,并能准确地反映出最终产品实际质量状况。
4.2.8质量检验员应得到质量负责人的授权,并在授权的检验范围内实施质量检验工作。
【检验流程】
一, 原材料检验(IQC)
检验范围包括:十字槽小盘头螺丝,机架,电压总成,电流总成的进货检验。
1物料供应商应为合格供方。(临时供方物资由使用部门试用证实合格后方可确认。)
2验证物料的合格证、说明书或其它证明资料。
3查验是否有图纸要求、规格型号要求或其它特殊要求等资讯。
4检验物料的适用性及坚固耐用、安全性。
5部件、配件是否齐全。
6电器构件应安全可靠,符合国家电器安全规范。
7接电试验后无异常声音、运转灵活,其应用性能完好。
8验证有使用期限的物料是否在有效使用期限内。
9物料有没有变形、变质、掺杂或沉淀严重等现象。
10如属用于产品上的新物料,应做有关试验或试用。
11计量器具验证如下内容:产品合格证、生产厂家、厂址、出厂编号及出厂日期,检验外观应完整无损、配件齐全,按相关内校检验规范进行校验或送外校。
二,过程检验(IPQC)
检验范围包括:电能表从输入到输出的整个过程。
工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
1操作工首检:
1)首次加工按图纸或加工工序卡片要求自检合格。
2)将首件自检结果如实填写于首件检验记录表格中。
3)向过程检验员(IPQC)报首检,提交样件最少2件。
4)首件未经检验合格不得继续加工或作业。
2检验员首检:
1)过程检验员对首次加工样件,按首件检要求作检验。
2)首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留到该批产品完工.
3)首检记录:首检过程如实记录于首件检验表格中.
3操作工自检:
4首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次的自检 (每0.5小时一次自检),以保证质量的稳定。
5个别装配难度大的零件或测量难度大的零件,首检按操作工→车间管理人员→IPQC,三方确认原则执行
6巡检:
1)过程检验员应对量产过程进行巡检作业,检验频次:2小时至少巡检1趟,每个机位产品最少抽样3-5件。
2)巡检中若发现不合格品应在发现当时通知工序操作工停机,复检确认无误后开具【不合格评审单】按【不合格品控制支持程序】处理.如在巡检过程中不良的改善效果不佳时,应适当调整增加巡查的频次.
3)巡检记录:检验员每2个小时在巡检记录表格中如实填写记录,每日上班首检时必须把前一天已填满的巡检记录表格收回。巡检员必须认真收集、整理并装订成册,妥善保管,每星期六下班前由巡检员将本周的检验记录送品控部办公室存档备查。
4)巡回检验要抽检产品还需检查影响产品质量的生产因素,从人、机、料、法、环、测几个方面去监督
和控制,发现问题时及时指导操作工或联络有关人员加以纠正。
三,成品检验
检验范围包括:
① 组装检验
② 产品外观检验
③ 完整性检验
④ 性能检验
⑤ 精度检验
⑥ 清洁度检验
⑦ 可靠性检验
四,成品包装检验
检验项目包括:
① 查包装用材料,包装箱制造是否符合包装设计要求;
② 检查包装的防雨,防锈,防霉,防震等是否符合特性;
③ 检查包装的外观及包装的标志是否符合包装设计要求;
④ 检查随机应带的文件:产品说明书、合格证和装箱清单等是否齐全完好;
⑤ 检查随机应带的附件、备件和工具是否符合规定;
⑥ 检查包装是否牢固,符合防压要求;
⑦ 检查包装的起吊运输设置是否符合要求。
以上各项检查符合要求后,需经检验员在装箱清单上签章,才可封装验收入库。
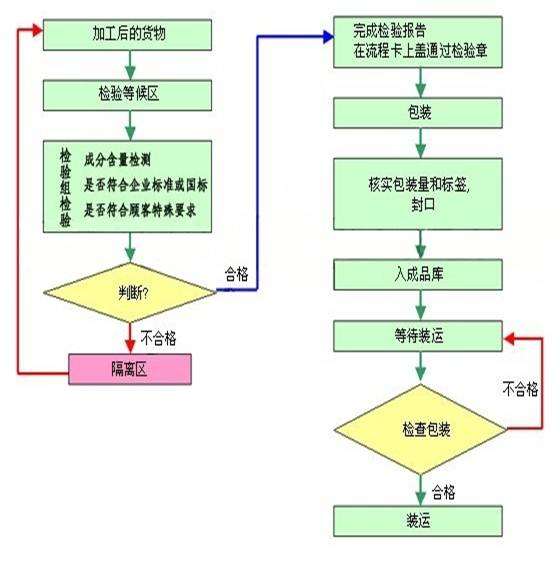
五,出厂检验
检查是否存在致命缺陷、重大缺陷
检验流程图画:
总流程图:
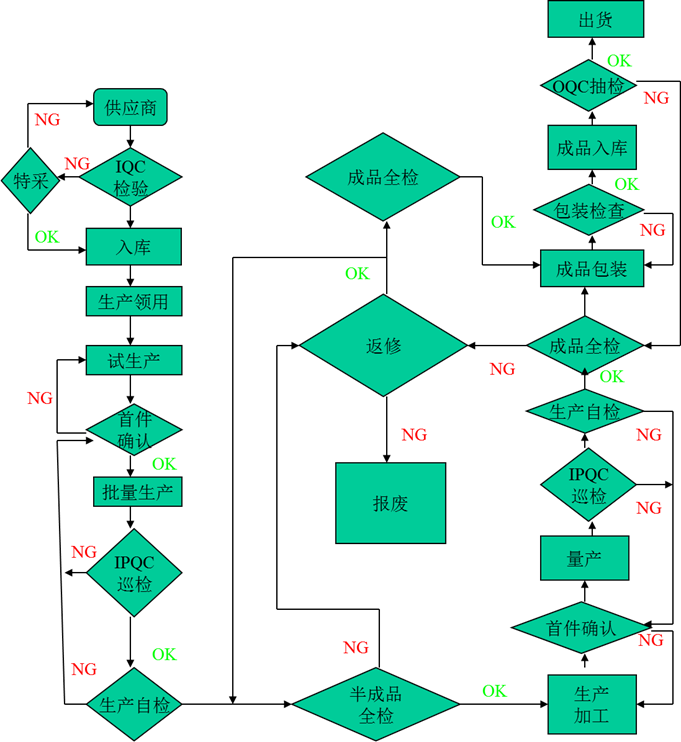
1.进货检验流程图
2.过程检验流程图:
3.出厂检验流程图
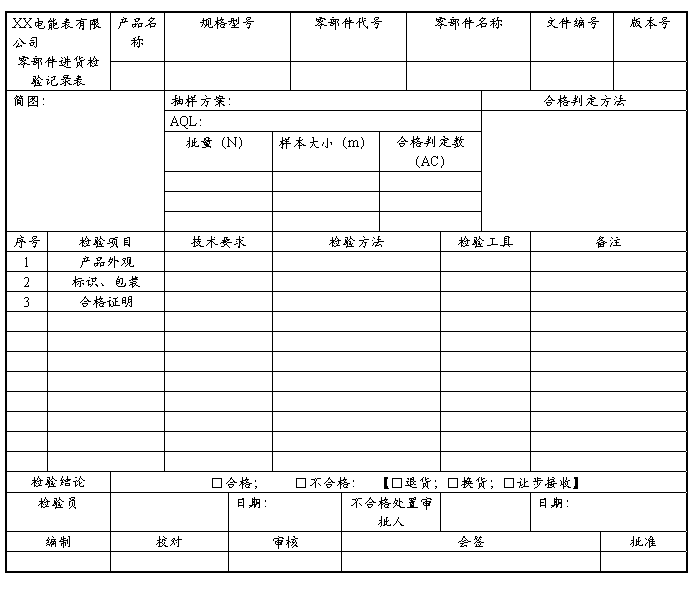
进货检验卡片表式
【说明书】
图1:基架支架:
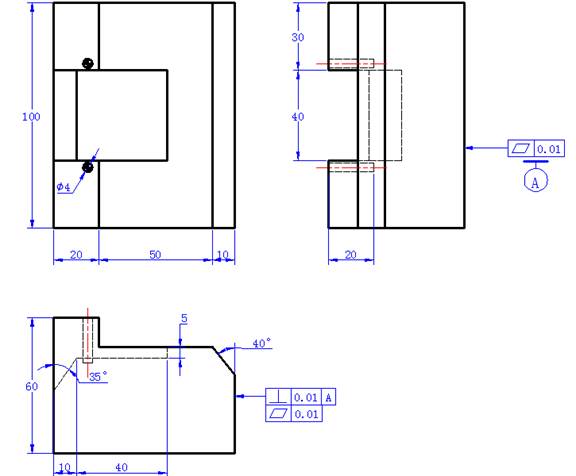
图2:L型垂直板
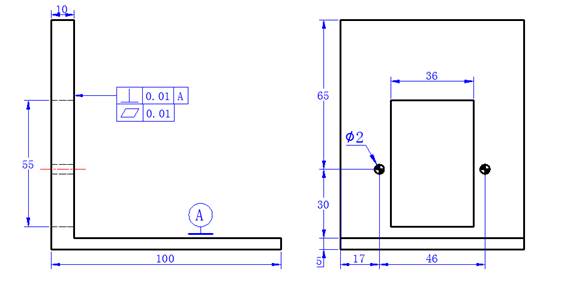
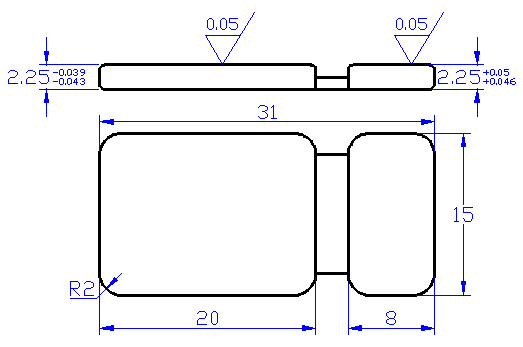
图3:平板
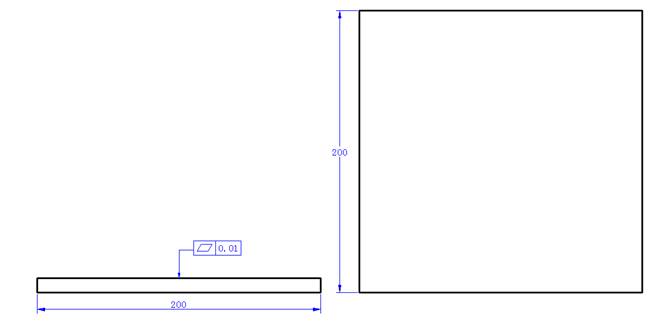
图4:心轴
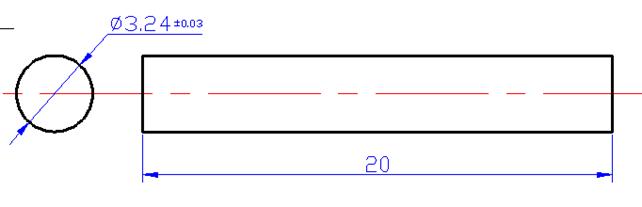
图5:孔径塞规
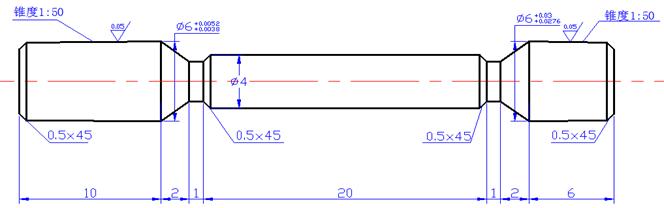
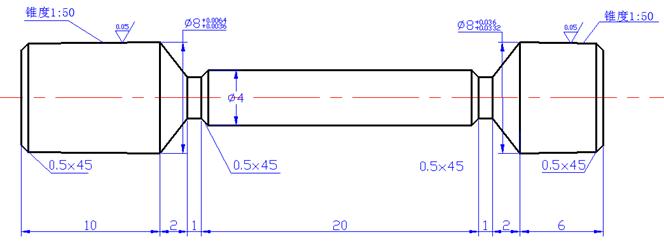
图6间隙塞规
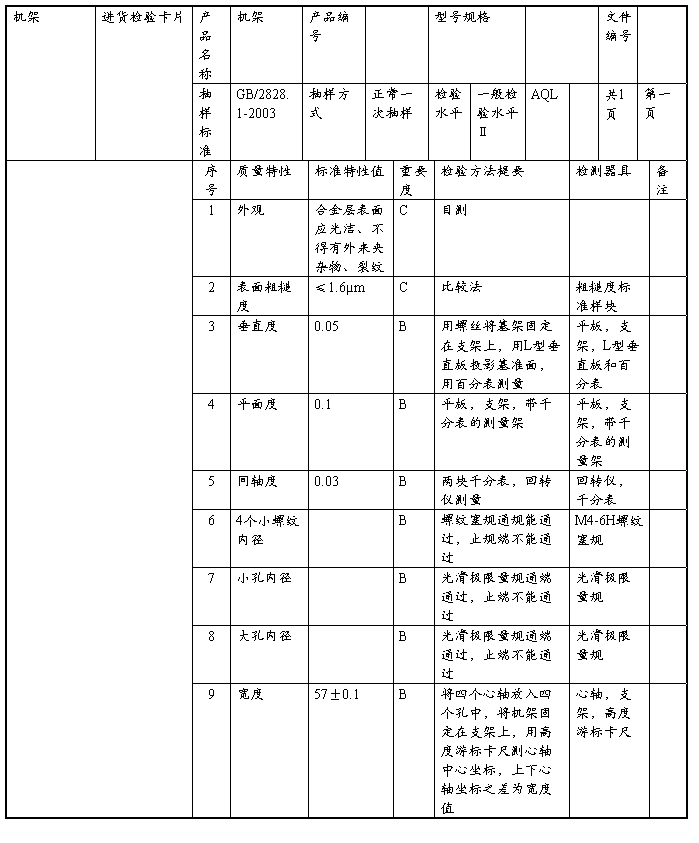
1.机架部分.
外观:直接用眼睛对被测工件进行观察判断,看是否存在合1.金层表面应光洁、2.不得有外来夹杂物、3.裂纹,如果有以上几种情况,则次零件不合格。
表面粗糙度:.样块比较法(直接目测: Ra>2.5;直接目测: Ra>2.5;显微镜比较法(Ra <0.32);
垂直度1
1.将基架用螺钉固定在L型垂直板上(图2),然后将此整体放置在平板(图3)上。
2.在磁性表座上安装一个分度值0.01的百分表。
3将磁性表座和百分表放置在平板上,在平板上对百分表进行对零。
4.测量
调整百分表高度,在所需测量垂直度的面上,共测六个点,将数据记入测量报告单内,按垂直度的验收极限判断其合格与否。
垂直度2
1.用心轴(图4)将基架固定在支架(图1)上。
2.在磁性表座上安装一个分度值0.01的百分表。
3.对百分表进行对零位。
4.测量
手握内径百分表的隔热手柄,现将内径百分表的活动量头沿心轴的轴向截面内摆动,读出指示表最大读数,即为垂直度偏差。
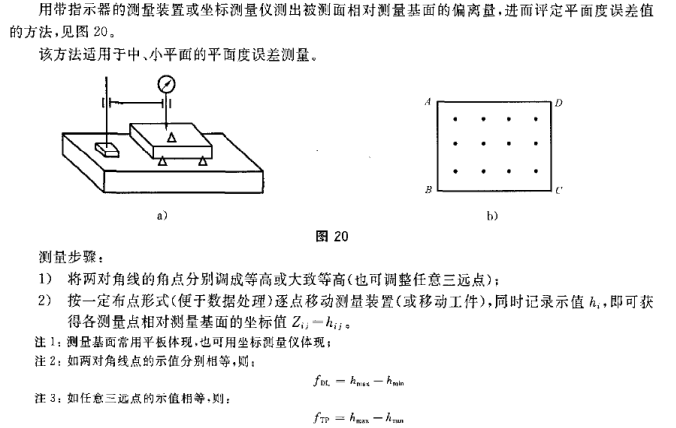
平面度: 1将基架用螺钉固定在支架(图1)上,将此整体放置在三脚可调支撑上。
2.在磁性表座上安装一个分度值0.01的百分表。
3将磁性表座和百分表放置在平板上,在平板上对百分表进行对零。
4调整百分表高度至被测面开始测量
同轴度:两块千分表、一个回转仪。
1、将基准轴固定在回转仪上;
2、调整基准轴,使其与回转仪同心;
3、两块千分表,通过表座固定,并分置被测轴直径的两侧;
4、调整千分表的位置,使其与被测轴表面接触;
5、使两块千分表的示数为0;
6、开启回转仪,带动工件沿基准轴轴心旋转;
7、同时观察并记录两块千分表的示数。
计算两块千分表的示数之差。其中最大的一组,即为被测轴的实际同轴度。
4个小螺纹内径:用M4-6H螺纹塞规进行测量,根据公差范围,通端可以通过,止端不可以通过,则合格。
大,小孔内径:用所设计的光滑极限量规(图5)进行测量,根据公差范围,通端可以通过,并且止端不可以通过,则合格。
宽度:将四个心轴(图4)放入四个孔中,将机架固定在支架(图1)上,用分度值为0.02,测量范围为200,mm的高度游标卡尺测心轴中心坐标,上下心轴坐标之差为宽度值。若测得值在57±0.1mm内为合格。
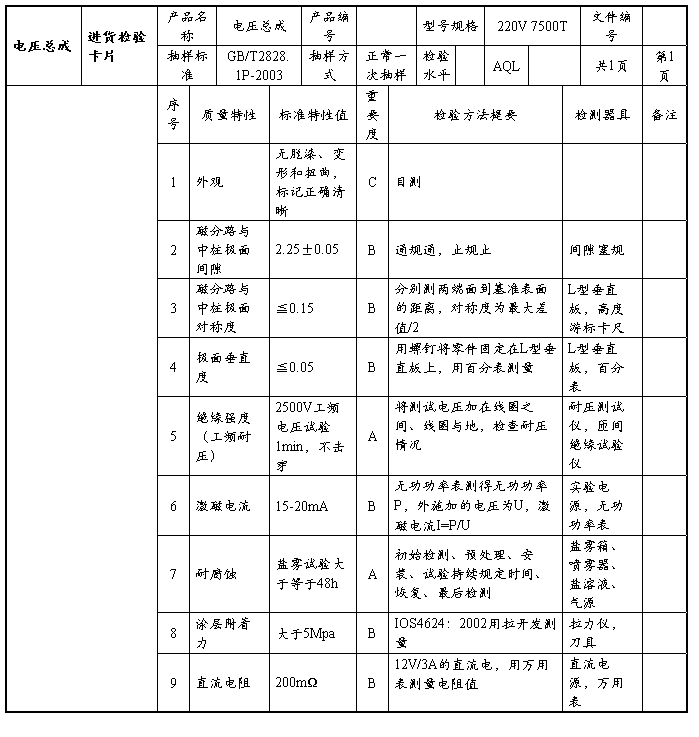
2.电压总成部分
外观:直接用眼睛对被测工件进行观察判断,看是否存在以下现象:1.无涂漆,2.变形和扭曲,3.标记不正确、不清晰,如果有,则判不合格。
磁分路与中柱极面间隙:用设计的间隙塞规(图6)测量,检测下偏差用止规,检测上偏差用通规,通规通,止规止,即为合格。
对称度:将总成用螺钉固定在L型垂直板(图2)上,用高度游标卡尺(分度值0.02,测量范围200mm)测量,分别测两端面到基准面的距离,对称度为最大差值的1/2,小于等于给定值即为合格。
垂直度: 1.将零件用螺钉固定在L型垂直板(图2)上。
2.在磁性表座上安装一个分度值0.01的百分表。
3.将磁性表座和百分表放置在平板上,在平板上对百分表进行对零。
4.测量
调整百分表高度,对被测面进行测量,共测六个点,将数据记入测量报告单内,将零件翻转至基准面,再测量六个点,与被测面数据做对比,按垂直度的验收极限判解其合格与否。
绝缘强度(工频耐压):按规定将被试品接入采用GB4706(等同IEC1010)标准的耐压仪试验回路,在带电部件与壳体间加上2500V,频率为50Hz 的正弦电压,持续1min。合格标准是:不应有击穿和闪络。
直流电阻:将总成接入试验电路,通12V/3A的直流电,用万用表测量电阻值。
激磁电流:将总成接入实验电源电路,通U=220V电压,用无功功率表测出当前功率值P,即可计算激磁电流I=P/U的大小。
涂层附着力:按标准 ISO 4624:2002用拉开法测量。具体方法:
1. 铝合金圆柱用240-400目细度的砂纸砂毛,使用前用溶剂擦洗除油。
2. 测试部位用溶剂除油除灰。
3. 按正确比例混合双组份无溶剂环氧胶粘剂,再涂抹上铝合金圆柱,压在测试涂层表面,转向360°,确保所有部位都有胶粘剂附着。
4. 用胶带把铝合金圆柱固定在涂层表面,双组份环氧胶粘剂在室温下要固化24小时;氰基丙烯酸胶粘剂按说明书的要求,15分钟后达到强度,最好在2小时内测试。
5. 测试前,用刀具围着铝合金圆柱切割涂层到底材。
6. 用拉力仪套上铝合金圆柱,转动手柄进行测试,记录下破坏强度(MPa)以及破坏状态。用百分比表示出涂层与底材、涂层之间、涂层与胶水以及胶水与圆柱间的附着力强度及状态。
7. 附着力要求至少为5Mpa才合格。
耐腐蚀:1.在25℃配置浓度为50g/l±5g/l,密度为1.0255~1.0400,PH为6.5~7.2的氯化钠溶液。
2.制作容积在。0.2~0.4m³的盐雾箱
3参照GB-T10125-1997做盐雾箱腐蚀性能评价,若每块参比式样的质量损失在140g/m²±40g/m²范围则进行下一步,否则重做。
4将试样平放入盐雾箱,且被试面朝上。注:式样可以放在不同水平面,但不能接触箱体,也不能相互接触,试样间距离应不影响盐雾自由降落在被试表面上,试样上的液体不得落在其他式样上。
5 盐雾箱内温度为35±2℃,试验中温度波动应尽可能小;用过的喷雾溶液不得再用。
6试验周期为48小时,期间喷雾不得中断。
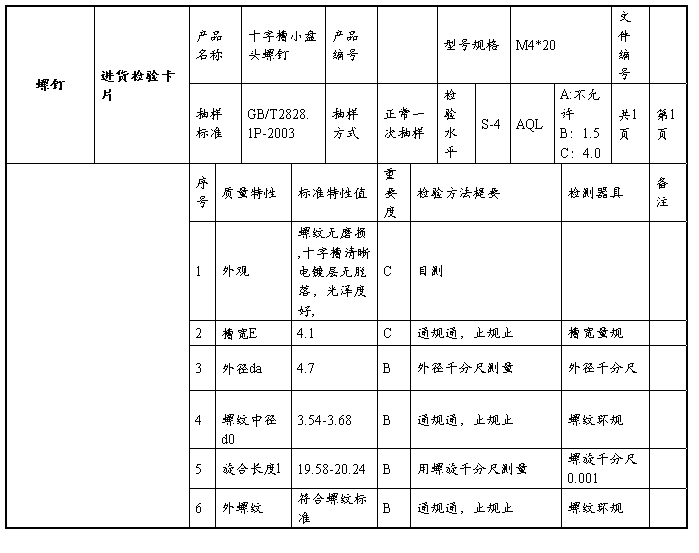
3.螺钉
1外观:直接用眼睛对被测工件进行观察判断,看是否存在以下现象:1.磨损,2.不光洁,3.十字槽不清晰,如果有,则判不合格。
2槽宽:根据槽宽的尺寸以及上下偏差设计通止端,通规通,止规止,即为合格。
3螺纹外径d:用量程是0-25mm,分度值是0.01mm的外径千分尺测量。
4螺纹中径d0:用螺纹环规测量,通规通,止规止即为合格。
5旋合长度l:螺旋千分尺测量,在19.58-20.24mm范围内,合格。
6 外螺纹 :用螺纹环规测量,通规通,止规止,即为合格。
第二篇:中国计量学院硕士学位论文开题报告表-理工科
中国计量学院
硕 士 学 位 论 文
开 题 报 告 表 (理工科类)
学 科: 研究生姓名: 指 导 教 师: 论 文 题 目: 开题报告日期:
中国计量学院研究生部制 年 月 日
- 1 -
- 2 -
- 3 -
- 4 -
- 5 -

开 题 报 告 会 记 录

- 6 -
- 7 -
-
建筑工程质量检查报告
建筑工程质量检查报告勘察单位勘察单位项目负责人签名勘察单位法人章或验收专用章盖章时间建筑工程质量检查报告设计单位设计单位项目负责人…
- 单项工程质量验收报告
-
工 程 质 量 检 查 报 告
工程质量检查报告设计单位工程名称卓尔天门棉花交易中心A区消防站设计单位湖北中江建筑设计院有限公司项目负责人工程质量检查报告勘察单位…
-
工程质量检测报告
西南科技大学工程质量检测与事故分析课程论文学号20xx3849班级土木1102学生姓名王天伟任课教师廖卫东20xx年6月上海莲花河…
-
建设单位工程质量检查报告
建设单位工程质量检查报告房屋建筑工程市政工程工程名称建设单位章年月日工程质量检查报告工程在施工期间严格按照施工设计图和现行施工规范…
-
产品质量检验报告_表
HTGD系统成品检验报告机器序列号1306203品质检验机器型号GDS450检验日期机器最终判定合格不合格品质部确认日期HTGDQ…
-
产品质量检验报告书
产品质量缺陷检验报告书一高锰钢产品目前库存高锰钢产品有468372公斤经质检化验办公室会计车间主任等人员会同筛检其中有部分铸件有缺…
- 木家具产品出厂检验报告
-
长钢材质书HPB300-质量检验报告
首钢长治钢铁有限公司SHOUGANGCHANGZHIIRONampSTEELCOLTD产品质量证明书NOJBMP20xx004编号…
- 园林绿化工程用苗苗木质量检验报告书
-
木家具产品质量检测报告模板
浙江省家具产品质量检验中心ZhejiangFurnitureProductsQualityTestCenter检测报告批准审核编制…