金工实习数控实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告

《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
《金工实习A(2)》数控编程及加工实习报告
第二篇:金工实习钳工实习报告答案
一
(1)粗齿细齿中齿中齿
(2)平板方三角半圆圆平板
二
(1)滚锉法横锉法
(2)丝锥内螺纹板牙外螺纹
D=d-1.1p=10-1.1×1.5=8.35
D=d-p=10-1.5=8.5
(3)机箱机柜
三
(1)划线、锯削、錾削、锉削、钻孔、扩孔、铰孔、锪孔、攻丝、套扣、刮削、研磨、矫正、弯曲、铆接、测量、装配、维修、简单的热处理
(2)平面划线和立体划线
通过划线可检查毛坯的形状和尺寸是否合格,合理分配毛坯各加工表面的余量,以保证它们之间的相互位置精度,避免不合格的毛坯投入机械加工而造成浪费。
(3)要有正确的站立姿势和握持锉刀的方法,锉刀前推时加压并保持水平,返回时不加压。
交叉锉,顺锉,推锉
(4)选择锯条不当、锯条过大、起锯角度大于15°、锯缝歪斜时,强扭锯条或安装锯条过紧或过松。
(5) 台钻、立钻、摇臂钻。
(6)①按图划出孔的位置线,并在中心打上样冲眼
②把刃磨好的Φ8.5钻头加在钻夹头上
③将工件正面向上夹在机用平口钳上
④按要领钻孔
⑤正面锪1×45°倒角、反面扩Φ10.5×4的台阶孔
四
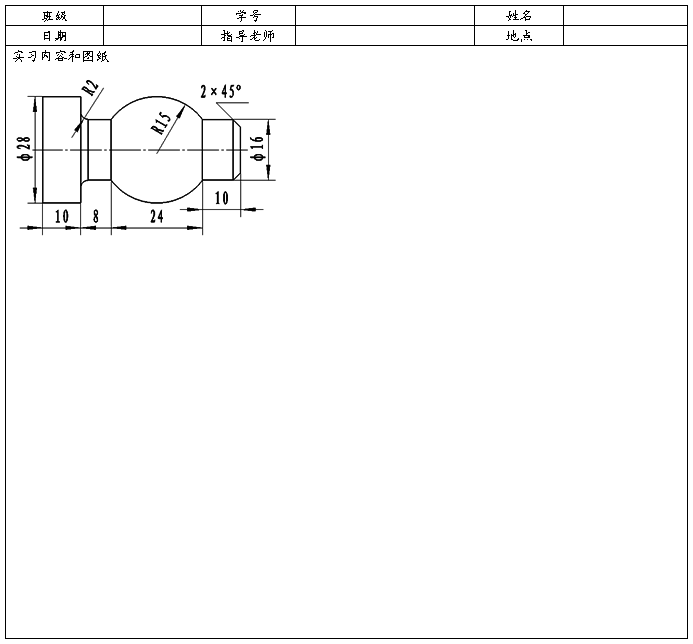
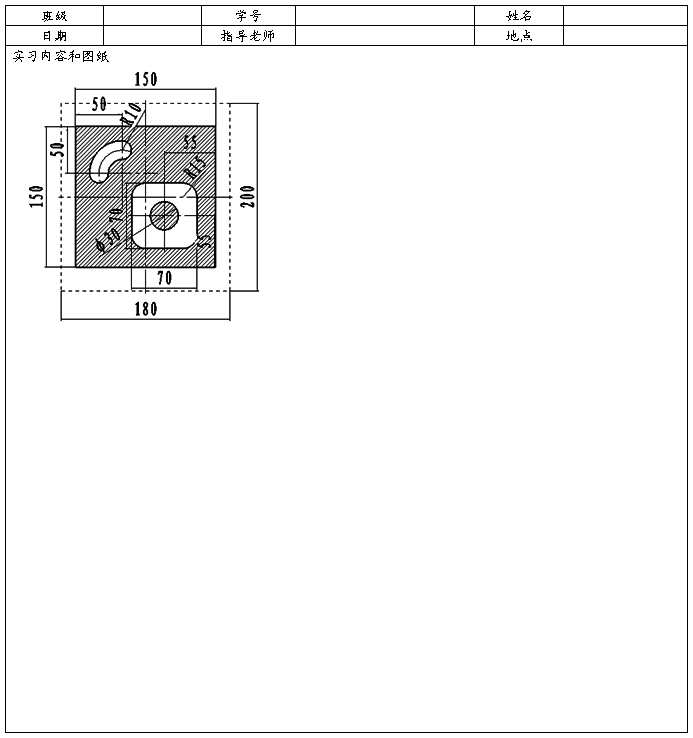
①领料:18 ×18方料
②锉削第一、第二面成17× 17 方,且保证两平面垂直。
③锉削第三、第四面成16 ×16方
④以一端面为基准,化尺寸界限51mm,以第一面为基准取尺寸4.5mm划于另一端面,再取尺寸16mm划出第四面尺寸线,连接斜面线,锯削斜面(留1~1.5mm的余量) ⑤锉削斜面
⑥以51之基准端面为基准,划25、29尺寸线,分别以四平面为基准,取尺寸3mm,划八方线,锉削八方和三角形
⑦按图划出孔的位置,并在中心打上样冲眼,钻Φ8.5底孔,正面锪1×45°倒角,反面扩Φ10.5×4台阶孔,攻丝。
⑧锉削SR24
⑨精修各表面并砂光,交检。
-
数控金工实习报告范文
数控金工实习报告范文“金工实习”是一门实践性的技术基础课,是高等院校工科学生学习机械制造的基本工艺方法和技术,完成工程基本训练的重…
- 金工实习报告(数控)
-
金工实习报告 数控类
金工实习报告莫浪机械3班40号20xx30086457这学期第八周到第十周,我们再次踏入工培中心,开始为期3周的金工实习。这次实习…
-
金工实习数控车实验报告
南昌大学金工实习数控车报告组别01学院机电工程学院班级热能111班学号5902111003姓名刘健1小组编程宝塔加工图与编程O20…
-
金工实习报告 (数控和钳工)
班级化机姓名学号实习时间10月8日至10月18日1国庆过后我们必须收拾心情迎接第二期的为期两周的金工实习有过第一次的实习经验这次我…
-
金工实习总结报告
金工实习心得体会学院:理工学院专业:汽车服务工程(本)班级:20xx级一班姓名:吴海涛学号:20xx115046金工实习心得体会“…
-
金工实习报告
20xx年x月x日至3月x日我们土木工程专业进行了为期两周的金工实习,因为是第一次参加这种实习我们兴奋不已,但也难免有些茫然。由于…
-
金工实习报告
实习报告实习名称系别年级专业学生姓名学生学号指导老师金工实习XX大学(学院)年月日一、实习时间、地点和实习单位;实验时间:实验地点…
-
金工实习报告总结
金工实习作为一门实践必修课程,是理工科专业的必修实践科目,他包括电焊、车床、铣床、钳工、电焊、塑形加工、淬火、数控车床和数控洗车等…
-
金工实习总结报告20xx-5
金工实习总结报告07050202101007化工2班梁春庄我们在校企产研金工实习基地——珠海市润星泰电器有限公司进行了为期两周的金…
-
金工实习总结报告
评分:_______班级:姓名:学号:实习日期:20xx-11-29至20xx-12-10大学生金工实习总结报告为期两周的金工实习…