失效模式分析(FMEA)心得报告
失效模式分析(FMEA)心得報告----報告人紀志龍
一、 FMEA導入的步驟:
1. 研究PROCESS/PRODUCT
2. BRAINSTORM可能失效模
3. 列出每一失效模式潛在結果
4. Assign嚴重度分數
5. 鑑定每一失效模式之原因
6. Assign發生度分數
7. 鑑定目前偵測失效模式
8. Assign難檢度分數
9. 計算RPN(先其風險評估)
10.決定失效模式優先順序
11.採取矯正行動
12.重新計算RPN
二、FMEA製作時機
1.原型樣品前
2.試產前
3.產品製程變異
4.製程不穩定/或能力不足
三、FEMA用途
1.是一種分析技術
2.認明產品設計或製程上可能不良模式
3.評估缺點對客戶的可能影響
4.認明缺點對客戶的可能影響
5.認明產生該不良模式之可能原因
6.認明有關之重要製程變數
7.研訂改善措施
8.建立預防管制方法
四、FMEA表格(上課實習內容、主要針對加油站的設立所產生的FEMA
並加以預防)
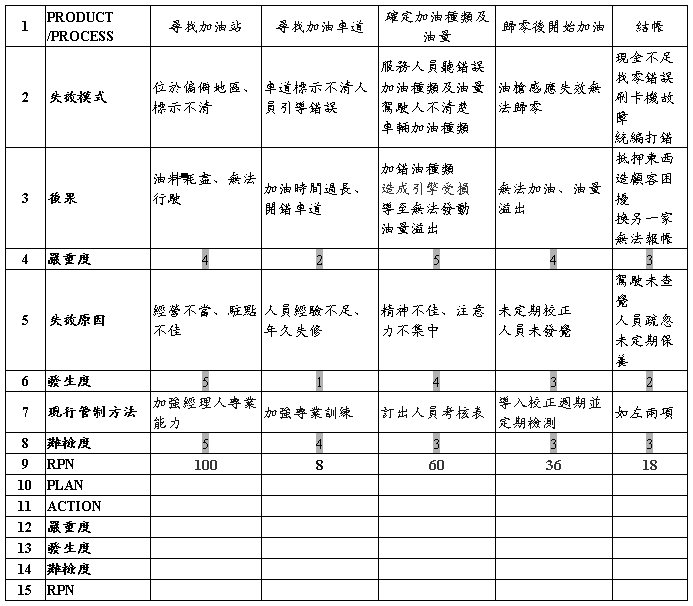
※RPN直愈大表示潛在風險愈高,第10項計畫之後也是回歸到矯正行動,一直到RPN
值降到最低為止。
五、結論
課程中談到我們可以透過RPN、製定行動方案、降低失效模式;但QS-9000認證系統可能停止運作,改由ISO/TS 16949替代,目前是台積電最早申請通過,未來所有汔車零件相關產業都會要求通過此認證,因此他們也建議若要申請QS-9000系統倒不如直接申請ISO/TS 16949,因為ISO/TS 16949是由QS-9000(APQP、SPC、MSA、PPAP、FMEA、QSA)加上生產者特定要求及歐洲VDA-VOLUMES所組成,其內容較QS-9000更完整更詳細,也由於FEMA太深還有許多地方不能詳盡敘述,可能須導入試RUN才能了解,未來公司也不排除申請ISO/TS 169469 ,若要實際導入建議須有專案專責負責人才行。--完畢。
第二篇:FMEA失效模式分析
FMEA(失效模式与影响分析)
Failure Mode and Effects Analysis
潜在失效模式与后果分析
历史
50年代初,美国第一次将FMEA思想用于一种战斗机操作系统的设计分析;
60年代中期,FMEA技术正式用于航天工业(Apollo计划);
19xx年,美国国防部颁布了FMEA的军用标准,但仅限于设计方面。 70年代末,FMEA技术开始进入汽车工业和医疗设备工业。
80年代初,进入微电子工业。
80年代中期,汽车工业开始应用过程FMEA确认其制造过程。
19xx年,美国联邦航空局发布咨询通报要求所有航空系统的设计及分析都必须使用FMEA。
19xx年,ISO-9000推荐使用FMEA提高产品和过程的设计。 19xx年,FMEA又成为QS-9000的认证要求。
编辑本段
产品分类
概要
由于产品故障可能与设计、制造过程、使用、承包商/供应商以及服务有关,因此FMEA又细分为:
DFMEA:设计FMEA
PFMEA:过程FMEA
EFMEA:设备FMEA
SFMEA:体系FMEA
其中设计FMEA和过程FMEA最为常用。
DFMEA:设计FMEA
设计FMEA(也记为d-FMEA)应在一个设计概念形成之时或之前开始,并且在产品开发各阶段中,当设计有变化或得到其他信息时及时不断地修改,并在图样加工完成之前结束。其评价与分析的对象是最终的产品以及每个与之相关的系统、子系统和零部件。需要注意的是,d-FMEA在体现设计意图的同时还应保证制造或装配能够实现设计意图。因此,虽然d-FMEA不是靠过程控制来克服设计中的缺陷,但其可以考虑制造/装配过程中技术的/客观的限制,从而为过程控制提供了良好的基础。进行d-FMEA有助于: · 设计要求与设计方案的相互权衡;
· 制造与装配要求的最初设计;
· 提高在设计/开发过程中考虑潜在故障模式及其对系统和产品影响的可能性;
· 为制定全面、有效的设计试验计划和开发项目提供更多的信息; · 建立一套改进设计和开发试验的优先控制系统; · 为将来分析研究现场情况、评价设计的更改以及开发更先进的设计提供参考。
PFMEA:过程FMEA
过程FMEA(也记为p-FMEA)应在生产工装准备之前、在过程可行性分析阶段或之前开始,而且要考虑从单个零件到总成的所有制造过程。其评价与分析的对象是所有新的部件/过程、更改过的部件/过程及应用或环境有变化的原有部件/过程。需要注意的是,虽然p-FMEA不是靠改变产品设计来克服过程缺陷,但它要考虑与计划的装配过程有关的产品设计特性参数,以便最大限度地保证产品满足用户的要求和期望。
p-FMEA一般包括下述内容:
· 确定与产品相关的过程潜在故障模式;
· 评价故障对用户的潜在影响;
· 确定潜在制造或装配过程的故障起因,确定减少故障发生或找出故障条件的过程控制变量;
· 编制潜在故障模式分级表,建立纠正措施的优选体系; · 将制造或装配过程文件化。
EFMEA:设备FMEA
有待完善
SFMEA:体系FMEA
有待完善
编辑本段
活动目的
目的
FMEA可以描述为一组系统化的活动,其目的是: 认可并评价产品/过程中的潜在失效以及该失效的后果; 确定能够消除或减少潜在失效发生机会的措施; 将全部过程形成文件.
在进行FMEA时有三种基本的情形,每一种都有其不同的范围或关注焦点:
情形1:新设计,新技术或新过程.FMEA的范围是全部设计,技术或过程. 情形2:对现有设计或过程的修改(假设对现有设计或过程已有
FMEA).FMEA的范围应集中于对设计或过程的修改,由于修改可能产生的相互影响以及现场和历史情况.
情形3:将现有的设计或过程用于新的环境,场所或应用(假设对现有设计或过程已有FMEA).FMEA的范围是新环境或场所对现有设计或过程的影响.
FMEA—8D流程的介绍
QS9000、ISO/TS16949、ISO9001、TL9000、ISO14001、OHSAS18001等管理体系中都有涉及到“预防措施”;依据“ISO9001:2000质量管理体系—基础和术语”的定义,“预防措施”是指“为消除潜在不合格或其他潜在不期望情况的原因所采取的措施”,或者简单地定义为:采取预防措施是为了防止发生。
在企业实际的管理体系运作中,虽然都会去编制一份有关“预防措施”的形成文件的程序,但真正可以达到预见性地发现较全面的潜在问题通常存在较大难度,也即:这样作业的可操作性不强;取而代之的主要是“纠正措施”;但“纠正措施”与“预防措施”的确是两个不同的概念,“纠正措施”是为了防止同样的问题再次出现所采取的措施。
为能有效地实施“预防措施”,使可能存在的潜在问题无法出现,需要一个从识别问题到控制潜在影响的管理系统,对于这一点,各企业都可能制定各自不同的方法以对应,这些方法也许都是适用的;但这里所要介绍的是一种行之有效且便于操作的制定和实施“预防措施”的方法,即:美国三大车厂(戴姆勒克莱斯特、福特、通用)制定的“潜在失效模式及后果分析”,或简称为FMEA。
FMEA于20xx年推出第三版本,该第三版本较第二版本更具备简便的可操作性。FMEA在汽车零组件生产行业已被广泛的应用,同时这也是美国三大车厂对所属供应商的强制性要求之一。并于20xx年6月推出第四版,第四版变动包括:格式更易于阅读;手册内增加的示例使人更易于理解和使用FMEA;强调FMEA过程和结果需要管理者支持、关注和评审;定义并强化对DFMEA和PFMEA的联系的理解,同时也定义和其他工具的关联;改进了严重度、发生频度、探测度的评级表;介绍了行业内目前使用的可选方法,如不再强调“标准表格”;建议不把RPN作为风险评估的首要方法。 FMEA 事实上就是一套严密的“预防措施”之识别、控制、提高的管理过程;其不仅可在汽车零组件行业可予使用,也可应用于任何期望能严格控制潜在问题出现的行业,尤其是产品(或服务)质量的好坏可能会极大
影响到顾客利益的领域;因此,FMEA能在QS9000及ISO/TS16949一类的汽车业质量管理体系中运用,其同样可应用于其他管理体系之中,而且同样可以在企业内部形成一种严密的“预防措施”系统。
设备FMEA分析管理办法
1.目的:
对设备潜在失效模式及后果 (FMEA)分析的方法作出了规定,它是一种预防性分析技术, 目的是使设备得到有针对性的预测性维护.它是提高设备可靠性的有效方法.
2.范围:
本管理办法适用于重点设备的设备潜在失效模式及后果 (FMEA)分析.
3.术语:
3.1 预见性维护:基于过程数据,通过预测可能的失效模式以避免维护问题的活动.包括设备FMEA分析,精度测试,计划更换易损件,更新报废等.
3.2 设备FMEA:基于过程数据,通过预测可能的失效模式,依据其可维修性以及安全评价影响的每一失效严重程度和原因未被发现或某一失效模式正侵袭设备的使用者的可能性,对设备进行《设备/设施失效模式及影响分析》,即对作业性的可靠性(安全,可靠性,可维修性,有效性)进行预见性分析,以避免维护问题事故原因的可能性和主要失效模式发生.
3.3 重点设备:指对产品产能,质量,环保,安全,能源起关键作用的设备.
3.4可靠性:一定条件和一定时间内完成要求功能的能力.
3.5失效:不能正常工作.
3.6可维修性:故障出现后在给定时间被修复的概率.
3.7
3.8 作用时间:主动纠正的维护时间(诊断,修理,恢复).
4,职责
4.1装备部负责确定重点设备,形成《重点设备清单》并要求生产厂其《设备台帐》上予以注明,汇总各生产厂《重点设备备件计划》,编制公司所有《重点设备的备件计划》,并予以实施.
4.2装备部负责组织各生产厂进行重点设备的FMEA分析,并依据FMEA的分析结果提报备件计划及进行预见性维护.
5.相关的ISO/TS16949:2002标准条款:
相关条款
内容
7.5.1.4
预防和预见性维护
6.作业规范:
6.1准备阶段
-收集重点设备的厂商资料,包含设备技术参数等.
-收集重点设备此前出现的故障及维修记录. -收集重点设备的日定修记录. 6.2建立FMEA分析小组 工作组由对进行FMEA有帮助的人员组成,包括但不限于: -设备维护人员 -生产设备的使用人员. -厂商维修代表(如必要). 6.3 设备FMEA 分析 6.3.1分析对象:重点设备(分类别). 6.3.2分析内容包括但不限于以下内容:
设备的功能要求,失效模式,失效后果,失效原因,现行措施,严重度,频度,探测度;
6.3.2.1失效模式:终止运行或运行不正常,达不到功能要求 -功能的完全丧失.
-功能退化,不能达到规定的性能.
-需求时无法完成其功能.
-不需求其功能时出现无意的作业.
6.3.2.2 失效原因:可能导致失效模式的最初的事件.
-某一失效模式可能有多种不同的原因引起,某一原因也可引起多种失效模式.
6.3.2.3 失效后果:
-对设备操作人员的影响;
-由该设备完成的生产停止任务;
-所制造的产品质量问题;
-人身或财产安全问题.
6.4 风险顺序数分析:
由装备部组织各生产厂的设备管理,技术及点检,维护人员,负责对重点设备进行FMEA分析,对风险特性评价,评价的结果至少要经上述人员共同评审过,方可被正式采用.具体评价规则如下:
风险顺序数的计算公式:RPN=S×O×D
S:严重度系数:后果的严重性(1-5);
O:频度系数,出现的概率(1-4);
D:不易探测度:早期发现的概率(1-4).
6.4.1严重度S:评价每一失效模式对应的后果,其依据是设备的可维修性,生产产品的质量以及安全性.
严重度
系数S
影响
选定条件 1 较小 较小的失效,对设备的使用无主要影响,修复时间TI<60 min 2 一般 一般的失效,需要短期的修理,60 min ≤ TI<480 min 3 主要 主要的失效,需长期的行动,480 min ≤TI<1440 min或影响到设备的精度,被设备的使用者注意到并在设备人员的作用下得到纠正.
4
灾难性的
严重失效,TI>=1440 min 或出现因设备精度下降产生废品. 5
安全/质量
事故可能使在故障或操作期间涉及到个人的安全问题;或不适合该生产线继续从事生产任务.
6.4.2频度O:导致事故发生的原因出现的频率,失效模式发生的频率. 频度系数O
频率
确定条件
1
实际不存在
在设备的生命周期内,失效在相似的设备中不出现,或最多只出现一次.
2
罕有的
在类似的设备或现有的设备中,失效的发生比较罕见.可能每年出现一次故障;或部件应用了新技术,在理论上可以确信避免失效,但无类似设备运行的经验.
3
偶然的
失效偶然出现,在类似的,正在运行的设备中失效是每季度出现一次. 4
频繁的
某一部件或类似的现有设备失效频繁发生,失效每月出现一次或更多.
6.4.3探测度D:失效原因未被发现的可能性,或某一失效模式正在侵袭设备而未被发现的可能性.
探测度D
分级
发现难度
选择条件
1
总发现
该手段确保总能发现最初的原因,或在设备运转过程中的失效模式所引起的大多数主要因素都可得以避免.(操作者可探测到)
2
便于发现
失效的原因或模式是可发觉的,但有一种或少数几种不能被探测到.(设备维护检修人员可探测到)
3
难于发现
失效模式或原因被发现是很困难的,或探测元件几乎不能使用.(设备专业技术工程师可探测到)
4
内部不能发现
没有任何手段可以在该失效模式发生前被探测到.(设备厂商可以检测到)
6.5 纠正措施
6.5.1采取纠正措施的条件:
6.5.1.1 风险排序,按照RPN值高的.
6.5.1.2 S ≥4 或 O=4
6.5.2纠正措施
1)在以下几个方面,从设计到操作开始对设备进行调整或要求供应商采取相应措施:
-工作条件与人身安全要求;
-可靠性; -内在的可维修性. 2)通过用户在后勤方面采取措施: -维修政策; -备用件组织; -内在的可维修性. 3)优先采用设计纠正措施,然后采用后勤纠正措施. 4)设计纠正措施优先改进可靠性,然后改进可维修性.
5)对影响可靠性的关键零件,使用条件,系统化的预防维修采取措施.
6)设计确认(计算和实验),监督,预防性维修.
7)可维修性方面,快速诊断和维修跟踪;
6.6检查
设备FMEA必须附到生产设备或者提交给维修和技术部门的设备资产文件中.
7.本办法产生的记录:
重点设备清单
重点设备的备件计划
设备潜在失效模式及后果分析表
设备潜在失效模式及后果分析表(EFMEA)
设备名称: 核心成员/部门: 设备FMEA 编号: 编制日期: 共 页 适用产品: 编制: 审核: 修订日期: 第 页 项目/功能 潜在失效模式 潜在失效后果 严重度S 级别 潜在失效的起因/机理 频度O 现行设计控制 探测度D R P N 建议措施 责任和目标完成日期 措施结果 预防 探测 采取的措施 S
O
D
R P N
编辑本段
包含内容 执行FMEA,其实并不困难,它是一种分析技术,即:在一张包括诸多要求的表单上进行分析并加以控制和应用便可达成的过程控制;美国三大车厂在《潜在失效模式及后果分析》一书中已有明确给定了这种表单的格式;该表单包含了如下主要内容:
(1)“功能要求”:填写出被分析过程(或工序)的简单说明;
(2)“潜在失效模式”:记录可能会出现的问题点;
(3)“潜在失效后果”:列出上述问题点可能会引发的不良影响;
(4)“严重度”:对上述问题点的不良影响进行评价并赋予分值(得分1~10分),分值愈高则影响愈严重;
(5)“潜在失效起因或机理”:该潜在问题点可能出现的原因或产生机理分析;
(6)“频度”:上述“起因或机理”出现的几率大小(得分1~10分),分值愈高则出现机会愈大;
(7)“现行控制”:列出目前本企业对这一潜在问题点所运用的控制方法;
(8)“探测度”:在采用“现行控制”的方法来控制时,该潜在问题可以被检查出来的难易程序(得分:1~10分),得分愈高则愈难以被检出;
(9)“风险顺序数”:将上述“严重度”、“频度”、“探测度”得分相乘所得出的结果;该数值愈大则这一潜在问题愈严重,愈应及时采取“预防措施”;
(10)“建议措施”:列出对“风险顺序数”较高之潜在问题点所制定的“预防措施”,以防止其发生;
(11)“责任及目标完成日期”:写出实施上述“预防措施”的计划案;
(12)“措施结果”:对上述“预防措施”计划案之实施状况的确认。 从上述内容项目不难看出这已经包含了处理“预防措施”之识别、控制所需的全部基本要求。
由于FMEA是一种“预防措施”,其必然是一种事先的行动;如果把FMEA当作事情发生以后再执行处置的动作,其将无法达到FMEA的真实效果,亦将把这一FMEA演变成“纠正措施”。
汽车行业产品由于存在人身安全风险及车辆召回等危机,不得不严格执行“预防措施”,其最有效的、最全面的方式也就是运用FMEA。 对于其他行业(或其他管理体系)在执行“预防措施”时,如果采用FMEA,同样将会极大降低失败的机会,事实上这亦是“预防措施”的最终目的。当然对于其他行业(或其他管理体系)而言,不一定完全按照美国三大车厂给定的“严重度”、“频度”及“探测度”之评价标准进行评分,完全可以视本企业之实际情况设定一系列类似的评价标准以执行对策作业,且在具体操作手法上也可根据实情采用适合于自身的方式,只要能达到更有效地识别、控制潜在问题的发生即可。
总之,认识、了解FMEA,并予以持续采用,将会极大地强化企业的“预防措施”效果,使“错误”、“失败”出现的可能性达到最小。
FMEA 是由美国三大汽车制造公司(戴姆勒-克莱斯勒、福特、通用)制定并广泛应用于汽车零组件生产行业的可靠性设计分析方法。其工作原理为:(1)明确潜在的失效模式,并对失效所产生的后果进行评分;(2)客观评估各种原因出现的可能性,以及当某种原因出现时企业能检测出该原因发生的可能性;(3)对各种潜在的产品和流程失效进行排序;(4)以消除产品和流程存在的问题为重点,并帮助预防问题的再次发生。
有关FMEA原理的应用主要体现在美国三大汽车制造公司制定的《潜在失效模式和后果分析》表格中。该表的内容包括:
(1)功能要求:填写被分析过程(或工序)的简要说明和工艺描述;
(2)潜在失效模式:记录可能会出现的问题点;
(3)潜在失效后果:推测问题点可能会引发的不良影响;
(4)严重度(S):评价上述失效后果并赋予分值(1-10分,不良影响愈严重分值愈高);
(5)潜在失效起因或机理:潜在问题点可能出现的原因或产生机理;
(6)频度(O):上述潜在失效起因或机理出现的几率(1-10分,出现的几率愈大分值愈高);
(7)现行控制:列出目前本企业对潜在问题点的控制方法;
(8)探测度(D):在采用现行的控制方法实施控制时,潜在问题可被查出的难易程度(1-10,查出难度愈大分值愈高);
(9)风险顺序数(RPN):严重度、频度、探测度三者得分之积,其数值愈大潜在问题愈严重,愈应及时采取预防措施;
(10)建议措施:列出“风险顺序数”较高的潜在问题点,并制定相应预防措施,以防止潜在问题的发生;
(11)责任及目标完成日期:制定实施预防措施的计划案;
(12)措施结果:对预防措施计划案实施状况的确认。
从上述内容不难看出,FMEA原理的核心是对失效模式的严重度、频度和探测进行风险评估,通过量化指标确定高风险的失效模式,并制定预防
措施加以控制,从而将风险完全消除或减小到可接受的水平。因此FMEA原理不仅适用于汽车零配件生产企业的质量管理体系,也可应用于其他类似管理体系。
D1-第一步骤:建立解决问题小组
若问题无法独立解决,通知你认为有关的人员组成团队。团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。 D2-第二步骤:描述问题
向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤:执行暂时对策
若真正原因还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。暂时对策决定后,即立刻交由团队成员带回执行。
D4-第四步骤:找出问题真正原因
找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。您第一件事是要先观察、分析、比较。列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过?或比较良品与不良品的检查结果,看看那个数据有很大的差?,尺寸?重量?电压值?CPK?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。这样的分析,可以帮助您缩小范围,越来越接近问题核心。当分析完成,列出您认为最有可能的几项,再逐一动手作些调整改变,并且观察那一些改变可使品质回复正常及影响变异的程度,进而找到问题真正的原因。这就是著名田口式方法最简单而实际的运用。
D5-第五步骤:选择永久对策
找到造成问题的主要原因后,即可开始拟出对策的方法。对策的方法也许有好几种,例如修理或更新模具。试试对可能的选择列出其优缺点,要花多少钱?多少人力?能持续多久?再对可能的方法作一最佳的选择,并且确认这样的对策方法不会产生其它副作用。
D6-第六步骤:执行及验证永久对策
当永久对策准备妥当,则可开始执行及停止暂时对策。并且对永久对策作一验证,例如观察不良率已由4000PPM降为300PPM,CPK由0.5升为
1.8等,下游工段及客户己能完全接受,不再产生问题。
D7-第七步骤:防止再发
对类似的其它生产,虽然尚未发生问题,亦需作同步改善,防止再发,即我们说的”他石攻错”。同时这样的失效,也应列入下一产品研发段的FMEA中予以验证。
D8-第八步骤:团队激励
对于努力解决问题之团队予以嘉勉,使其产生工作上的成就感,并极乐意解决下次碰到的问题。无论是产发段发现的问题,或是量产、客诉问题,若公司每年有近百项的工程问题依照8D的方式来解决,对工程人员实力的培养着实可观,成为公司重要的资产,这也是很多公司将8D制式化的原因。
8D的运用,其实不只在工程上,您工作上,生活上碰到的很多问题,不妨也用8D的逻辑来思考看看
编辑本段
设计方法
FMEA实际是一组系列化的活动,其过程包括:找出产品/过程中潜在的故障模式;根据相应的评价体系对找出的潜在故障模式进行风险量化评估;列出故障起因/机理,寻找预防或改进措施。
故障模式、影响、分析模块
其核心部分是对特定系统进行分析研究,确定怎样修改系统以提高整体可靠性,避免失效。
为了准确计算失效的危害性,在分析时,提供了系统化的处理过程,自动编制FMEA任务,包括确定所有可能失效的零部件及其失效模式,确定每一种失效模式的局部影响、下一级别的影响以及对系统的最终影响,确定失效引起的危害性,确定致命失效模式以消除或减少发生的可能性或剧烈程度。
编辑本段
功能特点
FMEA可完成以下功能
失效模式、影响分析(FMEA)
危害性分析(Critically Analysis)
功能FMEA(Functional FMEA)
破坏模式和影响分析(DMEA)
FMEA具有以下特点
丰富的故障模式数据库 完善的企业FMEA规范定制功能 自动由FMEA生成原始的FTA(故障树) 故障树分析(Fault Tree Analysis)模块 利用FTA模块,在系统设计过程当中,通过对造成系统故障的各种因素(包括硬件、软件、环境、人为因素等)进行分析,画出逻辑框图(即故障树),从而确定系统故障原因的各种可能组合方式及其发生概率以计算系统故障概率,采取相应的纠正措施,以提供系统可靠性的一种分析方法。它以图形的方式表明了系统中失效事件和其它事件之间的相互影响,是适用于大型复杂系统安全性与可靠性分析的常用的有效方法。利用FTA,用户可以简单快速地建立故障树,输入有关参数并对系统进行定性分析和定量分析,生成报告,最后打印输出。
事件树分析(Event Tree Analysis)模块
ETA是一种逻辑的演绎法,它在给定一个初因事件的情况下,分析该初因事件可能导致的各种事件序列的结果,从而定性与定量地评价系统的特性,并帮助分析人员获得正确的决策。
ETA不仅适应于多因素,多目标,而且适用于大型的复杂系统。 ETA 主要有以下功能
非常友好简便的初因事件和事件序列的定义
简单快速的事件树中事件序列的概率计算
事件树报告的生成
ETA 为用户提供的是完全图示化的界面
ETA 与其它模块完全集成,如可直接故障树中的门和事件直接联接 支持多级分支分类
可处理多个事件树
FMEA有三种类型,分别是系统FMEA、设计FMEA和工艺FMEA,本文中主要讨论工艺FMEA。
1)确定产品需要涉及的技术、能够出现的问题,包括下述各个方面: 需要设计的新系统、产品和工艺;
对现有设计和工艺的改进;
在新的应用中或新的环境下,对以前的设计和工艺的保留使用; 形成FMEA团队。
理想的FMEA团队应包括设计、生产、组装、质量控制、可靠性、服务、采购、测试以及供货方等所有有关方面的代表。
2)记录FMEA的序号、日期和更改内容,保持FMEA始终是一个根据实际情况变化的实时现场记录,
需要强调的是,FMEA文件必须包括创建和更新的日期。
3) 创建工艺流程图。
工艺流程图应按照事件的顺序和技术流程的要求而制定,实施FMEA需要工艺流程图,一般情况下工艺流程图不要
轻易变动。
4)列出所有可能的失效模式、效果和原因、以及对于每一项操作的工艺控制手段:
4.1 对于工艺流程中的每一项工艺,应确定可能发生的失效模式. 如就表面贴装工艺(SMT)而言,涉及的问题可能包括,基于工程经验的焊球控制、焊膏控制、使用的阻焊剂
(soldermask)类型、元器件的焊盘图形设计等。
4.2 对于每一种失效模式,应列出一种或多种可能的失效影响, 例如,焊球可能要影响到产品长期的可靠性,因此在可能的影响方面应该注明。
4.3 对于每一种失效模式,应列出一种或多种可能的失效原因. 例如,影响焊球的可能因素包括焊盘图形设计、焊膏湿度过大以及焊膏量控制等。
4.4 现有的工艺控制手段是基于目前使用的检测失效模式的方法,来避免一些根本的原因。
例如,现有的焊球工艺控制手段可能是自动光学检测(AOI),或者对焊膏记录良好的控制过程。
5)对事件发生的频率、严重程度和检测等级进行排序:
5.1 严重程度是评估可能的失效模式对于产品的影响,10为最严重,1为没有影响;
事件发生的频率要记录特定的失效原因和机理多长时间发生一次以及发生的几率。
如果为10,则表示几乎肯定要发生,工艺能力为0.33或者ppm大于10000。
5.2 检测等级是评估所提出的工艺控制检测失效模式的几率,列为10表 示不能检测,1表示已经通过目前工艺控
制的缺陷检测。
5.3 计算风险优先数RPN(riskprioritynumber)。
RPN是事件发生的频率、严重程度和检测等级三者乘积,用来衡量可能的工艺缺陷,以便采取可能的预防措施
减少关键的工艺变化,使工艺更加可靠。对于工艺的矫正首先应集中在那些最受关注和风险程度最高的环节。
RPN最坏的情况是1000,最好的情况是1,确定从何处着手的最好方式是利用RPN的pareto图,筛选那些累积
等级远低于80%的项目。
推荐出负责的方案以及完成日期,这些推荐方案的最终目的是降低一个或多个等级。对一些严重问题要时常
考虑拯救方案,如:
一个产品的失效模式影响具有风险等级9或10;
一个产品失效模式/原因事件发生以及严重程度很高;
一个产品具有很高的RPN值等等。
在所有的拯救措施确和实施后,允许有一个稳定时期,然后还应该对修订的事件发生的频率、严重程度和检测
等级进行重新考虑和排序。
FMEA应用
FMEA实际上意味着是事件发生之前的行为,并非事后补救。
因此要想取得最佳的效果,应该在工艺失效模式在产品中出现之前完成。产品开发的5个阶段包括:
计划和界定、设计和开发、工艺设计、预生产、大批量生产。
作为一家主要的EMS提供商,Flextronics International已经在生产工艺计划和控制中使用了FMEA管理,在产品的
早期引入FMEA管理对于生产高质量的产品,记录并不断改善工艺非常关键。对于该公司多数客户,在完全确定设计和
生产工艺后,产品即被转移到生产中心,这其中所使用的即是FMEA管理模式。
手持产品FMEA分析实例
在该新产品介绍(NPI)发布会举行之后,即可成立一个FMEA团队,包括生产总监、工艺工程师、产品工程师、测试工
程师、质量工程师、材料采购员以及项目经理,质量工程师领导该团队。FMEA首次会议的目标是加强初始生产工艺MPI
(Manufacturing Process Instruction)和测试工艺TPI(Test Process Instruction)中的质量控制点同时团队
也对产品有更深入的了解,一般首次会议期间和之后的主要任务包括:
1.工艺和生产工程师一步一步地介绍工艺流程图,每一步的工艺功能和要求都需要界定。
2.团队一起讨论并列出所有可能的失效模式、所有可能的影响、所有可能的原因以及目前每一步的工艺控制,并对这些
因素按RPN进行等级排序。例如,在屏幕印制(screen print)操作中对于错过焊膏的所有可能失效模式,现有的工艺
控制是模板设计SD(Stencil Design)、定期地清洁模板、视觉检测VI(Visual Inspection)、设备预防性维护PM
(Preventive Maintenance)和焊膏粘度检查。工艺工程师将目前所有的控制点包括在初始的MPI中,如模板设计研
究、确定模板清洁、视觉检查的频率以及焊膏控制等。
3. FMEA团队需要有针对性地按照MEA文件中的控制节点对现有的生产线进行审核,对目前的生产线的设置和其他问题进
行综合考虑。如干燥盒的位置,审核小组建议该放在微间距布局设备(Fine-pitch Placementmachine)附近,以方
便对湿度敏感的元器件进行处理。
4. FMEA的后续活动在完成NPI的大致结构之后,可以进行FMEA的后续会议。会议的内容包括把现有的工艺控制和NPI大
致结构的质量报告进行综合考虑,FMEA团队对RPN重新进行等级排序,每一个步骤首先考虑前三个主要缺陷,确定好
推荐的方案、责任和目标完成日期。
对于表面贴装工艺,首要的两个缺陷是焊球缺陷和tombstone缺陷,可将下面的解决方案推荐给工艺工程师:
对于焊球缺陷,检查模板设计(stencildesign),检查回流轮廓(reflow profile)和回流预防性维护(PM)记录;
检查屏幕印制精度以及拾取和放置(pick-and-place)机器的布局(placement)精度.
对于墓石(tombstone)缺陷,检查屏幕印制精度以及拾取和放置(pick-and-place)机器的布局(placement)精度;
检查回流方向;研究终端(termination)受污染的可能性。
工艺工程师的研究报告表明,回流温度的急速上升是焊球缺陷的主要原因,终端(termination)受污染是墓石
(tombstone)缺陷的可能原因,因此为下一个设计有效性验证测试结构建立了一个设计实验(DOE),设计实验表明
一个供应商的元器件出现墓石(tombstone)缺陷的可能性较大,因此对供应商发出进一步调查的矫正要求。
5. 对于产品的设计、应用、环境材料以及生产组装工艺作出的任何更改,在相应的FMEA文件中都必须及时更新。
FMEA更新会议在产品进行批量生产之前是一项日常的活动。 批量生产阶段的FMEA管理
作为一个工艺改进的历史性文件,FMEA被转移到生产现场以准备产品的发布。
FMEA在生产阶段的主要作用是检查FMEA文件,以在大规模生产之前对每一个控制节点进行掌握,同时审查生产线的有
效性,所有在NPI FMEA阶段未受质疑的项目都自然而然地保留到批量生产的现场。
拾取和放置(pick-and-place)机器精度是工艺审核之后的一个主要考虑因素,设备部门必须验证布局机器的Cp/Cpk,
同时进行培训以处理错误印制的电路板。FMEA团队需要密切监视第一次试生产,生产线的质量验证应该与此同时进行。
在试生产之后,FMEA需要举行一个会议核查现有的质量控制与试生产的质量报告,主要解决每一个环节的前面三个问题。
FMEA管理记录的是一个不断努力的过程和连续性的工艺改进,FMEA文件应该总是反映设计的最新状态,包括任何在生产
过程开始后进行的更改。
结语
使用FMEA管理模式在早期确定项目中的风险,可以帮助电子设备制造商提高生产能力和效率,缩短产品的面市时间。
此外通过这种模式也可使各类专家对生产工艺从各个角度进行检测,从而对生产过程进行改进。
所推荐的方案应该是正确的矫正,产生的效益相当可观。为了避免缺陷的产生,需要对工艺和设计进行更改。使用统计
学的方法对生产工艺进行研究,并不断反馈给合适的人员,确保工艺的不断改进并避免缺陷产生。
现在流行的PFMEA主要由(RPN (Risk Priority Number) )来量化各项风险. RPN是由问题可侦测性(Probability of detection),问题严重性(Severity),问题发生频率(Probability of occurrence)三项的乘积来确定
编辑本段
产品案例
手持产品FMEA分析案例
在该新产品介绍(NPI)发布会举行之后,即可成立一个FMEA团队,包括生产总监、工艺工程师、产品工程师、测试工程师、质量工程师、材料采购员以及项目经理,质量工程师领导该团队。FMEA首次会议的目标是加强初始生产工艺MPI (Manufacturing Process Instruction)和测试工艺TPI(Test Process Instruction)中的质量控制点同时团队也对产品有更深入的了解,一般首次会议期间和之后的主要任务包括:
1.工艺和生产工程师一步一步地介绍工艺流程图,每一步的工艺功能和要求都需要界定。
2.团队一起讨论并列出所有可能的失效模式、所有可能的影响、所有可能的原因以及目前每一步的工艺控制,并对这些因素按RPN进行等级排序。例如,在屏幕印制(screen print)操作中对于错过焊膏的所有可能失效模式,现有的工艺控制是模板设计SD (Stencil Design)、定期地清洁模板、视觉检测VI(Visual Inspection)、设备预防性维护PM (Preventive Maintenance)和焊膏粘度检查。工艺工程师将目前所有的控制点包括在初始的MPI中,如模板设计研究、确定模板清洁、视觉检查的频率以及焊膏控制等。
3. FMEA团队需要有针对性地按照MEA文件中的控制节点对现有的生产线进行审核,对目前的生产线的设置和其它问题进行综合考虑。如干燥盒的位置,审核小组建议该放在微间距布局设备(Fine-pitch
Placementmachine)附近,以方便对湿度敏感的元器件进行处理。
4. FMEA的后续活动在完成NPI的大致结构之后,可以进行FMEA的后续会议。会议的内容包括把现有的工艺控制和NPI大致结构的质量报告进行综合考虑,FMEA团队对RPN重新进行等级排序,每一个步骤首先考虑前三个主要缺陷,确定好推荐的方案、责任和目标完成日期。对于表面贴装工艺,首要的两个缺陷是焊球缺陷和tombstone缺陷,可将下面的解决方案推荐给工艺工程师:
对于焊球缺陷,检查模板设计(stencildesign),检查回流轮廓(reflow profile)和回流预防性维护(PM)记录;
检查屏幕印制精度以及拾取和放置(pick-and-place)机器的布局(placement)精度.
对于墓石(tombstone)缺陷,检查屏幕印制精度以及拾取和放置(pick-and-place)机器的布局(placement)精度;
检查回流方向;研究终端(termination)受污染的可能性。
工艺工程师的研究报告表明,回流温度的急速上升是焊球缺陷的主要原因,终端(termination)受污染是墓石(tombstone)缺陷的可能原因,因此为下一个设计有效性验证测试结构建立了一个设计实验(DOE),设计实验表明一个供应商的元器件出现墓石(tombstone)缺陷的可能性较大,因此对供应商发出进一步调查的矫正要求。
5. 对于产品的设计、应用、环境材料以及生产组装工艺作出的任何更改,在相应的FMEA文件中都必须及时更新。FMEA更新会议在产品进行批量生产之前是一项日常的活动。
批量生产阶段的FMEA管理作为一个工艺改进的历史性文件,FMEA被转移到生产现场以准备产品的发布。
FMEA在生产阶段的主要作用是检查FMEA文件,以在大规模生产之前对每一个控制节点进行掌握,同时审查生产线的有效性,所有在NPI FMEA阶段未受质疑的项目都自然而然地保留到批量生产的现场。
拾取和放置机器精度是工艺审核之后的一个主要考虑因素,设备部门必须验证布局机器的Cp/Cpk,同时进行培训以处理错误印制的电路板。FMEA团队需要密切监视第一次试生产,生产线的质量验证应该与此同时进行。在试生产之后,FMEA需要举行一个会议核查现有的质量控制与试生产的质量报告,主要解决每一个环节的前面三个问题。
FMEA管理记录的是一个不断努力的过程和连续性的工艺改进,FMEA文件应该总是反映设计的最新状态,包括任何在生产过程开始后进行的更改。 Process FMEA: Used to analyze transactional processes. Focus is on failure to produce intended requirement, a defect. Failure modes may stem from causes identified.
System FMEA: A specific category of Design FMEA used to analyze systems and subsystems in the early concept and design stages. Focuses on potential failure modes associated with the functionality of a system caused by design.
Design FMEA: Used to analyze component designs. Focuses on potential failure modes associated with the functionality of a component caused by design. Failure modes may be derived from causes identified in the System FMEA.
Other:
FMECA (Failure Mode, Effects, Criticality Analysis): Considers every possible failure mode and its effect on the product/service. Goes a step above FMEA and considers the criticality of the effect and actions, which must be taken to compensate for this effect. (critical = loss of life/product). A d-FMEA evaluates how a product can fail, and likelihood that the proposed design process will anticipate and prevent the problem. A p-FMEA evaluates how a process can fail, and the likelihood that the proposed control will anticipate and prevent the problem
-
失效分析报告模板
产品失效模式分析报告项目名称样品名称型号规格分析项目组编写日期产品失效模式分析报告失效分析一失效现象描述宋体小四常规单倍行距编写二…
- FEMA过程失效模式及后过分析报告
-
FEMA潜在失效模式及后果分析学习笔记
1什么是FMEAFMEA是在产品设计阶段和过程设计阶段对构成产品的子系统零件对构成过程的各个工序逐一进行根系找出所有潜在的失效模式…
-
失效模式和效果分析
失效模式和效果分析FailureModeandEffectAnalysisFMEA是一种用来确定潜在失效模式及其原因的分析方法具体…
-
DFMEA失效模式分析报告
公司设计失效模式分析DESIGNFMEA产品名称日期NAMEDATE客户产品型号CUSTOMERTYPENO公司产品EP401M潜…
- FEMA过程失效模式及后过分析报告
-
失效分析报告模板
产品失效模式分析报告项目名称样品名称型号规格分析项目组编写日期产品失效模式分析报告失效分析一失效现象描述宋体小四常规单倍行距编写二…
-
DFMEA失效模式分析报告
公司设计失效模式分析DESIGNFMEA产品名称日期NAMEDATE客户产品型号CUSTOMERTYPENO公司产品EP401M潜…
-
FEMA潜在失效模式及后果分析学习笔记
1什么是FMEAFMEA是在产品设计阶段和过程设计阶段对构成产品的子系统零件对构成过程的各个工序逐一进行根系找出所有潜在的失效模式…
-
失效模式和效果分析
失效模式和效果分析FailureModeandEffectAnalysisFMEA是一种用来确定潜在失效模式及其原因的分析方法具体…
-
FMEA心得体会
PFMEA学习心得报告很高兴公司能派我去参加发利达的“FMEA”培训,使我对很多以前有用到但没有归纳总结的知识进行了系统的学习,通…