焊接报告
冶金综合性能实验(二)

一实验目的
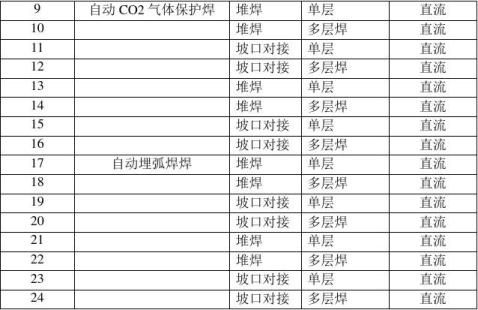
1.掌握手工电弧焊、自动CO2气体保护焊、自动埋弧焊、堆焊、坡口对接、单层焊、多层焊的焊接技术及实验方法。
2.掌握手工电弧焊、自动CO2气体保护焊、自动埋弧焊焊接接头常见的内部、外部缺陷种类及分析实验过程中焊缝形成该缺陷的原因。 3.掌握金相试样制取技术,观察焊接接头的金相组织及分析金相组织产生的原理。
4.分析相同母材在焊接方法、接头形式、焊接层数中的任一因素对焊后金相组织的影响
二实验设备及实验材料
1.实验设备
交流电弧焊机BX3-300 逆变式弧焊机WSM-315 NZA-1000型自动弧焊机
XD500S微电脑控制CO2/MAG焊接机 J3GA-400砂轮切割机 HS-BDX48砂带机 抛光机P-2A
金相显微镜XJX-1
2.实验材料
焊接试块45#钢板20*150mm*8mm、Q235钢板20*150mm*8mm 焊条J507(E5015)、J422(E4303),直径φ3.2mm 焊丝H08Mn2Siφ1.2mm,H08Aφ2.0mm
砂轮片、金相砂纸、吹风机、平板玻璃、脱脂棉、硝酸酒精等。
三实验分组

1.实验时每四人一组,严格按分工协作共同完成实验,不允一个人的干其他人不在现场的局面。
2.分析45钢或Q235钢焊接接头的金相组织时需要本组金相组织的与其他组的金相组织对比。分组时把自己的对比组找好。
3.实验过程中注意收集实验基础资料。如设备参数、材料种类、焊接参数等数据。
五实验过程及步骤
一) 实验准备
1.堆焊是在一块试板的一端起焊至另一端为止。 2.坡口对接是在两板间留2.0mm间隙后进行点固,呈I型坡口,再由一端起焊至另一端为止。
3.单层焊是在试块上只焊一层。
4.多层焊是在试块上焊三到五层以上。
5.手弧焊时,焊45钢用J507φ3.2焊条,采用直流焊机;焊Q235用J422φ3.2焊条,采用交流焊机。焊接电流150A左右焊接。
6.自动CO2气体保护焊时采用180-220A,电压30-45V,气体流量10L/min。 7.自动埋弧焊时采用焊接电流150-200A,焊接电压40V,小车速度适中。 二) 安全注意事项
1.注意防止弧光烧伤,飞溅烫伤,穿戴好劳保防护用品。
2.焊接完毕的试样,要用鲤鱼钳夹持,空冷到室温后,才能用手拿,以免烫伤
3.使用砂轮切割机,要用右手握切割机手柄,切割时向下均匀施力。其他人不要站在砂轮机刀片旋转切线方向。
4.粗磨试样一定要用手拿紧打磨,随时沾水冷却试样。不允许戴手套或用钳子夹持试样打磨。
三) 实验步骤
1.第一次实验
1).在教师指导下按小组熟练掌握手工电弧焊、自动CO2气体保护焊、自动埋弧焊机的使用方法和堆焊、坡口对接、单层单道焊、多层多道焊的焊接技术。
2).通过训练在教师指导下按不同焊接工艺参数各焊接出一套合格焊接接头。必须仔细记录使用的设备型号、焊接参数、焊后试样表面焊接缺陷的种类及数量,仔细观察分析产生该缺陷的原因。
3).把本组的试样做好记号,自然冷却后等待切割。
2.第二次实验
1).在教师指导下,熟练掌握砂轮切割机、砂轮机、砂带机的使用方法及安全注意事项。
2).先用砂轮机将焊接接头切割成小试样后,用砂轮机粗磨,指导教师检查合格后,将试样保存好,以备下次使用。
3).仔细检查并记录试样内部焊接缺陷种类及数量,简要分析产生内部缺陷的原因。
3.第三次实验
1).将预磨好的试样在教师指导下用金相砂纸上精磨腐蚀抛光。并熟练掌握金相显微镜的使用方法后,放在金相显微镜下观察。
2).观察焊缝焊区、熔合区、热影响区及母材的金相组织,并拍照保存,注意观察和分析焊缝组织产生的原理。
3).要求从母材、焊接方法、焊接层数、接头形式等几方面来分析本组焊后金相组织。
五实验思考题
1.检查焊件外部缺陷,记录下来;切割打磨后检查焊件内部缺陷;简要分析实验时形成外部、内部缺陷的原因。
2.分析45钢或Q235钢焊接接头的金相组织。
3.分析相同母材在焊接方法、接头形式、焊接层数中的任一因素对焊后金相组织的影响。
六实验预习要点
1.查阅焊缝常见缺陷及形成原因。
2.查阅45钢与Q235钢的焊接性。
3.查阅焊接接头质量的一般影响因素。
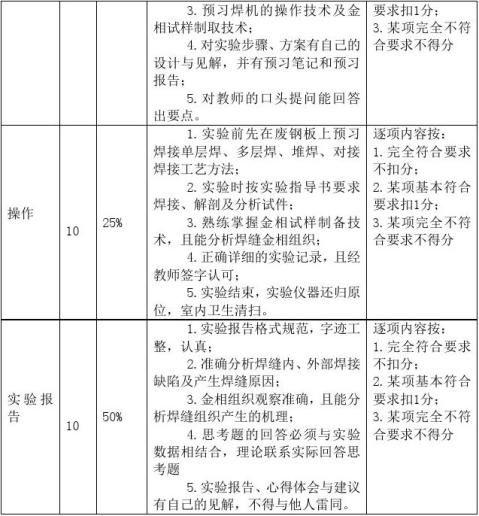
评分标准

第二篇:环焊接报告
两种焊接顺序下环缝焊接
工艺过程模拟
大赛名称:热加工过程的计算机仿真
指导教师:徐荣正
组 长: 崔少华
组 员: 曹 航
于恒星
章 斌
沈阳航空航天大学材料科学与工程学院
20xx年12月20日
一、 项目工艺过程简介
名 称:两种焊接顺序下环缝焊接工艺过程模拟
以及用途:长输管道以其安全、经济的特点在能源输送过程中起着十分重要的作用。国内外绝大多数石油、天然气都是通过管道运输的。随着我国西气东输管道的完工,中哈天然气输气管道的开工;及中俄、中土天然气管道设计方案的确定,在未来,管道焊接与修复将成为一项很重要的工作。
图1 导叶焊接前的装配
为了控制焊接温度和变形,采用小的焊接工艺参数,即小电流、小电压和低的焊接速度。预热坡口两侧温度为50~70℃;焊接规范见表1 。
-
焊接报告【套表】
焊接报告套表表1焊接工艺评定报告目录表2焊接工艺评定报告表3焊接工艺评定指导书表4焊接工艺评定记录表表5焊接工艺评定检验结果
-
焊接技术报告
目录一焊接工具与材料111电烙铁1111电烙铁类型1112电烙铁的选择2113电烙铁的使用212焊料与焊剂3121焊料3122焊剂…
-
焊接实验报告
2材料工程焊接方向实验报告任课教师姓名学号班级所在院系材料科学与技术学院201年月1实验一焊条设计及制备工艺实验一实验目的1了解焊…
-
电路焊接实训报告
电路焊接实训报告班级学号姓名指导教师成绩一实习时间20xx年12月15日20xx年12月17日1二实习地点沈阳理工大学应用技术学院…
-
焊接专业实习报告
中国石油大学专业实习报告姓名学号专业班级指导老师20xx年6月29日一实习目的电弧焊是用手工操纵焊条进行焊接工作的可以进行平焊立焊…
-
焊接操作实训报告1
焊接实操实训报告学院系别:机电工程学院专业班级学生学号:指导老师:?设计时间:焊接实操实训报告一、实训目的与要求:1.掌握焊接的…
-
焊接实习报告
实习报告时间过得真快,一周的实习很快就过去了,在这次实习中,我理解了实践的重要性,理论无论多么熟悉,但是缺乏实践是行不通的。这次实…
-
焊接专业实习报告
专业实习报告学生姓名:ww学号:ww专业班级:www20xx年x月专业实习地点:专业实习目的:是学生将理论知识同生产实践相结合的有…
-
焊接实训报告
手工电弧焊实习报告一、实习目的:焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产…
-
焊接实习报告答案(20xx年3月修订版)
一、焊条电弧焊,填空回答以下问题1、写出右边焊条电弧焊示意图中标号的名称2、焊接实习时,平焊对接接头焊接练习所用材料是板厚为3mm…