毕业实习报告(玻璃熔窑、陶瓷隧道窑)
秦皇岛方圆玻璃有限公司实习报告
一、公司概况
秦皇岛方圆玻璃(集团)公司是一家以生产玻璃纤维、中碱玻璃球和玻璃包装瓶为主导产品的民营企业。下设秦皇岛方圆玻璃有限公司、秦皇岛方圆包装玻璃有限公司和怀来方圆玻璃有限公司三个独立生产经营单位。
公司总占地面积36.5万平方米。现有高效节能玻璃熔窑12座。其中9座玻璃瓶窑,共有制瓶生产线25条; 3座球窑共有球机67台,通道法池窑拉丝生产线2条。年生产能力为玻璃瓶罐40万吨,中碱玻璃球9万吨,玻璃纤维2万吨。
主要产品有各种规格、料色的葡萄酒瓶、啤酒瓶、白酒瓶、饮料瓶,5#中碱球和玻璃纤维。其中各类玻璃瓶在燕京、华润、百威英博、王朝、长城、华夏等厂家占有较大市场份额;高档葡萄酒瓶出口美国、加拿大、澳大利亚、法国等十几个国家,出口数量居行业前列。
“方圆”牌玻璃瓶和中碱球在广大用户中享有较高的声誉,连续多年保持“河北省优质产品、畅销产品、名牌产品”称号。5#中碱球荣获国家中碱球质量检测中心颁发的全国唯一一家“连续五年型式检验合格”殊荣。玻璃包装瓶也被评为中国日用玻璃行业名优产品。“方圆”商标为河北省著名商标。
20##年,企业再次被评为河北省“轻工行业排头兵”企业和省“诚信企业”,获“2010中国轻工业玻璃包装行业十强企业”和“2010中国轻工业日用玻璃行业十强企业”称号。
二、生产工艺流程
1、原料及配送
生料包括:
主料:砂岩粉、石灰石(碳酸钙)、纯碱(轻碱,碳酸钠90%)等。
辅料:白云石(氧化钙、氧化镁)、芒硝(又称元明粉,主要成分是硫酸钠)、铬矿粉、萤石、碳粉等
熟料有碎玻璃。
原料经过拣选,破碎,清洗,除铁,检验合格后入库,存放至水分达标后才能使用。生料料经过运输,斗提,电脑配料,称重,混料(BQH-1500强制混合机),皮带输送,熟料由自动控制均匀撒在运有生料的皮带上一并送至熔制成型联合车间。
2、熔制
采用马蹄焰窑炉,燃料使用煤气和天然气,具体结构见后。
3、成型及出厂
瓶罐玻璃使用行列机采用吹—吹法成型(1、供料补气;2、倒吹;3、翻转入成型模;4、正吹气),玻璃球使用制球机(双辊螺旋搓制),玻璃纤维采用直接拉丝(熔窑垂直下拉)。
行列机有六双(100个/min)和八单(75个/min)两种,单滴料的比双滴料的成型质量稍好,通过调节滴料顺序使瓶子连续送出。模具内涂油作脱模剂。除了剪料处使用皂化液加强冷却以外,其余各处采用自来水水冷和风冷。
吹出的玻璃瓶经过抽检(椭圆度和重量)后的第一道工序是热端喷涂(BLRTA-1型),此处喷上烯以增加瓶体强度。热喷涂后经过弧线递送机送往网带退火炉,退火后进行冷端喷涂(BLTS2700型),这里同样是为了增加强度。喷涂之后由排瓶输送机(PZ4-2700型)送往自动检验机(主要剔除口裂、台裂、螺旋裂、脖裂、肩炸以及椭圆度和厚度不合格的产品),最后一道检验由人工完成(通过背光灯看裂纹,高度等),检验合格的产品由机器码垛,用气动抓取堆叠,最后啤酒瓶缠上包装带和塑料(PET)膜(MSK全自动收缩和打带包装系统),葡萄酒瓶直接装入纸箱捆好,产品入库等待出厂。
三、重点车间(熔窑)
本次实习参观了7、8号窑,它们为形制类似的天然气马蹄焰窑炉。其俯视示意图如下:

该示意图表示的状态是右侧(下)闸板封闭,助燃风通过左侧蓄热室预热(由常温加热到一千多摄氏度)到达小炉参与燃烧(喷火口达到一千五百摄氏度),火焰从左侧(上)烧嘴喷出(一边三个),焰长超过四米,热空气在火焰空间中以“U”形回绕,烟气流入右侧蓄热室并加热八角筒形砖以供给下次换向时助燃风预热(由一千多摄氏度降为四百摄氏度以下),最后经过烟道由风机排出。
蓄热室为三段式,如图:

助燃风从风道到小炉,烟气反之。这样能充分交换热量。
配合料从窑头料仓落下自投料口加入,采用机械不断推送以保证供料均匀,推送机构采用循环水冷却。
窑坎之前的熔池为浅池,在窑坎前约1米处(整个熔化部三分之二处)有鼓泡装置以加强熔化,共有一排十个,该装置向窑内鼓入两种气泡,连续的小泡为保护气泡,作用是防止管路堵塞;间歇的大泡为脉冲泡,作用是加强玻璃液对流。由于采用了鼓泡装置,整个液面覆盖了一层白沫,泡界线已看不出来。
玻璃液越过窑坎来到深池进行澄清,接着流入流液洞(全下沉式)进行冷却,最后由供料道送至各处成型使用。由于供料道较长,途中使用小型天然气烧嘴加热以保证温度,在供料道拐弯处使用钼电极加热以防止玻璃液在死角流速下降发生析晶。
窑炉参数:
熔化部长10.6m、宽6.2m、池深2.16m,窑坎高1.7m。
熔化率1.9(色料)、2.1(白料),出料130-135t/d,耗天然气17035m³/d,换向间隔30min,碎玻璃加入量55-60%,生料烧失17%。
窑炉除了推送原料的机构和观望喷火口的摄像头用水冷以外,全部采用风冷。主要冷却池墙和流液洞。
四、其他车间及设备
主要有煤气发生炉、余热锅炉和冷却用水塔。
煤气发生炉:水洗煤先经过蒸馏,蒸出甲烷和其他碳氢化合物,剩下的固体成分加热到1100℃与饱和蒸汽(高压空气+水蒸气)反应生成一氧化碳和氢气,将其与先蒸馏出的甲烷等气体混合,输送至熔制车间使用(30%可燃)。
山东银凤陶瓷股份有限公司实习报告
一、公司概况
山东银凤股份有限公司始建于1957年,是中国最大的日用陶瓷生产企业之一,系中国陶瓷工业协会和中国轻工工艺品进出口商会副理事长单位。20##年企业各项经济指标在全国同行业排名第二,山东省排名第一。
“银凤”牌日用陶瓷产品主要包括白瓷、骨质瓷、炻瓷、银玉瓷、艺术瓷等五大系列,产品主要出口美国、欧盟、日本、韩国等80多个国家和地区,国内以北京、上海、广州、西安等大中城市的高档市场为主,被选为北京钓鱼台国宾馆和中南海专用产品、20##年上海APEC会议宴会用瓷。银凤牌商标已在13个国家得到注册保护,20##年10月被国家工商行政管理总局认定为“中国驰名商标”, 20##年被评为“山东省重点培育和发展的国际知名品牌”。20##年7月被评为“中国陶瓷行业名牌产品”;20##年9月荣获“中国名牌产品”称号,20##年1月在全国日用陶瓷行业首家、临沂市唯一一家获得“出口产品免验”证书。是中国陶瓷行业首家同时拥有ISO9001质量管理体系认证、ISO14001环境管理体系认证、OHSAS18001职业健康安全管理体系认证及输美陶瓷生产厂认证的企业。
二、生产工艺流程
本厂产品有普瓷、炻瓷和骨瓷,本次实习学习了普瓷和骨瓷的生产。
普瓷:
1、制泥:配料→球磨→过筛除铁→榨泥→初练→陈腐
2、制坯:真空练泥→成型→干燥→修理→干燥→生检
3、烧坯:上釉→装车→烧成→瓷检
4、彩烧:贴花→彩烤→检验→包装→出厂
骨瓷的生产中在烧坯这一步必须先素烧定型再釉烧提高产品白度和光泽度。
三、重点车间
原料车间,成型车间,烧成车间,详细见后。
1、原料车间:

原料(大同土、方解石、黑砂石、瓷石、钾钠长石、新泰长石、云南土、生砂、桂林土、漳州土、淘洗土、精石英、于寺土、熟滑石、萤石、铝粉、氧化锌、瓷粉、越南土、贵州土)按配方送至混合机中预混,由斗提和皮带输送至球磨机球磨(大型球磨机球磨20h,中型17h,小型15h,料:球:水=1:2:0.9,球石为鹅卵石;高档瓷需球磨36h),球磨后过三面筛(不锈钢200目),筛下料至初级泥浆池。
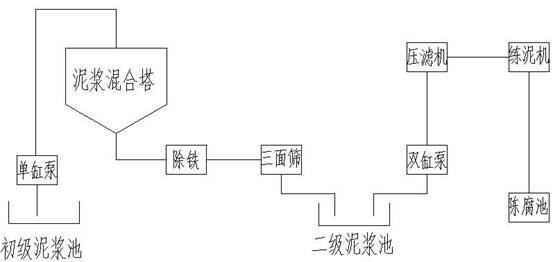
坯料泥浆被单缸泵由初级泥浆池中抽出送至混合塔,由混合塔的高度自然产生压力将泥浆从塔下压出送至电磁除铁机除铁,除铁后的泥浆送往三面筛过筛(尼龙180目),筛下料送往二级泥浆池。如果是骨瓷,在此三面筛下还要过一面筛(尼龙325目),筛下放5根强永磁棒再次除铁。使用双缸泵将泥浆从二级泥浆池抽出,压至压滤机进行榨泥(榨泥使用双缸泵提供的压力,在模具中将泥浆水分由滤布挤出),此处泥浆的含水率由35-40%降至25%左右。压滤好的泥饼丢入练泥机进行初练,初练后的泥料送往陈腐池陈腐至少7天(一般15天左右),陈腐后泥浆水分降为21%左右。
泥浆池示意图:

釉料泥浆在球磨后除铁过筛后送往釉料浆池调整和备用,取用时也需要先除铁过筛。
2、成型车间:
(1)成型
成型分为滚压成型、塑压成型(冷压成型)和注浆成型。
滚压多采用阴模滚压,滚头倾斜垂直15°,该种方法可在坯体外表面利用模具压出纹样,同理阳模滚压可在坯体内表面压出纹样。滚压采用树脂滚压头冷滚压,基本不会沾泥。阴模滚压泥料水分20.5-22%,阳模滚压泥料水分19.5-21%。滚头转速:7″以上盘碟350-650rpm;7″以下盘碟500-750rpm;杯类800-1200rpm。
塑压成型采用特制的石膏模进行冷压,压制后往石膏模内吹气脱模。塑压成型所用泥料较软,其成型效率比注浆成型高。
注浆成型分为空心注浆和实心注浆。空心注浆时,先将泥浆注入石膏模内腔,静置一段时间后将多余泥浆倒出,再将石膏模连同吸附在其内壁上的泥浆一同倒置一段时间之后开模取下。实心注浆时,先将泥浆注入石膏模内腔,静置一段时间后进行补浆,等待泥浆定型后开模取出坯体。注浆用泥浆比重为:空心1.60-1.75;实心1.80-1.90。泥浆在20-35℃放置3天后使用,10天以内用完。注浆成型后的坯体必须先称重,合格后方可进入下一步工序。
(2)干燥
成型后的坯体需经过干燥,滚压和塑压后的干燥多采用垂直式链式干燥机。普瓷坯体的干燥流程和链条布置如图:

需要粘上注浆制成的杯把壶把的坯体在人工脱模后用同样成分的泥浆粘接。
骨瓷采用一个大型链式干燥机干燥,因为骨瓷的坯体更容易变形,所以不宜过早脱模。
注浆后的干燥不用机械烘干,采用窑炉过来的热空气加速干燥。
(3)修坯
干燥后需要进行修坯,采用钢丝网和湿海绵进行人工修坯,旋转体坯体可采用旋转坯体固定纱网的方法修坯(类似于车床)以提高效率,波浪形外缘的坯体也可采用此法,不过修坯力度需谨慎。其它异形坯体不能采用此法。修坯之后需烘干或阴干由修坯带来的水分。
(4)施釉
施釉有浸釉和喷釉两类,喷釉又分为人工喷釉和自动喷釉两种。浸釉带来的釉层较厚,喷釉的薄一些。施釉之后需擦去坯体底部的釉料以防烧结时粘结在窑具上。
骨瓷的施釉在素烧后,素烧后的素胎经过打磨清洗抛光干燥后进行施釉,自动喷釉线上先进行加热再喷釉,然后喷火烘干再冷却,擦去足底釉。由于素烧后坯体的吸水率下降,加热后方能使素胎迅速而均匀地吸附釉料,施釉后烘干也是为了加强釉料的附着。
施釉时坯体水分要求低于2%,釉盆上釉浆过筛180目,釉浆比重在1.3到1.7之间。施釉后待水分干燥到标准后等待入窑。
3、烧成车间
本厂窑炉众多,均采用明焰而非隔焰烧成,燃料采用天然气,对环境基本无污染。现以66m骨瓷素烧窑为例子说明窑炉结构。侧视示意图如下:
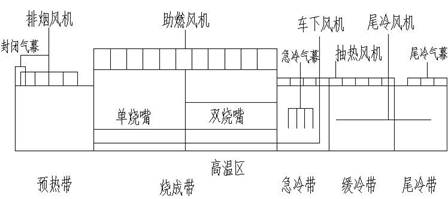
坯体装入窑具(骨瓷采用封闭式匣钵防止烟熏)后在窑车上摆放好,由窑头(左侧)入窑,由于排烟风机不断抽出烟气,导致烧成带特别是高温区烟气流向窑头,这样利用热烟气将坯体由常温预热至800℃左右,从排烟风机抽出的烟气中分出一部分打回窑头形成封闭气幕,防止窑头外冷空气入窑。坯体经过烧成带的单烧嘴区后温度上升到1200℃左右,然后进入高温区(双烧嘴),高温区最高温度1300℃(由于配方调整,该骨瓷的烧成温度高于理论温度),之后来到急冷气幕进行急冷。急冷气幕有两重作用,第一是隔绝烟气,使烟气只能由排烟风机抽至窑头而不致污染产品,第二是冷却坯体。急冷后坯体温度降至700℃左右,再经过缓冷带降至300℃,出窑时温度能控制在一百多摄氏度。
一、隧道窑工作系统
工作系统又叫工作流程。即窑内气体输送系统,即气体流向及有关设备。包括燃烧系统、排烟系统及冷却系统。
1、预热带:来自烧成带的燃烧产物(烟气)。在冷却带被加热的空气中的一部分作为坯体干燥或气幕用。
2、烧成带:在冷却带被加热的空气中的一部分作为助燃空气。
3、冷却带:将热量传给入窑的冷空气。
烟气自预热带的排烟口、支烟道 、主烟道经烟囱排出窑外。
二、隧道窑结构
1、窑体:由窑墙、窑顶所组成。产品烧成部分即窑体部分,是隧道窑系统的主要部分,窑体上设有各种气流进出口。
①窑墙:
本厂窑墙由内到外采用高铝砖,陶瓷棉两层(预热带和冷却带)和高铝砖,陶瓷棉,高铝砖,陶瓷棉,高铝砖(高温区)。
(1)窑墙与窑顶一起,将隧道与外界分隔,在隧道内燃烧产物与坯体进行热交 换。因此,窑墙必须经受高温的作用。
(2)窑墙要支撑窑顶,要承受一定的重量。
(3)能保温,使窑内向外界散失的热量小。
②窑顶
一般的窑炉都采用拱形的顶,拱顶严密,砖形简单,坚固耐用,节约钢材。但本厂新窑全部采用平顶,顶部吊装在钢架上。
③检查用坑道
为了便于清扫落下的碎屑和砂粒,冷却窑车,检查窑车,以及在发生倒垛事故时,便于拖出窑车进行事故处理,在窑车轨道下,常设置人行通道,即检查坑道。
④窑门
(1)预热带窑门是保证窑内操作稳定,防止冷空气漏入以减少气体分层,减少上下温差;
(2)冷却带窑门是防止从冷却带出口端漏出大量空气,使制品能得到合理的冷却。
2、窑内输送设备:窑车与窑具。
①窑车
受到推车机的水平推力和制品匣钵的重力,经受高温,因此应具有足够的机械强度,耐热性好,以及反复加热冷却不变形。窑车两侧装有钢制裙板,窑车在窑内移动时,裙板插入窑内两侧墙上封砂槽内。
②封砂槽
用钢板、耐火砖或耐火混凝土作成,但都必须留有膨胀余地,以免高温变形,影响窑车行进。内有砂子,直径1~3mm。构成了封砂,隔断了窑车上下空间,不使冷空气漏入窑内,热气体也不会外漏。由于砂子被裙板带出窑外,应由两侧窑墙上的加砂管(2~3对,分布于与预热带及烧成带前或冷却带前)定时加砂。
本厂的加砂口较少,有的只有一对,有的有两对,采用机械力量将砂推送均匀。
3、推车系统:为窑车运动提供动力,有液压型推车机和螺旋推车机。
4、窑车回路系统:包括窑内轨道和窑外轨道以及驱动设备。
5、燃烧设备:包括燃料输送管道、燃料预热、燃烧器等。
主要有燃烧室和烧嘴两部分,还有其他附属设备。
烧气体或液体燃料,都必须使用烧嘴,烧嘴将燃料喷入燃烧室,可以使大部分燃料在燃烧室燃烧,再将燃烧产物喷入窑内去加热坯体也可以将燃料直接喷入窑内燃烧。
6、排烟系统:包括支烟道、主烟道、烟囱等各种排烟通道。
①排烟口:主要在预热带,其目的是将隧道窑内的燃烧废气引向支烟道
②支烟道:引导来自排烟口的排出废气进入主烟道
③主烟道:汇总各支烟道的烟气,并将其引入烟囱
④烟囱:将来自主烟道的废气送入高层大气空,减少废气对工作环境的污染,本厂不用烟囱而用排烟风机。
7、气幕、搅动循环装置:输送风管、风机、及各种调节阀。
预热带处于负压,易于漏入冷风,沉在下部,迫使热气体向上,产生分层,上下温差可达300~400℃,采取的措施是气幕或循环装置。
气幕是指在隧道窑横截面上,自窑顶及两侧窑墙上喷射多股气流进入窑内,形成一片气体帘幕。
①封闭气幕:位于预热带窑头,在窑头形成1~2Pa的微正压,避免了冷空气漏入窑内。
②急冷阻挡气幕
(1)急冷:为了缩短烧成时间,提高制品质量,坯体在冷却带700℃以前应急冷;
(2)阻挡:防止烧成带烟气倒流至冷却带,避免产品熏烟;
(3)喷入应对准料垛间隙,入窑后能迅速循环,起到均匀急冷的作用。
8、冷却系统:包括急冷、缓冷、快冷。
①强制冷却:直接鼓风入窑冷却产品,方法是自最高温度至700℃一段鼓风入窑内使产品急冷,同时在冷却带末端也鼓入冷风。
②直接冷却:鼓入以集中在一二处自窑顶及侧墙喷入为好,在装有匣钵或棚板装车而顶部和两侧设有挡板时,效果很好。
③直接冷却与间接冷却相结合:在明焰露装时,要冷风喷向垫砖或窑车的气体通道,避免冷风不均匀地冲击产品。或将冷风经过夹壁后再向窑内喷出。
9、钢架结构:本厂采用新式窑型,利用钢架支撑整个窑炉结构。
10、窑炉基础:是指用三合土、毛土、砖块或混凝土和钢筋混凝土等用于支持窑体所受重力的基础,简称窑基。 本厂窑炉全部采用钢架支撑悬空布置,这样能更好地隔热。
四、其他车间及设备
(一)模具车间
流程:
石膏粉进场→质量检验→配料→真空搅拌→①
母胎制作→定型→翻制工作胎→修胎→胎具检验→上胎→②
①+②→注模→脱模→修模→检验→运模→生产车间
注:
1、 水膏比:滚压用1:1.7-1.9;注浆用1:1.4-1.5;冷压用上模1:1.7-1.9,下模1:1.8-2.0。
2、 冷压用模采用专用石膏粉,在模具干燥过程中往预先布置在模具内的通气管内打气,使模具内生成均匀的微孔,便于压制时吹气脱模。
3、 石膏模均采用室温干燥,干燥时间超过一天。
4、 每吨瓷消耗0.2吨石膏粉。石膏模能用80-120次(一周),废弃后卖给水泥厂生产水泥。
(二)彩烤车间
流程:花纸进场→检验→试烤→贴花→检验→彩烤→分级→磨底→质量检验→包装→入库→最终产品检验→出厂
注:
1、彩烤使用辊道窑,最高温度800℃;
2、为了控制铅镉溶出,在原料选用中排除含铅镉的品种后最大量的铅镉加入在花纸上,可以根据客户要求选用低铅镉或无铅镉的花纸(采用锌、硼熔块)。在彩烤的高温区可使用蒸汽排铅(八九百摄氏度时铅易挥发,此时通入干燥气体大量吸收铅)。
实习体会
通过本次实习,我直观地了解了许多热工生产设备,知道了不少书本上未提及的细节,对陶瓷、玻璃的生产流程有了进一步的理解。
关于玻璃熔窑,我通过参观、听讲解和查阅相关资料,对窑炉的结构每一部分都有了大体上的掌握,对其设计目的也有了初步的了解,体会到了造价与性能之间的权衡在窑炉设计中的体现——窑炉并不是每处的材料都必须用最好的,我们可以在损耗不同的地方用不同质量的材料以达到窑炉各处的寿命大体一致(玻璃窑炉是难以停产检修更换某部分的耐火材料的)。玻璃窑炉的四稳作业是非常重要的。总体来说,我结合窑炉结构对玻璃的熔制过程有了更好的掌握。
关于隧道窑,我通过在其内部的参观和听老师的讲解,对其各种孔道(气幕、烟道、喷火口、检修通道)及孔道相关结构(开口位置、形状、通向、闸板)都有了直观上的了解,对窑体的其他结构(拱顶、挡风板、膨胀缝、砂封槽等)也对照其作用有了进一步的了解;通过对其外观上的观察和对几个不同的隧道窑的对比,掌握了分辨预热带、烧成带、冷却带的规律。
总而言之,我在本次实习中,对本行业有了进一步的了解,对本专业有了更多的信心,对生产流程有了更好的把握。
-
陶瓷实习报告
实习报告班级:姓名:学号:成绩:实习名称:陶瓷制作实习单位:陶都卫浴配件有限公司实习地点:潮州市实习时间:20XX年4月26日至2…
-
陶瓷工厂实习报告
一、实习目的1.通过本次实习,整理巩固以前学过的工艺学知识,实现理论和实践的结合,为我以后的工作和学习奠定初步的知识。2.通过本次…
-
陶瓷生产实习报告总结
山东轻工业学院毕业实习报告院系名称材料科学与工程学院学生姓名专业班级指导教师二一三年四月十四日毕业实习报告一实习概述11实习目的这…
-
陶瓷工艺学综合实习报告
景德镇高等专科学校学生实习报告实习名称陶瓷工艺学综合实习实习单位景德镇市陶瓷股份有限公司实习时间20xx年06月15日上午实习人员…
-
陶瓷实习报告
实习报告实习时间2月28日到4月1日实习地点山东淄博硅苑科技新材料有限公司东瓷科技有限公司高德陶瓷有限公司华光陶瓷有限公司实习目的…
-
玻璃厂认识实习报告
玻璃厂认识实习报告一、实习目的及任务通过对江门浮法玻璃厂进行实地参观、学习,了解建筑玻璃的原片产品的生产工艺过程、原片玻璃产品的深…
-
玻璃厂实习报告
实习地点:秦皇岛市浅野水泥有限公司1实习目标赴水泥厂生产实训是材料工程专业本科生必修课程之一,通过生产实习,掌握水泥材料的具体生产…
-
药厂实习报告
河北化工医药职业技术学院前言实习环节是高职高专院校实践教学过程的重要组成部分是在基础理论课学习完成后专业课学习期间进行的实践环节是…
-
水泥厂实习报告
生产实习总结报告概述一、概述(一)、动员大会在大三下学期的最后,我们迎来了大学四年中最重要的一次实习生产实习。在6月21日我们召开…
-
陶瓷厂实习报告
实习报告一安徽金冠玻璃有限公司实习目的通过对玻璃厂的参观学习让我们对玻璃的生产工艺流程和主要生产设备有一个认识和了解并对本专业以后…
-
建筑陶瓷公司生产实习报告
材料科学与工程专业生产实习报告前言一、实习的性质和目的本次实习是材料科学与工程专业的生产实习,是材料科学与工程专业实践教学中很重要…