节约用水调查研究报告
节约用水调查研究报告
调查问题:节约用水
调查人:XXX
调查内容:
尽管现在都再宣传节约用水,也有很多节约用水标语,但是似乎起的作用不大。还是有很多居民浪费水资源,水龙头开着不关,污染水资源……这些都是身边的情况。
我们必须要节约水资源,水是生命之源,假如地球上没有水,那么地球就不会孕育出我们人类。因为最早的原始生命首先是在海洋中孕育形成,逐渐扩展到陆地上。所以说,水是生命的摇篮。我们每天要喝水,粮食的生长离不开水,工业生产离不开水,所以说人类的生存和发展离不开水;水还是大自然的"空调器",走在河边,河风习习……
节约用水真的很重要。全世界的水百分之九十三是咸水,不能喝。淡水只占有百分之七,而能喝的水只有百分之零点八。全世界将近70亿人口,就靠饮用这只占百分之零点八的淡水,看,水多可贵呀!我们国家的水资源虽然非常丰富,但可以用的淡水资源却很少,并且随着工业的发展,水污染成了一个严重的问题,很多工业废水污染得臭不可闻。
3月22日是世界水日。每年的这一天,世界各国都会宣传:大家要爱惜水资源,保护生命之水。其实,不光在这一天,在我们生命中的每一天,都应该珍惜每一滴水,用实际行动珍爱生命之水!要从身边小事做起,节约每一滴水。
虽然每人每天有三升水就能维持生活,但实际上城镇居民每人每天做饭、洗衣服、洗菜……样样离不开水,耗水多达几百升。除此之外,种地和工业生产离不开水。如:炼钢、轧刚需要水冷却;纺纱织布车间为了保持一定温度和湿度需要用水调节;建筑施工离不开水;造纸、发电……衣食住行,哪一样能离得开水呢?人类要生存就离不开水,可见节约用水是何等的重要。
那我们每天用的自来水是怎么来的呢?是自来水厂的工人将江河水或地下水引进工厂,把水放在沉淀池,加入药物消毒杀菌,除掉有害万分和杂质,这样道道把关,地下还埋了许多管子。这些管子是一根根结起来的,它是许多水厂工人日夜辛勤劳动的成果。当我们拧开水龙头的时候,就应该想到,流出来的水里面包含着多少工人的辛勤劳动啊!
节约用水的意义重大。请看一笔帐:一吨水大约可供炼钢150千克,发电每小时一千度,生产化肥500千克,织布220米,磨面粉34袋。"滴水成河",如果人人节约用水,积累起来,就可以派上很多用场啊!
我们要养成节约用水的好思想、好习惯。要注意节约用水。我们要以实际行动做一个节约用水的居民。
赞同
附:节约用水标语
如果人类再不节约用水,地球上的最后一滴水将是我们自己的眼泪;
水是生命之源,请节约每一滴水
一滴清水,一片绿地,一个地球。
惜水、爱水、节水,从我做起。
树立人人珍惜、人人节约水的良好风尚。
浪费用水可耻,节约用水光荣。
节约用水图片





第二篇:合肥部分化工企业节水情况调查研究报告
合肥部分化工企业节水情况调查研究报告
1.引言
虽然我国水资源总量位居世界第三位,但人均水资源占有量位居世界一百名以后,全国缺水量达400亿立方米,近2/3的城市存在不同程度的缺水,全国现状农村饮水不安全人口仍有2.03亿人,受水量及水质不安全影响的城镇人口近1亿。
我国化学工业是最重要的工业门类之一,化学工业拥有几十个行业、数百万种产品,技术先进,装备优良,渗透到国民经济生产和人类生活各个领域。化学工业高速发展已成为国民经济持续发展的必然要求,而水资源保障不够已成为部分地区化学工业发展的制约因素之一。按我国化工行业万元产值平均用水负荷75M3计,20xx年化学工业耗水量达到300亿M3左右,占全国耗水总量5573亿M3的5.3%(20xx年全国水利发展统计公报),是我国工业中最大的用水产业之一。据报道,美国、加拿大和墨西哥三国化工单位产值耗水量为38m3/万元,仅为我国的二分之一。
对于正在快速发展中的合肥,工业对于经济的贡献越来越大!今年前8个月,合肥市工业生产增幅达到27.5%,累计生产增速比前7个月提高2.5个百分点,增速在省会城市中遥遥领先,并仍然是全国唯一工业生产增速超20%的省会城市,比并列第二位的成都和沈阳市高出8个百分点。从中部六省会城市看,我市工业增加值增速领先优势进一步扩大,总量差距呈逐步缩小态势,增速高出第二位的长沙市9.9个百分点,比前7个月扩大2.6个百分点;工业增加值与郑州和武汉市的差距由去年同期少398和549.6亿元,分别缩减至333.7和535.4亿元,高出南昌和太原市由去年同期的83.9和7.9亿元,扩大至106.2和196.7亿元。其中化学原料及化学制品制造业的工业总产值为105.6亿元。同时,国家强调要全面贯彻落实科学发展观,在“十一五”“建设资源节约型、环境友好型社会”,要求“落实节约资源和保护环境的基本国策,建设低投入、高产出、低消耗、少排放、能循环可持续的国民经济体系和资源节约型、环境友好型社会” 。在国民经济的各个环节落实“节约能源、节约用水、节约土地、节约材料、加强资源的综合利用” 。
1
并提出了约束性指标,在这样的政策背景下,大力提倡节水是大势所趋,节约用水已成为化学工业发展循环经济的一个重要环节。
“加强技术改造、节能减排虽然前期投入较大,但最终受益的是企业自己。” 正如合肥安利化工有限公司负责人所说的,合肥安利化工有限公司聘请安徽省环境科学研究院为清洁生产辅导及审核单位,全面推行清洁生产审核工作。通过变频低氧节能减排改造工程等,每年节煤7326.12吨。通过一系列节水技改项目,将洗桶水、揉革水、塔顶水等各种工业废水进行循环利用,每月就可节约用水21420吨。
“我们公司办公楼里厕所冲洗用水都是生产系统循环下来的中水。”在四方集团公司,项目负责人介绍,如何对循环冷却水进行重复利用,是降低公司产品用水成本的关键点。为此,建立了七套闭路循环装置,间接冷却水循环率达到98%以上。
“十一五”期间,合肥市全面启动了四方集团、安徽氯碱化工集团等合肥市化工企业向化工工业园整体搬迁及清洁生产工程、合肥金钟纸业公司造纸污泥回收利用、安徽龙源化工有限公司氮肥生产污水零排放及清洁生产工程等污染治理项目,这些重点化工企业的节能减排工程均与技术创新、产业升级和结构调整共同推进。近期,随着合肥在招商引资力度的加大,一大批大型企业逐渐落户合肥,如合肥京东方TFT-LCD六代线项目、鑫昊PDP等离子显示器件项目等,这些企业对于水量的需求也极大。所以深入调查了解目前合肥行业的用水情况,对于进行水资源的综合利用和整合具有重要意义。。
在国家发展和改革委员会、水利部、建设部联合发布的《节水型社会建设“十一五”规划》中对化工行业的节水情况作出了明确的要求,要其发展、推广循环用水系统、串联用水系统、再生水回用系统,水处理技术和药剂、高效冷却节水技术以及化肥、氯碱、纯碱等行业节水工艺技术,提高水的重复利用率。为进一步了解企业的节水现状,笔者于09年9月至10月份以合肥市某几家化工企业为主要调查对象,对其个别产品的生产工艺进行调查研究,了解和掌握其中的用水及节水情况。
2
2、调查对象与方法
对象:合肥市化工企业部分生产工段用水及循环水情况。
方法:通过现场观察、对技术人员进行访谈及查阅相关历史资料,对其中部分工段的用水和循环水利用情况进行了解、分析。
3、调查结果及讨论
笔者通过一个月的时间走进合肥大型化工企业,选择性的对个别工段的用水及循环水利用情况进行细致的了解, 其中一个化工企业主要的产品是草酸,采用的是甲酸钠合成法生产草酸,其工艺流程主要分两步,第一步是生产甲酸钠,第二步是甲酸钠脱氢生成草酸钠,草酸钠再经铅化、酸化、结晶、脱水干燥等工序得成品草酸。另一家生产保险粉企业的主要工段有离子膜工段、氯氢处理工段、DSA电解、蒸发工段、液氯工段、盐酸工段等。以下为部分工段的具体水平衡示意图:
3.1.1 合成工段水平衡
3
图1.合成工段水平衡示意图
进水量统计
1) 原料碱带入水: 130÷0.76÷0.32×0.68=210 m3/d 2) 锅炉蒸汽: 80 m3/d
3) 双效拼碱水:碱(431.7g/l ,32%)体积 130×0.76÷0.32÷1.349=229 m3/d 共需加水:229×431.7÷213-229=235 m3/d,其中苛化碱100 m3/d,从甲酸钠工段调入水:135 m3/d 。 4)苛化拼碱水: 100 m3/d
5)苛化碱除尘水: 50 m3/d(NaOH 45g/L→Na2CO3 60g/L)
4
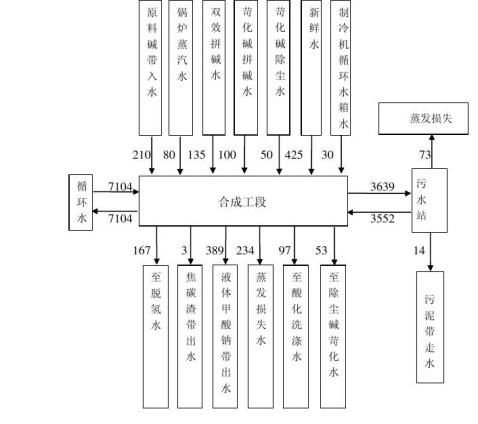
6) 制冷机循环水箱水: 30 m3/d
复用水量: 210+80+135+100+50+30=605 m3/d
补充新鲜水: 425 m3/d
出水量统计
1)焦碳渣带出水: 130×0.355×14%÷0.7×0.3=3.0 m3/d
2)液体甲酸钠带出水: 235(拼碱加入水)+210(原料碱带入水)-56
(合成反应管道尾气带出水)=389 m3/d
3)蒸发损失水:
煤气炉循环水冷却塔: 185×0.8×24×(70-40)×0.1%=107 m3/d, 压缩机循环水冷却塔: 185×1×0.8×24×(55-35)×0.1%= 71 m3/d, 合成反应管道尾气带出水: 506÷0.9×0.1=56 m3/d。
合计:234 m3/d
4)污水站(除尘水)冷却塔蒸发损失:190×0.8×24×(55-35)×0.1%=73 m3/d
5) 污水站污泥带出水:1.0×185×0.8×24=3.6 m3/d
3.6÷0.2×0.8=14 m3/d,除尘水中灰尘(悬浮物)含量为1.0g/L,
损耗水量:3+389+234+14+73=713 M3/d(产物带出水占64.8%)
1)至脱氢水: 167 m3/d
2)至酸化洗涤水: 97 m3/d
3)至除尘碱苛化水: 50+3(苛化石灰渣带出水)=53 m3/d
至后工段水量: 167+97+53=317 m3/d
损耗水率: 713/(425+605)=0.692
重复用水率: 317/(425+605)=0.308
3.1.2甲酸钠工段水平衡
5
图2.甲酸钠工段水平衡示意图
进水量统计:
1)甲酸钠带入水: 235+210-56=389 m3/d
2)锅炉蒸汽: (389-10)×0.69=261 m3/d
复用水: 389+261=650 m3/d
补充新鲜水: 258 m3/d
出水量统计
冷却塔蒸发损失水:(185×2+200)×0.8×24×(85-50)×0.1%=383 m3/d 损耗水量: 383 m3/d
1)固体甲酸钠带入脱氢水: 177÷0.925×0.05=10 m3/d
2)拼碱水: 双效浓缩出水 389-10=379 m3/d,
其中一效蒸发出:506×(1-350/550)=184 m3/d(二效尾汽水),其中
6
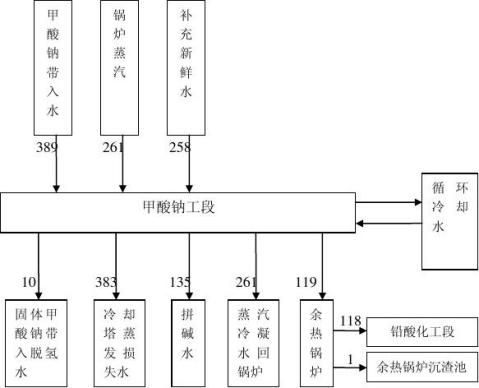
119 m3/d去余热锅炉,65 m3/d去拼碱;二效蒸发出水:379-184=195 m3/d,其中125 m3/d至双效水箱,70 m3/d去拼碱。去拼碱合计:135 m3/d。
3)蒸汽冷凝水回锅炉: 261 m3/d
4)余热锅炉: 119 m3/d
至后工段水量: 10+135+261+119=525 m3/d
损耗水率: 383/(650+258)=0.422
重复用水率: 525/(650+258)=0.578
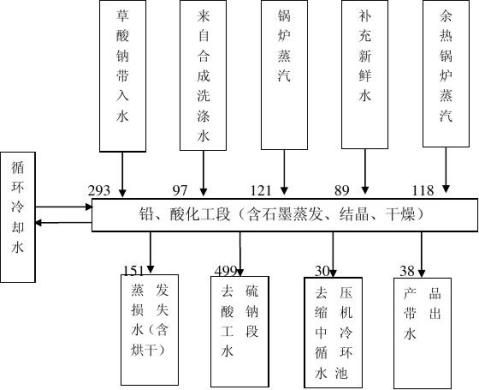
3.1.3铅、酸化工段水平衡
图3. 铅、酸化工段水平衡示意图
进水量统计:
1)草酸钠带入水: 147÷0.4×1.2-147=293 m3/d
2)来自合成洗涤水: 97 m3/d
7
3)锅炉蒸汽: (59+130×0.2)×1.4+5×24-118=121 m3/d
4)余热锅炉蒸汽: 118 M3/d
重复用水量: 293+97+121+118=629 m3/d
补充新鲜水: 89 m3/d
出水量统计:
1) 蒸发损失水(含烘干):
制冷机冷却塔蒸发:(185×2+200×2)×0.8×24×(40-36)×0.1%=59 m3/d 石墨蒸发:130×0.2+59=85 m3/d
烘干: 130×0.05=7 m3/d
合计: 151 m3/d
2) 产品带出水: 130×36÷126=38 m3/d
损耗水量: 151+38=189 m3/d(其中产物带水占20.1%)
1) 去硫酸钠工段水:
草酸钠含水: 147÷0.4×1.2-147=293 m3/d
铅化洗涤水: 150÷2.55×3.5=206 m3/d
合计:499 m3/d
2)去压缩机中冷循环水池: 30 m3/d
至后工段水量: 499+30=529 m3/d
损耗水率: 189/(89+629) = 0.263
重复用水率: 529/(89+629)=0.737
3.1.4保险粉生产各工段水平衡汇总
8
3
表1. 保险粉生产各工段水平衡汇总表
9
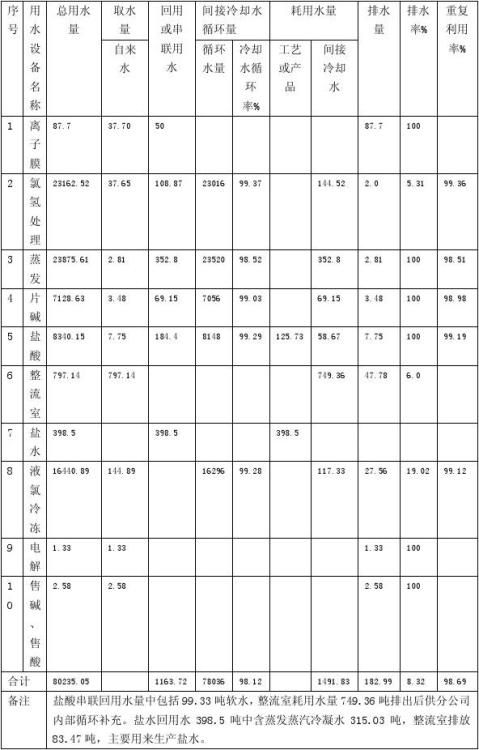
3.2结果讨论
3.2.1节水效果讨论
从以上各工段的用水情况可以看出,部分工段损耗水量较大,如合成工段损耗水率达69.2%,甲酸钠工段为42.2%,因此应采取措施,如通过改进工艺及降低损耗水量,以及通过减少“跑、冒、滴、漏”现象减少水的损耗,提高复用水率,从而达到节水的目的;氯氢处理工段的重复利用率为99.36%,蒸发工段为98.51%,盐酸工段为99.19%,由此可见重复利用率已达到一定程度,节水效果显著。
3.2.2节水设备讨论
在调查中还了解到,在现有酸化、铅化生产线基础上,改变原有生产方法,采用新的工艺流程和新的工艺设备,使工艺洗涤水尽最大可能的套用,使影响草酸行业发展的铅化反应含盐污水消除;同时由于改变了现有的铅化、酸化工段洗涤的工艺流程,即由原来自然澄清的虹吸洗涤改为强制性压榨洗涤,大大减少洗涤水用量和洗涤时间(铅化、酸化反应工段洗涤水用量由原来的吨产品耗水18m3降至4m3以下,洗涤时间由铅化、酸化反应每个周期12小时降为4小时以内)。另外,由于采用了先进的压榨洗涤设备,可以根据物料的工艺特性选择洗涤所用的滤布,可以严格控制滤液中硫酸铅的穿滤率,可使吨草酸产品硫酸铅耗量减少75%,由于滤液中硫酸铅含量远较虹吸洗涤滤液中硫酸铅含量低,可以提高草酸的纯度。 并且建立合理完善的循环水系统,提高水的循环利用率。如除尘水循环水系统、煤气炉循环水系统、碱洗水循环水系统、压缩机中间冷却器循环水系统、甲酸钠双效循环水系统、硫酸钠双效循环水系统、制冷机循环水系统、发电机组油冷空冷循环水系统、水膜除尘循环水系统。
通过使用串级使用工业水,如铅酸化洗涤水采用逆流套洗工艺,提高洗涤水重复利用率。对循环水系统从水温考虑:制冷机循环水系统(间冷)的排污水作为压缩机中间冷却器循环水系统(间冷)补充水;压缩机中间冷却器循环水系统(间冷)的排污水作为煤气炉循环水系统(间冷)补充水;煤气炉循环水系统(间冷)的排污水作为生产工艺用水或补充水;从充分回收物料考虑:甲酸钠双效循环水系统的水(水中含有少量的甲酸钠、氢氧化钠
10
等)可作为拼碱(配碱)用水,既回收物料,又提高了烧碱溶液的温度,有利于合成反应;硫酸钠双效循环水系统的水(水中含有少量的硫酸钠等)可作为草酸钠制浆用水,既回收物料,又提高了草酸钠悬浮液的温度,有利于铅化反应。水膜除尘循环水系统水作为煤场、灰场抑尘水。
3.2.3节水制度讨论
企业已经制定了节水制度,但还有待进一步完善,从而提高整个企业的节水风气,提高节水效率。
4、建议
4.1改进节水工艺及设备
在节水效率还不高的工段,应结合企业自身实际情况,通过采用先进的工艺及设备到达节约用水,降低产品成本的目的。
4.1.1改进工艺包括改变生产原料、改变生产工艺和设备或用水方式,采用无水生产等三方面内容:
1)改变生产原料,减少生产过程中的需水量;
2)提高水的重复利用率, 如常减压电脱盐、催化富气水洗水以及加氢 装置的高、低压分离器前的注水均采用酸性水脱硫后的净化水;
3)根据物料的组成, 设置相应的排放回收系统, 使物料返回工艺系统;
4)减少循环水的流失,有效提高循环水场的浓缩倍数;
5)回收凝结水,减少“跑、冒、滴、漏”现象;
6)针对产物带出水严重的情况,可对产物中所带水进行回收!
7)优化水处理药剂配方;
8)依靠科技进步,开发节水的新技术、新途径、新产品, 大力推广现有节水新工艺、新产品。
4.1.2使用循环水,提高用水量(中水回用、循环水使用等)
1) 对用水量记性实时控制,并采用污水处理场处理达标合格后的回用水
作为用水, 以减少生产给水用量, 同时减少污水产生量;
2) 将环节中产生污染较轻的废水经过适当处理成为中水,用于非生产和
11
职工宿舍用水。
4.2健全节水制度
4.2.1员工培训
对企业里的员工进行相应的培训教育,提高企业员工的劳动素质,特别是节约意识,使职工养成节约用水的良好习惯,尽量减少生产、生活和工作过程中的不必要浪费。树立节水光荣的风尚。
4.2.2企业制度完善
企业应健全相应的制度,如:
1) 要全面推行计划用水制度, 建立用水统计制度, 强化用水节水设施
和节水器具、设备生产质量的监管。各级节水规划和年度计划,都应
列入企业发展计划;
2) 对公司下达的节水指标进行分解,与有关部门及车间制订节水考核指
标,并加强考核;
3) 运用经济手段,促进节水,各车间通过优化生产、加强管理、技术改
造、开展劳动竞赛等多种手段降低新鲜水使用量,各车间职能人员加
强日常管理,对新鲜水浪费现象严格按照考核细则进行考核;
4) 要求各车间严格控制冷却水的进出口温度差,提高了冷却水的使用效
率,减少直接水的消耗;
5) 将节水情况和奖金考核挂钩, 突出其考核比;
6) 大力推进自主创新,建立相应制度,对于有创新作为的员工予以奖励,
鼓励员工勇于创新,营造一个创新的氛围。
5、结语
经过此次调查发现,一些老厂在生产环节中还是采用的传统工艺,耗水量较大;只有一些大规模企业能在老工艺上做些改进,不过大部分也将逐渐被淘汰而取用新的生产工艺。而对于新兴的企业则采用的是较为先进的工艺,水的循环利用率有较大提高,降低了耗水量。面对当前激烈的产业竞争,以及国家对于“节能减排”的力度的加大,特别是当前国际金融危机的背景下,
12
各种节水工艺和设施也将逐渐被采纳,落后的工艺势必被淘汰,同时,这些企业在环保方面的投资也必将逐年加大。但是,很多中小型企业在此方面行动较慢,政府在这方面应该采取必要的措施或优惠政策,给予这类企业必要的帮助。与此同时,企业应该健全相应的制度,加强用水管理,同时提高职工的节水意识。
总体来说 ,随着整个大环境的改善,环保这方面越来越受到国家重视,在面对我国水资源水质性缺水这样一个大问题下,化工企业也在逐渐调整相应的生产和制度,为更好的实现企业以及整个行业的可持续发展而努力。
13
-
关于节约用水的调查报告
关于节约用水的调查报告1、调查背景水,孕育和维持着地球上的全部生命。正因为有了水,地球才成为茫茫宇宙中唯一的生命绿洲。水也被喻为农…
-
关于节水问题的调查报告
关于节水的调查报告一最终目的随着经济的不断发展人们对淡水的需求不断增加淡水资源紧缺将成为世界各国普遍面临的严峻问题地球的淡水资源极…
-
关于节约用水的调查报告
关于节约用水的调查报告调查目的了解同学们对水资源相关知识的掌握程度分析他们对水资源重要性的认为程度调查学生是否有主动节约用水的行为…
-
节约用水调查报告
节约用水调查报告一调查目的1了解各个地方人们浪费水资源的例子有哪些2提出节约方法3改变人们对用水的看法让他们了解一下全球的缺水量4…
-
节约用水调查报告
节约用水调查报告马鞍山市当涂县团结街小学班陈泽慧指导教师一调查目的水是世界上最宝贵的资源水是生命的源泉因为有了水树木才欣欣向荣世界…
-
节约用水实践活动报告
六年级一、活动目的:1、认识人对水的依赖,反思个人生活对水资源的影响;养成节约用水的习惯,积极进行节约用水的宣传活动,做一个有社会…
-
关于节约用水的调查报告
关于节约用水的调查报告1、调查背景水,孕育和维持着地球上的全部生命。正因为有了水,地球才成为茫茫宇宙中唯一的生命绿洲。水也被喻为农…
-
农村节约用水调查报告
农村节约用水调查报告高二(1)班梁桂花创意说明:水是生命之源,而现在农村人数也是一个不可忽略的庞大队伍,如果农村能做到节约用水,那…
-
节约用水调查报告
中学生用水调查报告总结一调查目的1了解人们浪费水资源的例子有哪些2提出相应的对策措施3改变人们对用水的看法让他们了解一下全球的缺水…
-
节约用水调查报告
节约用水调查报告一调查目的1了解各个地方人们浪费水资源的例子有哪些2提出节约方法3改变人们对用水的看法让他们了解一下全球的缺水量4…
-
关于节约用水的问卷调查报告
关于节约用水的问卷调查报告本组调查主要针对华航的大一年级学生,调查结果数据分析如下:(本次调查报告,共发放100份,回收97份,问…