迎检互查报告—机泵及润滑管理
20##年设备迎检互查报告
——机泵及润滑管理
检查人员:
检查时间:20##年3月16日至20##年3月17日
受检部门:一车间、二车间、三车间、五车间、动力车间及载体车间
检查依据:《中国石化设备检查细则》(催化剂分册)20##年2月版
检查内容:机泵及润滑管理
检查项目:1、机泵运行管理
2、机泵现场管理
3、机泵检修及档案管理
4、机泵润滑管理
检查报告:
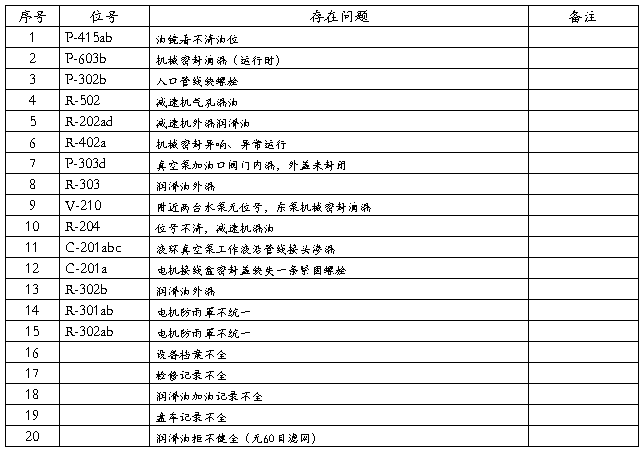
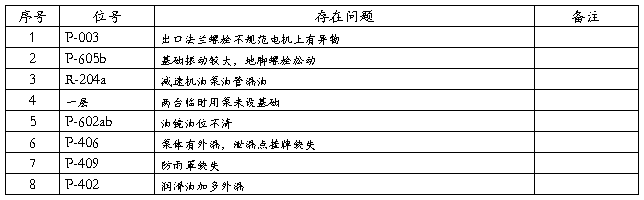
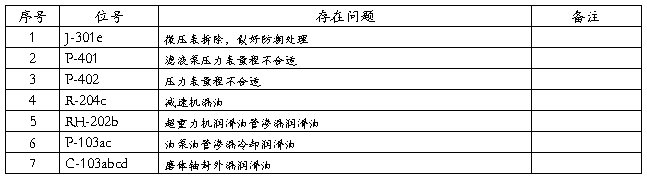
按照机动工程部安排,依据《中国石化设备检查细则》对公司内各车间所管辖的机泵及其润滑管理情况进行了检查。检查工作在3月16日早上9点开始,17日上午11点30分结束,包括载体车间在内受检单位共6个车间。通过检查总体发现,各车间为迎接设备大检查做了大量的工作:台帐工作完成得非常好,机泵技术档案资料齐全,管理制度健全;现场方面,设备包机制基本落实,设备卫生普遍较好,机泵管理基本规范,各车间均有亮点,其中:一车间机泵最多且使用年限较长,腐蚀相对严重,但机泵卫生较好;二车间运转泵类无一渗漏;三车间运转泵类擦拭非常干净,且油镜十分清晰,润滑工作到位;五车间机泵较少,但卫生十分突出,喷涂装置尤为突出;动力车间大多为大型机组且较为分散,但管理十分到位。在检查中发现各车间成绩的同时,也发现了一些存在问题,其中有共性的,也有个别的。本次检查中共发现问题项70项(见附表),多发现于现场管理,如:釜用立式减速机下轴封漏油,减速机油位视窗不清晰等问题,这些问题在各个车间都有存在。
1、机泵运行管理
在机泵运行管理检查中,各车间的机泵运行工艺参数符合工艺操作规程,未发现机泵发生抽空现象,其电机的电流大部分都在额定范围之内,只有动力车间使用的盐水屏蔽泵自带的运行平稳指针不在绿区,属非正常状态。
公司级关键机泵只有动力车间存在,未发现因设备故障跳机现象。
在运转情况方面,各车间设备的振动、温度、及杂音的参数未发现异常现象。机泵轴封的泄漏在各车间都发现未及时挂牌或挂牌缺失的现象,在此提醒各相关负责人加强管理。
2、机泵现场管理
在机泵现场规范化管理检查过程中发现基础固定不牢固,有相对振动现象。设备底座断裂,与水泥基础分离现象。以及临时机泵在使用时,但未做设备固定。机泵设备进出口管线连接螺栓不规范等问题的存在,影响了机泵现场管理的规范化。
压力表、液位计、温度计效验周期明确,联轴器护罩齐全。 备用设备的盘车记录齐全清晰,且盘车线位置准确。
3、机泵检修及档案管理
在机泵检修及档案管理的检查中,大部分车间的设备技术档案比较齐全,可以看出随时在更新,并且易损件统计较齐全。
关键机泵大修记录清楚,并有大修方案,且审批手续齐全。
4、机泵润滑管理
在机泵润滑检查过程中,各车间的润滑“五定表”比较明确,并且根据各车间的润滑情况的特点全部制订了手写的润滑记录。但各车间记录形式不同,有的只在更换时记录,日常补加时不记录,希望机动工程部统一润滑记录表格,统一进行润滑管理。
润滑现场管理检查过程中,少数车间操作人员不知道该岗位使用的润滑油牌号及润滑油名称。
润滑油、润滑脂的质量符合要求,但是由于设备原因导致部分机泵轴封渗油。并且很多设备在刷漆时没有做相应的防护,油镜被油漆覆盖,致使无法看清油位的准确位置。今后进行设备刷漆时做好视镜、液位计及压力表的防护工作。
润滑油管理基本符合要求,各车间都配备了加油柜,基本能够按照三级过滤管理使用,但不够规范,且缺失滤网目数标识。
综上所述,各车间对于机泵及润滑管理的工作比较认真,相关的档案、资料、记录都在不断的完善和健全,逐步的走入条理化,正规化,规范化,随着相关管理人员业务水平的不断提高,宝贵经验的不断积累,设备管理工作将会进一步取得好成绩,同时,由于设备管理人员相对较少,导致车间在设备管理工作中还存在着或多或少的问题,这也是我们在今后需要努力的方向。
由于本次检查时间十分有限,无法涉及到机泵的全面工作,不可能完全反映各受检部门的实际问题,因此只对所检查到的方面予以负责,另外受专业知识的限制,也可能存在提出的问题并不完全正确。感谢各受检部门的大力支持与配合。谢谢!
机泵检查组
20##-3-17
附表:
一车间机泵互查情况

二车间机泵互查情况
三车间机泵互查情况
五车间机泵互查情况

动力车间机泵互查情况

载体车间机泵互查情况
第二篇:机泵改造报告
“应用化工技术”专业《毕业设计》
氯乙烯分厂机泵及其管线改造
工艺分析报告
姓名:
学号:年级:
指导教师: 。。
时间: 。 年 。 月 。 日
应用化工技术专业(毕业设计)技术报告
目录
一.摘要、关键词······················································3
二.工艺分析报告 ··················································4
1、引言·····························································4
2、 机泵管线改造的作用和意义········································4
2.1 减少排放,稳定生产··········································4
2.1.1 P202A/B进出口管线改造··································4
2.1.2 增加氯化氢塔回流泵·····································5
2.2 保护设备····················································7
2.3 节约干燥时间,节省成本······································8
2.4 冬季防冻····················································9
三.结束语··························································10
四.参考文献························································10
2
应用化工技术专业(毕业设计)技术报告
论氯乙烯分厂机泵及其管线改造的意义
摘 要
机泵在化工生产中的作用和重要性不言而喻,氯乙烯分厂对泵的进出口管线进行了更改,还增加了新的机泵以满足实际生产需要。本文就此类改造所起作用的不同分几个方面简单介绍
关键词: 氯乙烯 机泵 改造 意义
3
应用化工技术专业(毕业设计)技术报告
工 艺 分 析 报 告
1. 引言
氯乙烯分厂自19xx年一期装置开车之后,又陆续上马了二期和三期装置,生产能力达到了50万吨VCM/年。由于生产装置越来越大,面临的生产问题也越来越多。因此,我们对部分机泵进出口管线进行了改造,还在局部工艺点新增加了机泵。这些改造对减少化学品排放、稳定生产,保护设备,节约开车干燥时间,冬季防冻等方面起到了重要作用。以下从这几方面的作用举例介绍。
2. 机泵管线改造的作用和意义
2.1 减少排放,稳定生产
2.1.1 P202A/B进出口管线改造
我们在20xx年对一期P202A/B进出口管线进行了改造,解决了200单元开停车过程中存在一些问题。改造前的问题是:
1.氯乙烯装置200单元停车期间,裂解系统压力降低,氯化氢塔进料泵P202的压力不足以把物料打入氯化氢塔T202中。但此时裂解系统中仍残余大量氯化氢和VCM单体需要置换。如果此时将P202泵出料切去100单元水洗系统,大量氯化氢和VCM单体将会随进料一起进入轻组分塔T102,造成T102塔压波动,严重时甚至造成T102塔出料不合格。VCM单体还随T102塔尾排排放到大气中,造成环境污染。
4
应用化工技术专业(毕业设计)技术报告
2.氯乙烯装置200单元开车期间,裂解炉中裂解反应缓慢发生,裂解系统中的氯化氢和VCM单体逐渐增加。此时如果不把P202泵出料及时切入T202塔而仍去水洗系统,仍会造成T102波动,和VCM单体外排。但此时P202泵出口压力不足以把物料打入氯化氢塔T202中。
鉴于以上两个问题,经我们研究探讨,分厂决定把P202A/B泵串联使用,即将P202A泵出口与P202B泵入口相连,在开、停车期间两泵同开,P202B泵的出口压力足以将物料打入T202塔中。此项改造不仅避免了VCM单体外排造成浪费和环境污染,又降低了T102的波动风险。一期改造后在生产中取得了良好的效果,二期和三期也先后做了改造。三期流程示意图如下:
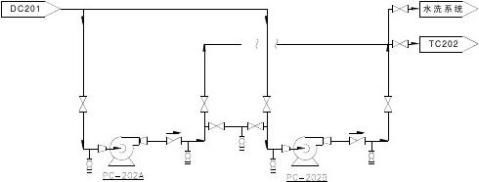
PC202A/B接力泵示意图
DC201二级回流罐PC202A/B氯化氢塔进料泵 TC202氯化氢塔
2.1.2 增加氯化氢塔回流泵
氯化氢塔T202的塔顶回流是靠塔顶深冷器E204提供的。如图所示:
5
应用化工技术专业(毕业设计)技术报告
T202塔顶重力回流示意图
液相氯化氢E204:塔顶冷却器
T202:氯化氢塔
V204:液相氯化氢储罐
氯化氢重力回流
塔顶气相氯化氢被氟利昂冷却器E204冷却为液相,其中一部分采出 至液相氯化氢储罐V204,一部分靠重力重新进入T202塔作为塔顶回流。由于机械故障、电力供应中断等原因造成冷冻机掉闸时,E204的氟利昂供应中断,极易造成T202塔顶回流丧失,塔顶压力蹿升,给生产带来不安全因素。分厂技术人员经过攻关,决定新增加两台塔顶回流泵P206A/B为塔进行强制回流,取消原来的重力回流。塔顶液相氯化氢全部采入V204,用P206泵打V204中的液相氯化氢为T202塔提供回流。此改造实施后即使冷冻机掉闸后T202塔的回流液依然能够保证,塔压增长速度缓慢,为冷冻机再次开启赢得时间。改造后的流程示意图如下:
6
应用化工技术专业(毕业设计)技术报告
T202塔顶强制回流示意图
液相氯化氢E204:塔顶冷却器
T202:氯化氢塔
V204:液相氯化氢储罐
P206:氯化氢塔回流泵
氯化氢强制回流
V204
2.2 保护设备
氯乙烯分厂二期氧氯化单元石墨换热器EB304在装置区框架顶楼,距离地面21.5米。循环水泵掉闸后EB304内循环水供给将立即丧失,EB304温度急剧增加。由于石墨换热器抗温度激变能力差,易脆裂,循环水泵掉闸后EB304很容易损坏。从20xx年8月氯乙烯二期氧氯化单元开车到20xx年3月,EB304因循环水泵掉闸发生四次损坏事故,造成了巨大的经济损失。在20xx年9月11日发生的循环水泵掉闸事故中,循环水压力在两分钟之内由原来的0.35MPa下降至0.1MPa,EB304出口温度由原来的75℃迅速涨至85℃。EB304在此次事故中损坏,直接经济损失达100万元。我分厂技术力量经过攻关,决定为EB304配备两台循环水接力泵PB302A/B。此泵入口连接在装置区内循环水总管上,出口连接在EB304循环水进水上。此泵正常情况下处于停止状态,当循环水泵单台掉闸时,此泵会自动开启单独为 7
应用化工技术专业(毕业设计)技术报告
EB304提供循环水。PB302投入使用之后,取得了良好的使用效果。在20xx年6月3日 及20xx年7月2日,分别发生了A线循环水泵掉闸事故,由于PB302B成功自动开启,EB304的循环水供给得以保证,避免了EB304的损坏和氧氯化单元的停车。
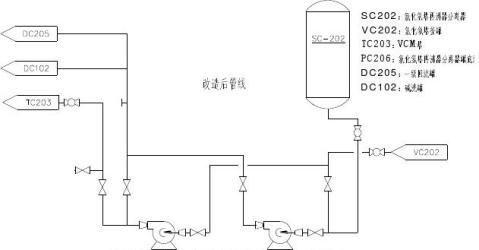
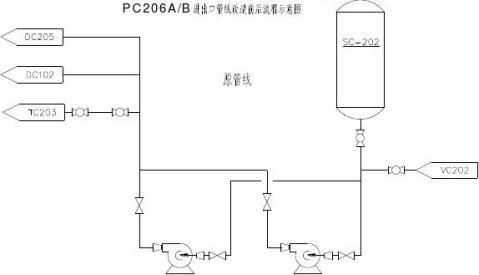
2.3 节约干燥时间,节省成本
PC206泵在200单元干燥过程中需要分别打SC202和VC202中的物料去DC205和TC203。由于泵的进出口为公用管线,PC206泵只能打其中一个罐的物料,而不能同时打两个罐的物料分别去DC205和TC203。在干燥过程中需要经常切换管线阀门,以分别干燥两个系统,势必延长了干燥时间。经过泵进出口管线的改造,这个问题得以解决。在干燥过程中用PC206A泵打SC202中的物料去DC205,同时用PC206B泵打VC202中的物料去TC203塔。改造前后流程示意图如下所示: 8
应用化工技术专业(毕业设计)技术报告
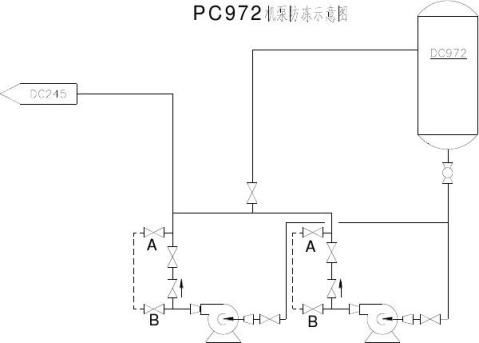
2.4 冬季防冻
9
应用化工技术专业(毕业设计)技术报告
DC972DC245PC972A/B
3. 结束语
机泵作为化工生产中必不可少的设备为安全、稳定生产发挥着巨大作用。如何更好地发挥机泵的作用使之服务于生产是摆在我们技术工人面前的重要课题。本文就氯乙烯分厂关于机泵改造方面的实践做了简单的介绍,希望能抛砖引玉,为其他分厂类似问题起一定的借鉴作用。
参考文献:
[1]陈乃祥,吴玉林.离心泵[M].北京:机械工业出版社,2005,10,8.
[2]黄禹忠,诸林,何红梅.离心泵的调节方式与能耗分析[J].化工设备与管道,2003,40(6):29-31
10



-
合同管理自查报告
合同管理工作是企业的一项重要管理内容,在市场经济日益发达的现代社会,企业的“重合同、守信用”已成为企业在市场竞争中不可或缺的重要标…
-
合同管理检查工作总结
郭坑工修厂关于20xx年度合同管理工作年终总结一年来在天河总公司经营开发部和工厂领导的正确领导下我厂的合同管理工作以多元中心法律事…
-
合同专项检查报告
集团合同管理及履行情况专项检查报告为贯彻执行南京市集团系统企业合同管理及履行情况专项检查方案的要求集团法务部于20xx年3月26日…
-
20xx年度公司合同管理自查报告
20年度公司合同管理自查报告合同管理工作是企业的一项重要管理内容在市场经济日益发达的现代社会企业的重合同守信用已成为企业在市场竞争…
-
20xx年度公司合同管理自查报告
20xx年度二连市蒙高水泥有限公司合同管理自查报告合同管理工作是企业的一项重要管理内容在市场经济日益发达的现代社会企业的重合同守信…
-
石化润滑油厂见习报告
化工10级认识实习报告班级:化工10-3姓名:郑日云学号:10014020347为了使我们学到相关的润滑油的加工流程和工艺,20x…
-
攻丝机油配方检测报告
攻丝机油配方检测报告【出于对客户的尊重及隐私保密,文中案例所涉及公司名称及油品牌号全部隐去】摘要:工艺分析;各种攻丝油的数据对比;…
-
润滑油检测机构-润滑油检测国家通用标准
国联质检油品检测中心润滑油检测机构润滑油检测国家通用标准本标准由国联质检油品检测中心发布代表目前国内应用最广泛最权威专业的润滑油检…
-
润滑油检测项目 润滑油检测标准
润滑油检测项目润滑油检测标准东标能源检测中心润滑油检测项目有外观色度密度粘度粘度指数闪点凝点倾点酸碱值中和值水分机械杂质灰分硫酸灰…
-
润滑油检测报告(对外)
检验报告TESTREPORT20xx112901产品名称ProductName型号Type器材编码Number生产批次Produc…
-
油品检验报告格式
油品检验报告地址电话样品名称送检部门送检人取样日期报告日期一检验结果二结论该油过滤后结果达到使用标准单位盖章检测人签名附录NAS等…