液相色谱仪流动相有效期质量风险评估报告
液相色谱仪流动相有效期质量风险评估报告
1. 概述
流动相在有效期内质量稳定可靠,才能确保检验数据准确、可靠。而各品种项下的流动相配制方法不同所以其有效期应根据品种分别进行验证并采取相应预防措施。
2. 评估范围
包括pH、各个时间点的图谱与0天的图谱进行比较是否保持一致。
质量评估小组成员:QC经理、仪测组长、验证管理员、设备动力部经理、QA经理等。
3. 评估标准
3.1. 我们从下述几个方面进行评估,并确定相应的标准,根据评估结果决定是否采取预防措施,以减小质量风险,防止质量事故的发生。

3.2. 严重性

备注:顾客指下工序或消费者。
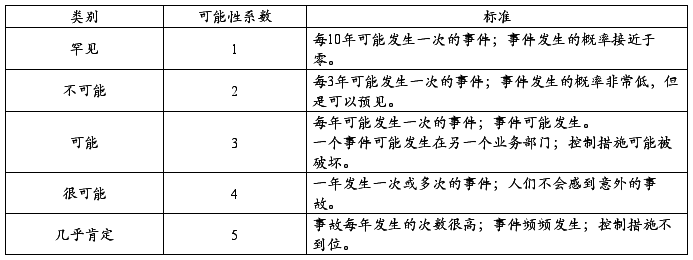
3.3. 可能性(概率)

4. 风险评估
4.1. 表一、液相色谱仪流动相有效期质量风险评估报告
4.2. 表二、液相色谱仪流动相有效期质量风险措施执行情况及风险回顾表
表一、液相色谱仪流动相有效期质量风险评估报告

质量评估小组: 评估日期: 年 月 日
质量受权人批准: 批准日期: 年 月 日
表二、液相色谱仪流动相有效期质量风险措施执行情况及风险回顾表

第二篇:多产品共用质量风险评估报告
质量风险评估报告
—对液体制剂车间厂房、
生产设施和设备
多产品共用的评估
编号:QR1303-02
江苏聚荣制药集团有限公司
厂房、生产设施和设备多产品共用可行性
风险评估报告目录
1、质量风险管理概述
2、风险评估小组
3、风险评估目的
4、评估流程
5、风险等级评估方法(FMEA)说明
6、支持性文件
7、风险评估实施
8、风险评估结论
1、质量风险管理概述
1.1《药品生产质量管理规范》所控制的目标就是基于质量风险的控制,通过对过程风险分析这一工具来“设计质量”,避免质量问题出现。
1.2质量风险管理是通过掌握足够的知识、事实、数据后,前瞻性地推断未来可能会发生的事件,通过风险控制,避免危害发生。
1.3有效的质量风险管理可以对可能发生的失败有更好的计划和对策,便于对生产过程中有更多的了解,可以有效的识别对关键生产过程参数,帮助管理者进行战略决策。
1.4定义:
1.4.1 风险:是危害发生的可能性及其危害程度的综合体。
1.4.2 风险管理:即系统性的应用管理方针、程序实现对目标任务的风险分析、评价和控制。
1.4.3 风险分析:即运用有用的信息和工具,对危险进行识别、评价。
1.4.4 风险控制:即制定减小风险的计划和对风险减少计划的执行,及执行后结果的评价。
1.4.5 高风险水平:此为不可接受风险。必须尽快采用控制措施,通过提高可检测性及/或降低风险产生的可能性来降低最终风险水平。验证应首先集中于确认已采用控制措施且持续执行。
1.4.6 中等风险水平:此风险要求采用控制措施,通过提高可检测性及/或降低风险产生的可能性来降低最终风险水平。所采用的措施可以是规程或技术措施,但均应经过验证。
1.4.7 低风险水平:此风险水平为可接受,无需采用额外的控制措施。
1.5质量风险管理的特点是很重要,识别、分析和评价很困难且不准确,相对于获得精确的答案,全面的考量,选用足够知识和判断力的人员进行有效的管理主要风险更为重要。
1.6描述质量风险的评估目标和方法,对质量风险的评估应该基于科学性和实验,与保护使用者相关联。
1.7质量风险管理应用范围很广,可以贯穿于质量和生产的各个方面,包含多种方法和适应性。
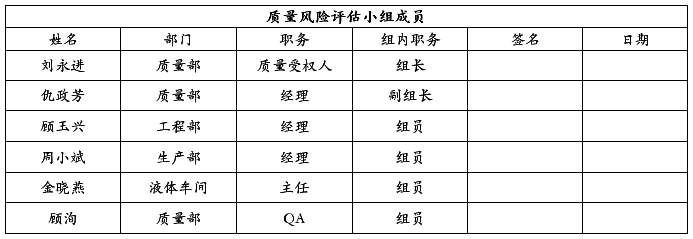
2、风险评估小组
质量风险评估小组成立说明:本次质量风险评估项目为“确定厂房、生产设施和设备多产品公用的可行性”,因此选择的成员的资质应对该项目有相适应的科学知识及经验,为此特确定以下人员为本次质量风险评估小组成员:
3、风险评估目的
3.1评估厂房、生产设施和设备多产品共用的可行性;
3.2提出降低预防污染与交叉污染措施实施过程中可能发生质量风险的措施;
3.3根据风险评估的结果确定的验证活动范围及深度。
4、评估流程
4.1列出公司在厂房、生产设施和设备采取的防止污染与交叉污染、防止混淆与差错的措施;
4.2对各项措施进行风险等级评估:本次进行风险评估所用的方法遵循FMEA技术(失效模式与影响分析);
4.3提出预防质量风险发生的措施,以及根据风险评估的结果确定的验证活动范围及深度。
5、风险等级评估方法(FMEA)说明
5.1进行风险评估所用的方法遵循FMEA 技术(失效模式与影响分析),它包括以下几点:
5.1.1 风险确认:可能影响产品质量、产量、工艺操作或数据完整性的风险。
5.1.2 风险判定:包括评估先前确认风险的后果,其基础建立在严重程度、可能性及可检测性上。
5.1.3严重程度(S):主要针对可能危害产品质量数据完整性的影响。严重程度分为五个等级:

5.1.4可能性程度(P):测定风险产生的可能性。工艺/操作复杂性知识或小组提
供的其他目标数据,可获得可能型的数值。为建立统一基线,建立以下等级:
5.1.5可检测性(D):在潜在风险造成危害前,检测发现的可能性,定义如下:

风险主要由三个因素组成:伤害的严重性、风险发生几率、检出伤害的能力。
风险优先度RPN(风险指数)=严重性×发生频率×可测量性,风险指数数值越高说明该风险的优先度越高。
RPN﹤16为低风险水平,风险可接受无需采取额外的控制措施;
16≤RPN ﹤24为中等风险水平,可根据风险的严重性确定是否需采取控制措施;
RPN≥24为高风险水平,风险不可接受,必须尽快采用控制措施,通过提高可检测性及降低风险产生的可能性来降低最终风险水平。验证应先集中于确认已采用控制措施且持续执行。
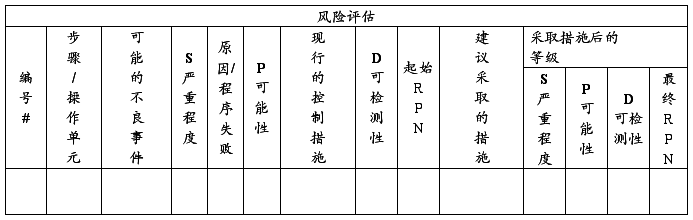
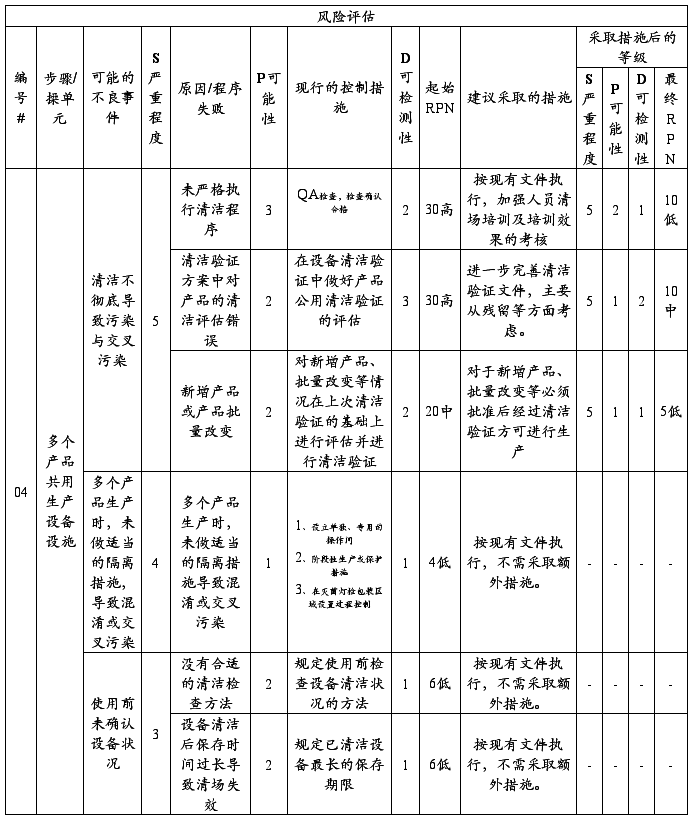
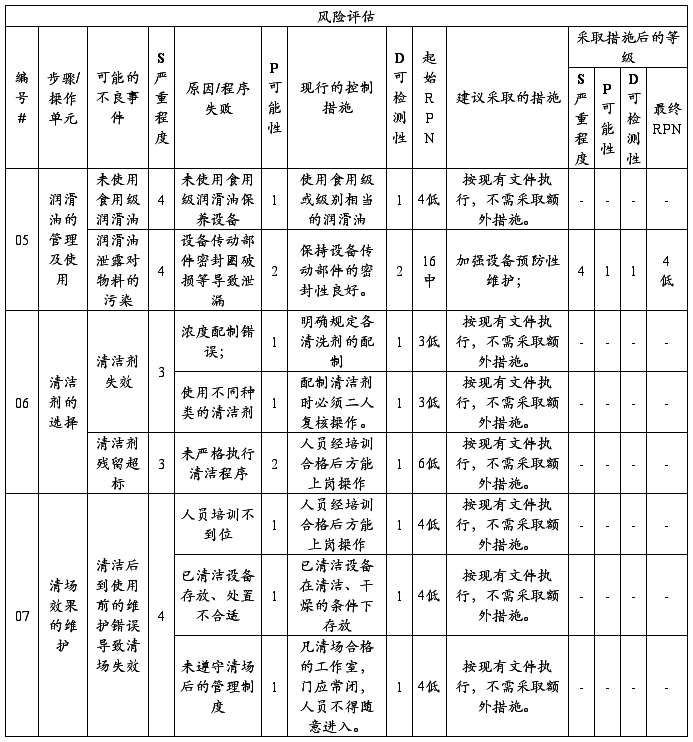
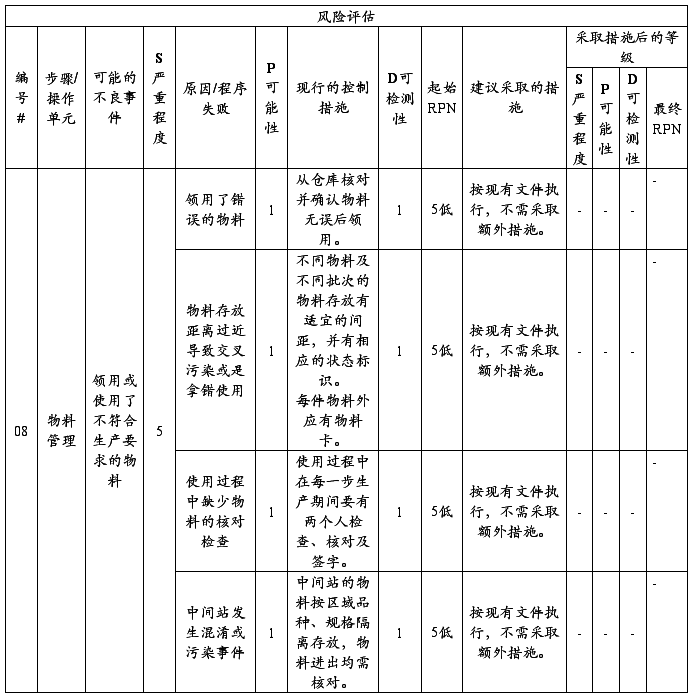
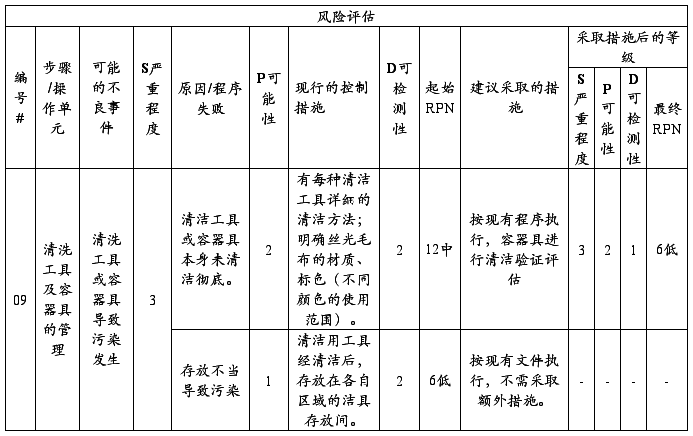
5.2风险评估表
6、支持性文件

7、风险评估实施
7.1公司厂房、生产设施和设备多产品共用情况说明:
本公司液体制剂目前共有18个注册产品,目前生产10个产品。一个剂型,多个产品共用厂房有配料间、灌封间,灭菌间,灯检间、包装间;
一个剂型多个产品共用的设备有配料罐、板框过滤器、灌封机、灭菌器、包装机;
7.2公司采取的防止污染与交叉污染、防止混淆与差错的措施:
7.2.1车间各生产工序在生产结束、更换品种、规格或批号前,应彻底清理及检查生产场所,每次设备检修或房间清场失效后也应清场,操作间内无前次产品的遗留物,设备无油垢。
7.2.2顶面、侧壁、地面、回风口、水池、地漏、货架,操作台,品名架,洁具架,中间控制所用仪器仪表外表等无积灰,无积尘。
7.2.3使用的工具、容器、衡器清洁无异物,无前次产品的遗留物。
7.2.4包装工序换品种、规格或批号前,多余的标签、说明书及包装材料等应全部按规定处理。
7.2.5室内不得存放与生产无关的杂物,各工序的生产废弃物按规定处理好,并整理好生产记录。
7.2.6更换品种时应彻底清洗设备、工具、顶棚、除尘罩、墙壁、门窗及地面等。
7.2.7凡清场合格的房间,门应常闭,人员不得随意进入。
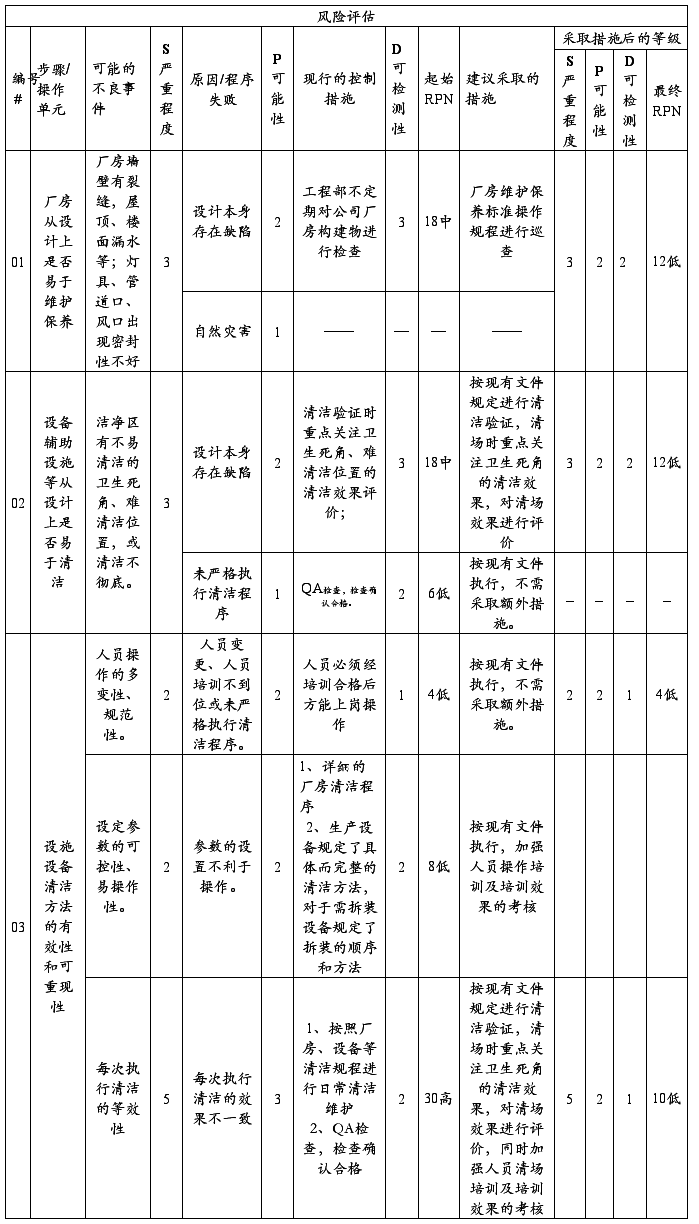
7.3评估要点
7.3.1 厂房从设计上是否易于维护、保养。
7.3.2设备、辅助设施等从设计上是否易于清洁。
7.3.3多个产品共用生产设备、设施:主要考虑清洗后的残留等方面。
7.3.4清洁剂的选择:对产品的适用性,以及清洁后的残留。
7.3.5设备清洁的有效性:人员操作的多变性,设定参数的可控性、易操作性、规范性、每次执行清洁的等效性等方面;
7.3.6 如何确保清场的效果。
7.4风险评估实施内容:
8、风险评估结论
经质量风险评估小组成员共同对以上所列13个项目进行风险评估后,可确认目前我公司采取的防止污染和交叉污染、防止混淆与差错的措施适用于公司日常生产操作,可以确定我公司生产车间的厂房、生产设施和设备用于多产品的生产是可行的。
同时应注意以下几点:
8.1在日常工作中要加强对员工的培训与管理,树立严格按照操作规程操作的意识与行为,做到有效的清洁与清洁状态维护。
8.2在清洁验证工作中,应做好清洁验证中清洁效果的有效性及可行性确认工作,尤其对于新增产品、批量改变产品、设备变更等重要情况要做好质量风险评估以确定验证内容的范围及深度。
此后应每年进行质量风险再评估,以确定在新的情况下厂房、生产设施和设备多产品共用的可行性,重点放在检查防止污染和交叉污染、防止混淆与差错的措施并评估其适用性和有效性上。
评价人: 日期:
批准人: 日期:
-
注册证有效期内产品质量的总结报告、临床应用情况总结报告、不良事件情况的总结报告.docx
有效期内总结报告一、产品质量跟踪总结1、产品的质量控制措施以及内部审核情况***生产的*****测定试剂盒(***)(以下简称**…
-
安全检查评估报告
20xx年第1季度安全检查评估报告根据集团公司20xx年安全环保保卫工作安排,按照公司安全、环保目标考核细则,自6月x日至7月x日…
-
实验小学消防安全大排查评估报告
实验小学消防安全大排查评估报告为做好学校消防安全工作,加强全体师生的防火意识,我校学校安全领导小组在第一时间对消防安全大检查工作做…
-
20xxGSP质量风险排查与评估报告
质量风险评估报告重庆药业有限公司二一四年五月质量控制风险评估报告为有效加强药品质量管理降低药品在经营环节中出现的安全事件的风险更好…
-
横垛初中消防安全大排查评估报告
横垛初中消防安全大排查评估报告泰兴市横垛初级中学二一五年十一月十日为做好学校消防安全工作加强全体师生的防火意识大力整治各类火灾隐患…