机械设计制造基础实验报告本



机械制造技术基础
实验报告本
姓 名 专业班级__ _ _
学 院 __
指导老师
时 间_
实验一 车刀的几何角度及其测量
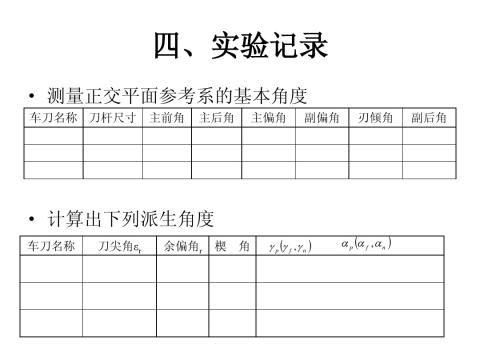
1.表一 车刀角度测量记录表:

2.外圆车刀正视图和俯视图:
图一
实验二 普通车床三箱的认识
实验报告:
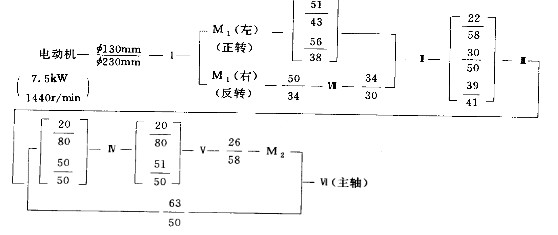
1、写出主传动系统的传动路线
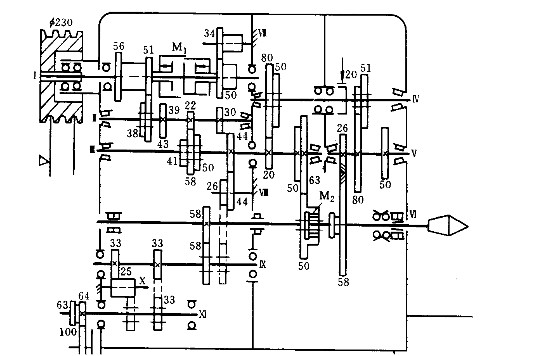
路线如下:
2、离合器有哪些类型?其特点和应用场合有什么不同?
答:
离合器分有电磁离合器和磁粉离合器,摩擦式离合器、液力偶合器,但离合器种类繁多,根据工作性质又可分为:
① 操纵式离合器。
② 其操纵方法有机械的、电磁的、气动的和液力的等,如嵌入离合器(通过牙、齿或键的嵌合传递扭矩)、摩擦离合器(利用摩擦力传递扭矩)、空气柔性离合器(用压缩空气胎胀缩以操纵摩擦件接合或分离的离合器)、电磁转差离合器(用激磁电流产生磁力来传递扭矩)、磁粉离合器(用激磁线圈使磁粉磁化,形成磁粉链以传递扭矩)。
②自动式离合器。用简单的机械方法自动完成接合或分开动作,又分为安全离合器(当传递扭矩达到一定值时传动轴能自动分离,从而防止过载 ,避免机器中重要零件损坏)、离心离合器(当主动轴的转速达到一定值时,由于离心力的作用能使传动轴间自行联接或超过某一转速后能自行分离)、定向离合器(又叫超越离合器,利用棘轮-棘爪的啮合或滚柱、楔块的楔紧作用单向传递运动或扭矩,当主动轴反转或转速低于从动轴时,离合器就自动分开)。
3、车床夹持轴类和盘盖类零件有哪些夹具?如何安装带动工件旋转?
答:
轴类零件的夹具有:三爪卡盘、四爪单动卡盘、自动夹紧拨动卡盘、拨齿、顶尖、三爪拨动卡盘。
盘类零件的夹具有:可调式卡爪、速度可调卡盘。(现多采用液压卡盘,装软爪加工物料)
三爪卡盘由卡盘体、活动卡爪和卡爪驱动机构组成.三爪卡盘上三个卡爪导向部分的下面,有螺纹与碟形伞齿轮背面的平面螺纹相啮合,当用扳手通过四方孔转动小伞齿轮时,碟形齿轮转动,背面的平面螺纹同时带动三个卡爪向中心靠近或退出,用以夹紧不同直径的工件.用在三个卡爪上换上三个反爪,用来安装直径较大的工件.三爪卡盘的自行对中精确度为0.05-0.15mm.用三爪卡盘加工件的精度受到卡盘制造精度和使用后磨损情况的影响.
三爪卡盘装夹工件的原理是利用卡盘扳手转动圆周上的三个伞齿中的任一个. 从而带动平面螺纹转动并带动三个卡爪一齐移动,起到自定心装夹工件作用;从机械结构上看,卡盘的三个伞齿具有相同功能,但是经过仔细检测,三个伞齿装夹工件的精度并不一样,相差也较大.
液压卡盘
软爪是以端面齿槽与卡爪座3定位,通过螺钉和卡爪座中的T型螺母,固定在卡爪座3上。液压卡盘工作时,软爪在卡爪座的带动下,作闭合或张开运动,将工件夹紧或松开。夹持不同工件时,通过改变软爪在卡爪座上的位置来改变液压卡盘的夹持尺寸。在加工批量较大的轴类或盘类零件时,为防止破坏工件已加工表面,保证工件被夹持面和被加工面的同轴度要求,须将液压卡盘软爪的夹持面车削一下。
实验二 机床夹具综合实验
(一) 机床夹具拆装实验
实验报告:
1、常见机床通用夹具的结构与应用
结构:
1、定位元件及定位装置
2、夹紧装置
3、对刀和导引工件
4、夹具体
5、其他元件及装置
应用:
在一定范围内可用于加工不同工件,一般由专业工厂生产,其特点是适应性广,
生产效率低,主要适用于单件、小批量生产。
2、车、铣、钻专用夹具的特点;
车
1、 能稳定的保证工件的加工精度
2、 能减少辅助工时,提高劳动生产率
3、 能扩大机床的使用范围,实现一机多能
铣
铣床夹具主要用于加工平面、凹槽及各种成型表面。它主要由对刀装置(对刀块与塞尺)、定位元件、夹紧机构、定位键和夹具体组成。 由于铣削加工切削量及切削力较大,又是多刃断续切削,加工时易产生振动,因此设计铣床夹具时必注意:夹紧力要足够且反行程自锁;夹具的安装要准确可靠,即安装及加工时要正确使用定向键、对刀装置;夹具体要有足够的刚度和稳定性,结构要合理。
钻:在一般钻床上对工件进行孔加工,刀具的特点
1、刀具本身的刚性性能差,钻床上所加工的孔多为中小孔,其工序内容不外乎钻、扩、绞或攻螺纹等加工,所以,刀具直径往往较小,而轴向尺寸较大,刀具刚性均较差
2、多刀刃的不对称,易造成孔的形位误差。
3、普通麻花钻头起钻时,孔位精度极差。
3、介绍所选专用夹具的工作原理。
当压板处于放松状态时,可提起装配手把,使盖板绕铰链叉架的螺杆旋转,装载或卸下零件;零件装载好后,旋转螺纹头凸肚手柄,使轴转动,由于轴和压板的相对运动,压板和支板相对转动,压紧盖板,钻头可一次钻零件端面上的四个大小相同、沿中心阵列的孔:加工好端面上的四个孔后,抓紧装配把手,使夹具旋转90度,用于钻侧壁上的孔,由于孔的加工精度要求高,需要用相关仪器检测夹具是否旋转90度,如果旋转度数不够,可用垫片调整高度,知道满足要求;加工完成后,旋转回原来的位置,沿反方向旋转螺纹头凸肚手柄,使压板放松,提起装配把手,卸下零件,至此完成一个零件的加工。
(二) 机床夹具测绘
实验报告:
1、 夹具装配示意图(见附页1)
2、 零件结构草图(见附页2)
(三) 机床夹具设计
实验报告:
1、 原有夹具分析及改进意见;
分析:
(原理)当压板处于放松状态时,可提起装配手把,使盖板绕铰链叉架的螺杆旋转,装载或卸下零件;零件装载好后,旋转螺纹头凸肚手柄,使轴转动,由于轴和压板的相对运动,压板和支板相对转动,压紧盖板,钻头可一次钻零件端面上的四个大小相同、沿中心阵列的孔:加工好端面上的四个孔后,抓紧装配把手,使夹具旋转90度,用于钻侧壁上的孔,由于孔的加工精度要求高,需要用相关仪器检测夹具是否旋转90度,如果旋转度数不够,可用垫片调整高度,知道满足要求;加工完成后,旋转回原来的位置,沿反方向旋转螺纹头凸肚手柄,使压板放松,提起装配把手,卸下零件,至此完成一个零件的加工。
意见:
1.弹簧连接处,凸轮容易卡死(如图当顺时针转过90度),每次得重新调整,比较繁琐,建议凸轮处设置防卡死的部件.

2.如下图两个部件安装到机构中需要多人,方向也不好把握,建议机构能做成一起或调整到易安装状态.


2、 完成改进后夹具的总体装配图及零件图(三维或二维)(见附页1,2)
第二篇:机械设计制造及其自动化专业 切削原理实验报告

-
《机械设计基础》本科实验报告汇总
实验一平面机构认知实验一实验目的和要求目的通过观察机械原理陈列柜认知各种常见运动副的组成及结构特点认知各类常见机构分类组成运动特性…
-
机械设计基础实验报告
河北工程大学机电学院机械设计基础实验报告专业班级姓名学号机构运动简图绘制一实验名称二实验原理三实验目的四实验仪器及设备五实验步骤六…
-
机械基础实验报告集
机械基础实验报告集机类胡培钧陈元斌编写浙江理工大学机械基础实验教学示范中心20xx年1月目录实验一典型机械认知实验报告1实验二机构…
-
机械设计基础实验报告
机械设计基础实验报告含机械原理机械设计两部分二OO五年二月机构与机械零件认知实验班级组别姓名日期一实验目的二实验设备及工具三实验内…
-
机械设计基础实验报告
机械设计基础实验报告专业班级姓名学号20年月日目录实验一机构学现场课实验二齿轮参数测定实验三零件设计现场课实验四减速器拆装机械设计…
-
中南大学机械制造工艺学实验报告之组合夹具的设计、组装与调整
《机械制造工艺学》课程实验报告实验名称:组合夹具的设计、组装与调整姓名:***班级:机械13**班学号:080113****实验日…
-
机械制造工艺学实验报告 2
机械制造工艺学实验姓名陈国庆学号0806110902班级机械1107班指导教师彭华建中南大学机电学院制造系机械制造工艺学课程实验报…
-
软件技术基础实验报告
实验报告实验课程软件技术基础学生姓名学号专业班级20xx年6月8日南昌大学实验报告学生姓名学号专业班级实验类型验证综合设计创新实验…
-
机械制造技术基础实验报告
机械制造技术基础实验报告专业班级学号姓名成绩沈阳理工大学机械工程学院年月日实验一刀具几何角度的测量实验报告姓名班级学号实验日期同组…
-
OM7OBA机械制造技术基础实验指导书
机械制造技术基础实验指导书目录实验一刀具角度测量实验3实验二动态切削力的测量实验6实验三加工误差的统计分析实验8实验四工艺系统静刚…
-
机械设计基础认识实习报告1
机械设计基础认识实习报告一实习目的将所学的理论知识与实践结合起来,培养勇于探索的创新精神、提高动手能力,加强社会活动能力,严肃认真…