设计报告书 (1)
一 设计任务
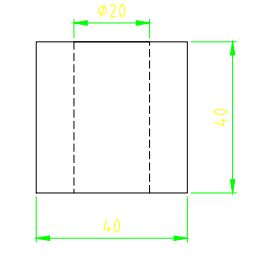
欲利用粉末成型工艺生产一批方管圆孔零件初压模,零件材质为铜,原料为电解铜粉,已知压坯密度为6.0g/cm3,原料粉末的松装密度为4.0g/cm3,手动压制。初压模为截面尺寸为40x40mm,内含直径为20mm的圆孔,长为40mm的方管。如图所示为初压模压坯示意图:
二 压坯设计
1、产品零件分析
该产品采用电解铜粉压制坯体,其压坯成型是密度较高,因此在压制成型时需要采用较高的单位压力(一般在400MPa)。
压制该压坯采用芯杆浮动,阴模不动模具进行压制成型。
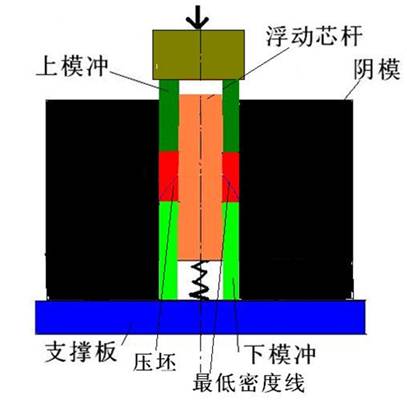
芯杆浮动,阴模不动压模示意图
2、松装密度,压坯密度和单重的确定
已知压坯密度为6.0g/cm3,电解铜粉的松装密度为4.0g/cm3。
压坯的高度为40mm,计算可得到粉体松装高度。
H=h×k=40×1.5=60mm
压坯单重W=ρ× V ,由成品图给数据计算其压坯体V=h×S,算得:
V=40×(40×40-3.14×10×10)=51433.63mm3
W=6.0 g/cm3×51433.63mm3=308.6g。
所以,压制用粉体的质量为308.6g,粉体松装高度为60mm。
3 、粉末冶金工艺流程
制粉→混合→筛分→制粒→鉴定→压制成型→烧结→检验→整形→后处理→成品
本报告主要讨论压制成型中使用的模具的设计。
三 装粉方式的选择
该产品压坯高度一致,粉料组元之间密度差别不大,模腔形状简单不易产生成分偏析,粉末易于填充,因此采用落下式方法正常装粉,
装粉时装至与阴模平齐。
四.压模主要零件的结构设计、尺寸计算和加工
1.结构设计
各零件结构设计详见附录中零件结构图。
2.尺寸计算
根据压制成型后坯体尺寸的要求,由上文中计算得到:


3.阴模
(1) 阴模高度
阴模高度应满足装粉和模冲定位需要。因此,阴模高度包括松装粉末的高度、下模冲定位高度和上模冲压缩粉末前进入阴模深度,即
H阴 = H粉 +h 下 +h上
选取下模冲定位高度为h下=15mm,上模冲定位高度为h上=0mm,所以计算H阴=60+15=75mm。
(2) 阴模内径
阴模内径应根据压坯外型要求确定,此处要求得到的压坯为方形圆孔管,所以阴模内径直接可由压坯外型确定,而不用考虑扫街过程中坯体的回弹,另外,所选用的铜粉当压坯密度为6.0时,压制后几乎没有回弹量。
(3)阴模外径
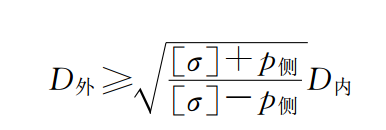
按照第一强度理论的强度条件,阴模外径:

按照第二强度理论的强度条件:
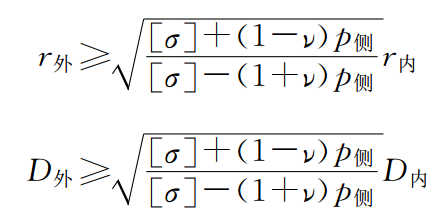
[σ] ———阴模材料的许用应力 ,对于脆性材料来说
[σ] =σb/nb
σb———阴模材料的抗拉强度,可查有关手册;
nb———安全系数,一般取2.5-2.7;
ν———泊松比, 对于钢模来说,ν≈0.3
在本例中,压制压力取400Mpa,压坯密度为6.0g/cm3 ,相对密度d=6.0/8.94≈0.67,单位压制压力为p=400/9.8=40.82kgf/mm2(1 kgf/mm2=9.8Mpa),侧压系数取0.37,则
侧压力:
p侧 =ξp=ξ0p=0.37×0.67×40.82=10.12kgf/mm2
阴模材料选用GCr15,其σb≈100 kgf/mm2, nb取2.7,许用应力[σ]内=σb/nb=100/2.7=37(kgf/mm2)
按第一强度理论:R外>=26.48mm
按第二强度理论:R外>=27.19mm
为方便切削及压制,这里可将阴模外径定为35mm。
4.模冲
(1)模冲高度
确定模冲的高度时,应根据压模的具体结构综合考虑模冲安装、定位、装粉高度的调节余地、压坯的高度要求以及脱模移动的距离等。上模冲在此模具中只起到压制粉体的作用,因此其高度的主要考察标准是粉体的压制距离,由上文中可知粉体有60mm的松装高度压制到坯体的40mm高度,又由于脱模方式的限制,所以本模具上模冲高度选择为20mm。下模冲高度要高于托杆伸出支撑板高度,所以确定为15mm。
(2)模冲内、外径
模冲的内、外径是按照与之配合的芯杆外径和阴模内径来确定的 。 具体来讲,模冲内孔直径(内径) 的基本尺寸应与芯杆外径的基本尺寸一样, 而模冲外径的基本尺寸则应与阴模内径的基本尺寸一样。根据粉体成形压模的特殊要求,选择模冲与阴模、芯杆之间的配合间隙时,既要保证压坯精度,又要便于模冲滑动,还要防止粉末嵌入间隙,造成模具的剧烈磨损、引起压坯毛刺等。为此,需要根据压模零件的尺寸大小、压坯的精度要求、粉末的粒度等合理选择配合间隙。 一般情况下,上述配合间隙可取0.01—0.03mm,也可按标准将模冲与阴模之间的配合间隙按H8/f7或H7/g6的配合公差来选取,而将模冲与芯杆之间的配合间隙按G7/h6、F8/h6。
5.芯杆
(1)芯杆长度
芯杆的长度应不超过阴模上端面或略短一点 ,以便于自动送粉, 但不宜过低,以免引起夹粉,磨损芯杆。芯杆也不宜过长,以免给芯杆的加工带来麻烦。特别是细长杆件在热处理时容易变形,加工精度也难保证,本例中芯杆为方便脱模,下部用托杆支撑,而托杆与弹簧连接,因而得到芯杆的最终长度为68mm。
6.弹簧
弹簧需支撑起芯杆重量,满足一定的长度和行程需求,当弹簧的长径比较长时需设计导杆定位,根据设计需要,初选丝径d=2.4mm,D=24mm,H0=80mm,其旋绕比为C=24/2.4=10,k=W/x≈2.4N/mm,又根据k= ,G为弹簧切变模量,C为旋绕比,n为圈数,弹簧选用65Mn时,G=80000MPa,计算得n=10.
,G为弹簧切变模量,C为旋绕比,n为圈数,弹簧选用65Mn时,G=80000MPa,计算得n=10.
7 .其他零件尺寸与材料选取
其他零件主要起连接与定位的作用,其在保证强度的情况下选取常用材料,尺寸与材料详情参见附录中的零件图装配图。
五 压模零件加工
1.零件材料选择
粉末冶金模具主要零件的材料,要求硬度达到HRC55以上。这些材料常用的有碳素工具钢、合金工具钢、高速钢和硬质合金,这些材料的硬度和强度均能满足使用要求。
阴模选用GCr 15,其耐磨性好,热处理硬度HRC在63以上,可以满足使用要求。
上、下模冲要求耐冲击性好,有一定的耐磨性,综合考虑成本,可选用低合金工具钢,如CrWMn等。
芯杆要求有十分好的耐磨性,综合成本考虑,可选用高速钢,如W 18Cr4V,或者高合金工具钢,如GCr 15等。
底座、支撑板、支撑杆、脱模座等选用45钢,T8。
压垫由于不受摩擦作用,故只需要求一定的硬度,可选用T10、Cr12、9CrSi。
2.压模零件热处理
模具热处理是模具加工的重要环节,是保证模具质量和提高模具寿命的关键序,因此必须根据所选定的材料制定合理的热处理工艺。
1.)阴模加工工艺流程:
坯料→锻造→退火→车削等→热处理→与模套压配→磨两平面→电加工内型面→研磨內型面→退磁→检验→编号入库
2.)芯棒加工工艺流程:
坯料→车削等→热处理→与接杆配合(钎焊、压配等)→磨削基准面→磨削外型面→研磨外型面→退磁→检验→编号入库
3.)模冲加工工艺流程
坯料→锻造→退火→车削等→热处理→磨削两端面→磨削外圆→电加工内腔→磨削外型面→研磨内外型面→退磁→检验→编号入库
4.)热处理工艺
①锻造工艺:始锻温度1050~1100℃ 终锻温度 850~880℃
②退火工艺:790~810℃保温2~6h,以20~30℃/h,冷却到550℃后炉冷或空冷,退火态硬度170~207HB
③淬火工艺:缓慢预热至600℃,快速加热至830℃,油冷
④回火工艺:150~400℃ 硬度59~64HRC
六 模具零件的技术要求
1.阴模要求
①阴模高度应能容纳压制所需的松散粉末,并使上、下模冲有良好的定位和导向;
②能保证压坯外形的几何形状和尺寸精度;
③工作面的粗糙度Ra≤0.8um;
④工作表面要有高的硬度和良好的耐磨性;
⑤在工作压力下应具有足够的强度和刚性;
⑥根据产品的批量和复杂程度,选择合适的阴模材料;
⑦结构上应便于制造和维修,使用安全,操作方便;
⑧能使压坯完好的脱出;
⑨平磨后需退磁。
2.芯棒要求
①保证压坯内腔的几何形状和尺寸精度;
②工作面的粗糙度Ra≤0.8um;
③与上下模冲应有良好的配合、定位和导向;
④工作段应有高的硬度;
⑤平磨后需退磁。
3.模冲要求
①工作表面要有足够高的硬度和良好的耐磨性,材料的选择与处理应考虑有 适当的韧性;
②上、下模冲对阴模和芯棒应有良好的配合、定位和导向,并有合理的配合 间隙,复合的模冲(即有压套时)应能脱出压坯;
③上下模冲的工作面和配合面的粗糙度Ra≤0.8um,非工作段的外径可适当 缩小,内径可适当放大,减少精加工量和阴模、芯棒之间的摩擦;
④有关部位应能保证垂直度、平行度和同轴度等技术要求;
⑤平磨后需退磁。
七 压制与脱模
1.压制过程
装填粉体后,放置上模冲并在上模冲上放置压垫块,将模具置于压力机下,匀速缓慢向下压,当压垫与阴模接触时停止下压,保持静载一段时间后卸载。
2.脱模过程
压制完成后,将阴模从支撑板上取下,此时上模冲、下模冲、压胚,还有芯杆一起包含在阴模内随之一起被取下。然后放置在脱模座1上用脱模顶杆1将上模冲、下模冲、压胚,还有芯杆顶出。得到的是上下模冲夹着压胚,中间都包含着芯杆。接下来将之放置在脱模座2上,用脱模顶杆2将芯杆顶出,取下上模冲,取出压胚,实现脱模。最后复原模具。
参考:
[1].粉体材料成形设备与模具设计.熊春林 汤中华 李松林 编著
[2].粉末冶金模具设计手册.印红羽 张华诚著
[3].中国模具工程大典第六卷粉末冶金零件模具设计
[4].粉末冶金机械零件实用技术.周作平 申小平著
[5].机械零件设计手册.吴宗泽著
第二篇:设计报告书格式(1)
设计报告题目
1. 自行车租赁系统设计
2. 我们身边的节能设计
3. 身边的减压产品设计
4.大学生日用品设计
5. 满足中国人特有生活习惯的产品设计
6. 河南世界文化遗产景区旅游纪念品设计
给出的是大的范围,可以细致到这个范围的某一个产品,也可以针对这一类型的某个产品。
设计报告书格式要求
? 封面
课程名称、课题名称、系别,专业,学号,姓名,指导老师。
? 目录
1 拟定项目,制定计划………………………………… ……………………页码
1.1 课题研究背景 …………………………………………………………页码
1.2 设计进程计划 ……………………………………… ………………… 2 设计调查,寻找问题……………………………………………………
2.1 消费者因素调查 ………………………………………………………
2.1.1 消费者需求调查 …………………………………………………
2.1.2 消费者审美倾向调查………………………………………………
2.1.3 消费者认知与操作习惯调查………………………………………
2.2 现有产品调查 …………………………………………………………
2.1.1 产品市场分布及占有率调查 ………………………………………
2.1.2 现有产品语义差异调查………………………………………
2.1.3 产品结构调查………………………………………
2.1.4 产品相关技术调查………………………………………
2.3 社会因素调查………………………………………
2.3.1 社会经济水平及消费情况调查………………………………………
2.3.2 地域特点、区域文化对设计的影响因素………………………… 3 分析问题,提出概念……………………………………
3.1 目标消费群体定位……………………………………
3.2 典型使用场景定位……………………………………
3.3 设计风格定位……………………………………
3.4 产品功能定位……………………………………
4 设计构思,解决问题……………………………………
5.1 色彩设计与分析……………………………………
5.2 产品材料及质感表达……………………………………
5.3 产品细节结构展示……………………………………
5.4 人机工程设计与分析……………………………………
5.5 使用方式分析……………………………………
设计展开方案……………………………………
6 未来趋势分析……………………………………
7 方案优化…
8综合评价……………………………………
? 正文
? 成果批阅
? 封底
要求:
1. 一级标题13号加粗,其他标题12号加粗,正文部分12号;封面及封底设计不限,
最大字体不超过48号字。
2. 幅面要求:A4
3. 格式:JPG格式
4. 所有内容图文并茂(注意图片分辨率吧,文字图片排版的实用协调性,底板设计的
美观性等)
5. 最总要求装订成册,每册张数在30-40张。硬壳封面封底。
6. 5-7人为一小组,以“人数-姓名”方式命名文件夹,统一提交。
7. 19周前提交。
-
产品设计报告书
郑州航空工业管理学院《人机工程学》课程设计报告书09级工业设计专业0914061班级题目:卡通挖耳勺设计报告书姓名:袁**学号:*…
-
产品设计报告书
产品设计报告书一产品设计理念随着科技的发展电子产品越来越便宜更新换代的速度也越来越快往往人们手中的电子产品还没有到使用寿命就已经被…
-
网站设计报告书
网站设计报告书课程名称:网站设计设计题目:鲜花网站专业:计算机网络技术班级:网络1**3姓名:赵**学号:***时间:20XX年6…
-
设计总结报告
设计工作报告中交第一公路勘察设计研究院有限公司设计工作总结高速公路起点K15168段工程已全部完工该段工程无论在外部几何尺寸还是内…
-
PS个人作品设计报告书
附件2安徽财贸职业学院电子信息系图形图像设计制作作品设计报告书题目班级计应1101班姓名耿东指导教师1目录一设计目标11内容12功…
-
设计总结报告
设计工作报告中交第一公路勘察设计研究院有限公司设计工作总结高速公路起点K15168段工程已全部完工该段工程无论在外部几何尺寸还是内…
-
课程设计报告书格式
信息工程学院网页设计与制作课程设计报告书指导教师专业班级姓名学号日期20xx年6月4日20xx年6月10日网页设计与制作课程设计一…
-
毕业设计报告书
郑州工业应用技术学院本科生毕业设计报告书题目郑州航空港区静享时光咖啡馆室内空间设计指导教师马金鑫职称硕士学生姓名魏一丁学号120x…
-
包装设计报告书
湖北汽车工业学院科技学院包装设计设计说明目录1课题说明2设计方案说明3草图4制作过程5成品图片6设计说明7个人总结1课题说明11包…
-
详细设计报告
XXX人资信息管理系统详细设计报告1引言11编写目的本说明在概要设计的基础上对软件项目的各模块程序子系统分别进行了实现层面上的要求…
-
家庭报告书评语1
1、你是个很认真的学生,每一次的作业都做得很认真而且仔细。课堂上老师也能看到你高举的小手,让老师十分欣喜。瞧,你的努力没有白费,好…