隔爆型除铁器产品描述报告
隔爆型除铁器产品描述报告
公司针对矿用产品使用的特殊要求,按照《GB3836-2010爆炸性环境 第1部分:设备 通用要求》、《GB3836.2-2010爆炸性环境 第2部分:由隔爆外壳“d” 保护的设备》标准的要求,结合多年除铁器的研发设计经验,制定了矿用隔爆产品企标,其中主要性能要求均高于行标的要求。公司研发设计的系列矿用电、永除铁器及相关配套设备顺利通过了上海防爆检测中心的各项检测和全国安标标志中心的现场评审、并获得了矿用隔爆类电磁除铁器的煤安产品生产的许可。
矿用隔爆型电磁除铁器有隔爆型电磁箱壳体、线圈和隔爆型接线盒组成。隔爆型电磁箱壳体采用加厚钢板焊接组成,所有隔爆面的宽度均大于国标GB3836的宽度要求,隔爆面的平面度和粗糙度要求都高于国标等级要求,隔爆接合面的间隙小于国标要求,隔爆面加工后及时用优质防锈油做防锈处理,满足设备在现场长期使用不会因隔爆面锈蚀造成隔爆的失效。隔爆接线盒由钢制焊接壳体,专用隔爆接线柱和优质橡胶密封圈组成,所有隔爆参数要求高于国标要求。所有壳体内表面均做防锈、防弧处理,确保壳体内部的稳定的电气性能。线圈设计采用的是低电流、多用线、低功率、大散热面积的设计方案,在确保除铁器的高性能磁场效果的同时能有效控制除铁器的表面温度,彻底消除设备表面温度带来的使用隐患。
矿用隔爆型电磁除铁器用控制箱有隔爆型电路控制箱壳体、接线腔壳体、电气控制系统和操作机构组成。所有壳体采用钢板焊接后一次加工成型,所有隔爆参数要求、电气间隙均高于国标要求,隔爆面加工后及时用优质防锈油做防锈处理,所有壳体内表面均做防锈、防弧处理,确保壳体内部的稳定的电气性能,隔爆接线腔内采用专用隔爆接线柱和优质橡胶密封圈组成。电气控制电路采用成熟
1 / 3
的电气原理设计、主要电器元件为国际品牌施耐德产品,其余元器件由公司长期合格供应商提供,所有型号规格的元器件性能均为经过多年使用验证为稳定、可靠的。控制电路用的操作旋钮和手柄的隔爆面采用镀锌和防锈油的双重防锈处理,操作方便灵活、安全可靠。控制箱设计了断电开盖连锁功能,确保控制箱盖打开前切断电源,避免在爆炸性环境中带电开盖的发生危险。
公司在防爆产品的产生、检验中严格按照ISO9001检验规程和生产隔爆产品的特殊要求的相关规定贯彻、执行。凡是防爆产品涉及的零部件加工后必须严格按照图纸检验各参数、并且记录,做到每个零件均具有可追溯性,所有隔爆面必须完整,不允许有损坏方可判定合格。每件隔爆壳体按照标准要求做1MPa水压试验,必须合格。涉及的外购件检验方式为每件必检,检查外购隔爆元件(胶带、电机、接线柱等)煤安证、生产许可证必须在有效期内,且证物相符,尺寸、参数符合图纸要求或产品性能要求。隔爆零部件如需更改需通过安标认证中心复核批准之后才能实施。
通过设计、生产、采购以及检验的层层把关,公司每台隔爆设备出厂检验严格按照相关标准、要求执行,确保每台出厂的隔爆除铁器和配套设备完全符合煤矿安全认证要求。
我公司今年已经取得了该设备RCBDB-12G1型号的隔爆型电磁除铁器和控制柜KXB-30/300隔爆型控制柜的防爆安全证书,现在原申办设备的基础上增加型号为RCBCB-10、RCBCB-14、RCBCB-16、RCBCB-18、RCBCB-20的隔爆型电磁除铁器和电压为1140V的控制柜,本次申办的设备在性能与结构上与上次所申办的设备相同,所不同之处为适合的皮带宽度、尺寸、励磁功率和设备的重量,故在设备的设计与生产工艺也相一致。
2 / 3
本公司宗旨:以质量求生存、以技术求发展、以优质服务求信誉。
镇江市鸿兴磁选设备有限公司
20xx年11月1日
3 / 3
第二篇:汽车左、右后门门窗装饰板材料产品描述报告1208
汽车内饰件产品强制性认证产品描述
申请编号:A2014CC1111-1900159
1.概述:该单元包括(写具体种数)种内饰材料产品,其中(写具体型号)为典型产品,覆盖(写具体型号),单元中的非单元中的非典型产品与典型产品的差异描述——
2.主要参数
2.1产品名称/型号:左、右后门门窗装饰板----R62B32A012、R62B32A020
2.2商标:新龙马
2.3产品应用部位:汽车左、右门门窗
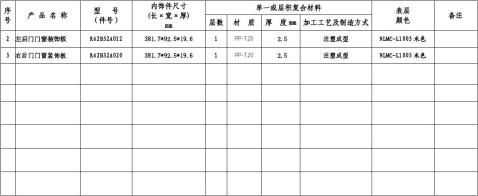
2.4产品的外形尺寸(长、宽、厚等):381.7*92.5*19.6 mm
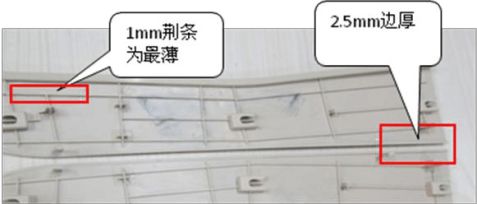
2.5产品厚度:2.5 mm
2.5.1最小厚度及最小厚度部位指示图:
2.5.2最大厚度及最大厚度部位指示图:
2.6产品结构(选择下述一种)
2.6.1构成材料名称/生产厂:PP-T20----厦门德丰行
2.6.2正面颜色:NLMC-L1003米色
2.6.3编织/制造方式:注塑成型
□层积复合材料
2.6.1层积材料层数:
2.6.2各层材料(由暴露面起逐个填写)名称/生产厂:
2.6.3表层颜色:
2.6.4各层厚度、编织/制造方式:
2.6.5层间结合方法
2.7 添加剂种类和比例:PP 65.34%;滑石粉20%增韧剂13%;抗紫外剂0.6%;色粉0.4%
2.8燃烧速度:不大于100mm/min
2.9必要时提供设计图纸:如上图一、图二、图三。
汽车内饰件典型产品与非典型产品差异描述表
申请编号A2014CC1111-1900159共 页 第 页
注:1.产品名称应准确、清楚表达认证产品。无差异空格内填写---. 加工工艺及制造方式应准确、清楚表达.
2.对于层积复合材料,材质及厚度应按:第一层/第二层 /。。。。。。格式填写。
3第一行内填写典型产品,其它行内填写非典型产品。 4.必要时提供照片和图纸。
授权人签字(盖公章):
关 键 零 部 件 及 材 料 清 单
List of Key Components and Materials
申请编号:A2014CC1111-1900159 共 页 第 页
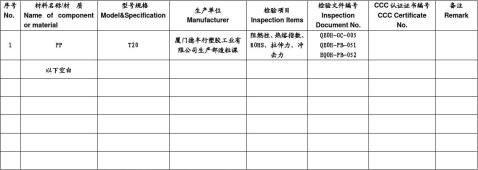
注:材料名称与材质:应准确、清楚表达典型产品与非典型产品所用材料的名称及材质, 生产单位名称填写完整
授权人签字(盖公章):
-
汽车后视镜产品描述报告
汽车后视镜产品强制性认证产品描述申请编号概述该单元包括写具体种数种汽车后视镜其中写具体型号为典型产品覆盖写具体型号单元中的非典型产…
-
产品描述报告(中英文)
申请号工厂编号档案号ApplicationNoFactorycodeFileref发布日期20xx1010Dateofissue1…
-
产品描述报告
PCD5PDR14048320xx1工厂编号FactoryCode工厂编号FactoryCode工厂编号FactoryCode工厂…
- 产品描述报告
-
产品描述报告
产品描述报告国家矿用产品安全标志中心本公司本次申请的产品高分子涂塑复合钢管热浸塑钢管产品概述热浸塑钢管是采用流化床浸渍工艺一次性成…
-
产品评价报告
产品评价报告产品名称榨汁机产品型号xxxxxA检验依据GB4706119xxGB47063020xx榨汁机电控规格书版本文件编号检…
-
产品描述怎么写才能更吸引人
另外具体还有那些重点要做我现在总结的有以下四个大的要素1来个产品的一个大体的介绍让顾客先简单的了解下这里主要就是产品材料产品产地产…
-
产品描述模板
wearelookingforwardtofurthercontactwithyouHaveanicedayandthanksforyourinqui…
-
敦煌网分享外贸电商的产品描述怎么写
敦煌网分享外贸电商的产品描述怎么写目录一二三四五六数码类产品描述优化技巧1鞋类及鞋类辅料产品描述优化指导2服饰类产品描述3外贸产品…
-
淘宝产品描述文案策划学习
产品描述思路王璐璐前言有一组外部数据报告是这样写的79的顾客不会购买没有详细描述文字和图片的宝贝那顾客到底关注的是宝贝的什么信息呢…