钢板材质及各材质性的区别
钢板材质及各材质性的区别,混淆材质产生的危害1、目前我们公司所使用的主要原材料
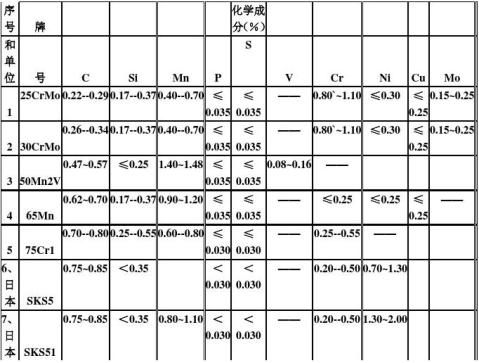
a 、 激光片材料
30CrMo 、( 50Mn2V在一些刀头过渡层做的比较好的厂家也用与激光焊接。如万邦、桂林地矿)
b 、高频片
50Mn2V 、65Mn 、75Cr1
c 、木工片材料(硬质合金片)
钢板材质及各材质性的区别,混淆材质产生的危害
? 2、混淆材质产生的危害
? a、激光焊接原理
在高功率密度激光的作用下,金属将被熔化与汽化,而金刚石在这样的高温条件下易石墨化。因此为了保证基体材料的焊接性能,需要在基体和刀头间加入过渡层。通常有
1.5-2mm高度。激光焊接时过渡层熔化基体与刀头结合处部分熔化,熔化后的合金液体相互融合形成焊缝,因此过渡层性能决定焊缝性能。过渡层中不能有的熔点金属(蒸发、汽化产生气孔)。
钢板材质及各材质性的区别,混淆材质产生的危害
b 、混料的危害
50Mn2V 、65Mn 、75Cr1激光焊接条件下,焊接处极易脆性断裂,这是因为激光焊接过程
相当于快速加热冷却的过程。而50Mn2V 、65Mn 、75Cr1都属于高碳钢会在焊接热影响区产生大量的高脆性的高碳马氏体,容易产生裂纹而断裂。所以当激光片中混入50Mn2V 、65Mn 、75Cr1材料时,下游厂家会在焊接刀头后产生刀头焊接处断裂现象。如过这样的产品发给客户使用很容易产生刀头飞出伤人的可能。
端跳的概念,检测方法及超差的危害
将锯片夹在端跳仪器上旋转一周同时在垂直锯片表面某一点处放一百分表检测。在旋转过程中百分表读数会有大有小,我们把读数的有大有小叫端面的跳动。端也就是端跳。端跳的取值为读数的最大值减最小值。端跳超差会影响锯片高速旋转的平稳性,在锯切过程中受到径向和切向上的力时很容易使锯片变形
径跳的概念,检测方法及超差的危害
径跳:用游标卡尺测量锯片中孔到外圆的距离。理想状况是a1=a2=a3=a4=a5,但实际机械加是不可能实现, a1 a2 a3 a4 a5有大有小,我们把这种大小不一叫径向的跳动,也就是径跳。径跳超差会使锯片静平衡超差锯切时刀头消耗不一,一半刀头消耗殆尽,一半刀头没有用完。
张力的概念,检测方法及超差的危害
张力是锯片内应力分布的一种体现。我们公司锯片张力的大小检测方式为:施加一定的力,然后看锯片在与施力点成90度方向上变形的趋势和大小。当变形方向与施力方向一至时为正张力,(零点角度大于90度),百分表逆时针旋转;当变形方向与施力方向相反时为负张力(零点角度小于90度),百分表顺时针旋转;当90度方向没有变形时为0张力(零点角度等于90度),百分表读数不变。当锯片为正张力时,内部区域具有径向压应力,中心区域扩张(成锅碗形趋势);当锯片为负张力时,外部区域具有切线方向的压应力,外部区域太过扩张(有荷叶形变形趋势);当张力值为零时无延伸扩张。
通常锯片的稳定性会随速度而提高,但是在超越临界速度时锯片会不稳定而产生不正常切割。各种锯片的临界速度会随其自然频率的升高而提高。适当的张力处理,将提高锯片外环的刚性,使其自然频率提高,以超过一般使用时的切削速度。当张力值过大时会造成深度方向的切割歪斜(斧头板),当张力过小时则会出现走刀方向的切割歪斜。适当的张力还可以抵御因为锯切发热而产生的热应力变形(核心思想应该是物理学中的受力平衡理论)
平面度的概念,检测方法及超差的危害
平面度指机械加工中对加工后表面的平整度,即一个平面上最高点与最低点的差值。图中a的大小即为平度度的大小。平面度用刀口尺检测。平面度超差也会影响锯切的平稳性。
中心孔的检测方式一般采用通规、止规检测。通规过止规不过即为合格。也可是采用内孔测量表检测,但是效率比较低。 H7、H8、 H9是指内孔的公差等级,不同孔径,都有相应的公差
齿分度的概念检测方法超差的危害
齿的分度是指每个齿所占的度数。如果分度均匀则每个齿所占的度数都应为360°/n(n为锯片的齿数)。但是要检测每个齿所占的度数是很麻烦的,由几何知识可知道如果分度均匀的话,那么锯片的齿长(L1)是基本一致的。所以我们工艺注意以检测齿长的均匀性来检测
分度。齿长的检测方式是:先进行多片对齿,再用卡尺测量。对于手工焊接而言齿长控制在±0.5基本可以满足焊接需要。但对于全自动焊接而言,齿长超差就会出现刀头焊接到水槽里面去的情况而无法焊接。
厚度的检测方法,超差的危害
厚度一般用千分尺(也叫螺旋测微器)测量
客户订购锯片之前都有自己各种规格产品的刀头尺寸。刀头和锯片的厚度比例基本是固定的(大约是1.27:1),当锯片超出订购厚度太多时会出现夹锯的现象,夹锯会使锯片大量发热而大大降低锯片使用寿命。而厚度小于订购厚度太多时会出现锯片刚性不够(刀头的厚度很大程度上决定了锯切阻力的大小)
静平衡的概念,检测的方法,不平衡的处理方法
静平衡其实质是锯片的几何均匀性的问题。静不平衡的产生主要是锯片在不同半径方向上重量的不一致。大家应该知道一张锯片的各个部分的密度是基本一致的,若果锯片各个部分的几何尺寸也基本一致,那么它各个部分的重量就是一致的。静不平衡的产生主要有一下几个原因:厚度不均、分度不均、粗加工与精加工的基准转移而产生的水槽深浅不一等。静不平衡的话,锯片在旋转是各个部分的向心力就不一致,这样就会产生受力不平衡,受力不平衡就会产生锯片的异常震动或者摆动(超薄片刚性不够)。
静平衡的概念,检测的方法,不平衡的处理方法
控制静平衡主要要控制锯片的厚度差、齿分度、以及粗、精之间的基准转移问题。静平衡的检测方式目前我们公司为武汉大为公司生产的专业动平衡检测仪。市场上也有用两个轴承加一个横梁的简单设备检测静平衡。不平衡的处理方法:目前只有减小厚度差和修磨水槽两种放肆来解决。
毛刺的产生过程和危害
毛刺产生工序有:剪板、剪外圆、冲齿、粗磨、铰孔精车以及精磨。剪板、剪外圆、冲齿的毛刺在热处理前已经由专门的工序去除干净。粗磨的毛刺在精车外圆时也已经去除干净。客户主要投诉的毛刺问题主要是精磨和精车工序产生的。精车工序产生的毛刺(去除毛刺不仔细)主要集中在水槽内部,对于全自动激光焊接而言,会严重影响到焊接时的初始定位。精磨产生的毛刺(精磨下刀量过大,没有光到)则集中在齿端面影响焊接的强度。
HRC的概念,检测的方法,超差的危害
HRC也就是洛氏硬度,是硬度的一种检测方式。 HRC用洛氏硬度计检测。
硬度偏低则片体刚性不足,硬度偏高使用时则容易产生裂纹。
带锯的基本指标要求及各指标在使用过程中的意义,断裂原因
带锯主要指标有:长度±2,宽度±1;厚度±0.1;端面铆接状况(要平整整齐);张力;侧弯等技术要求
断裂原因:宽度方向的两端面有微裂纹;晶粒组织中有带状组织;硬度过高,热处理产生了微裂纹等
钢板采购的通行原则:厚度、长度、宽度,磨削余量的一般留量
钢板采购时的长宽一般为锯片规格的倍尺比如生产350的片体的宝钢板材宽度为1050长度为2450。
磨削余量对小片而言一般为0.40,但是对于冷轧精板走冲调质板工艺路线的材料磨削余量在0.20也可以。磨削余量对中大片而言1200以下可以是0.50,而大于1200的片体磨削余量都在0.70以上,但不会超过1.0(正常情况,不包括代料的情况)
海恩、玉田公司于黑旋风材料的比较
海恩、:采用75Cr1,刚性好,适合做薄片,但对于厚片难于校平
玉田: :采用65Mn,复焊次数较低,容易产生裂纹
黑旋风:刚性、韧性都比较好,由于加入了稀土元素V提高了锯片的复焊次数
比较容易校平,有的厂家还用于激光焊接。
第二篇:冷轧钢板材质
冷轧钢板材质介绍
一、普通冷轧板材简介
是由热轧薄板通过冷压力加工而得到的产品。由于经过多道次的冷轧,其表面质量优于热轧薄板,经过热处理后,可得到良好的力学性能。
1、普通冷轧板材的用途分类
根据生产企业的不同需求,通常将冷轧板分为:一般用冷轧板、冲压级冷轧板、深冲、特深冲及超深冲级冷轧板,一般以卷材和平板交货,厚度以毫米表示,宽度一般为:1000mm和1250mm,长度一般为2000mm和2500mm。
2、普通冷轧板材的牌号
常用牌号为:Q195、Q215、Q235、08AL、SPCC、SPCD、SPCE、SPCEN、ST12、ST13、ST14、ST15、ST16、DC01、DC03、DC04、DC05、DC06等;
ST12:表示为最普通的钢号,与Q195、SPCC、DC01牌号材质基本相同;
ST13/14:表示为冲压级的钢号,与08AL、SPCD、DC03/04牌号材质基本相同;
ST15/16:表示为冲压级的钢号,与08AL、SPCE、SPCEN、DC05/06牌号材质基本相同。
3、普通冷轧板材的牌号尺寸表示方法
例如鞍钢产ST12,1*1250*2500/C,表示为:牌号ST12普通冷板,厚度为1mm,宽度为1250mm,长度为2500mm或C卷材。外观为白铁皮精包装,机械性能为最普通的,最基础的钢号,只能用于折弯成型,不能用于冲压。使用于机械咬口用,例如冰箱的外壳,车辆油箱等。
ST13以上产品,用在需要深冲的行业,如汽车制造,柴油机的油箱等,具体要用哪一种,看其拉深的要求而定。
ST12与SPCC的差别:其两种产品的机械性能相差无几,只是退货方式不同,ST12材质的产品拉伸性能相对比SPCC要强。
日本JIS标准材质含义
SPCC---S表示为钢(Steel),P表示为板(Plate),C表示冷(Cold),C表示商业(Commercial),为日本JIS标准。
如需保证抗拉强度,在牌号末尾加T,为:SPCCT。SPCD---表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。SPCE---表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。如需保证非时效性,在牌号末尾加N为SPCEN。冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬度为8,1/4硬度为4,1/2硬度为2,全硬度为1.表面加工代号:无光泽精轧为D,光亮精轧为B。例如SPCC-SD表示标准调质、无光泽精轧的一般用冷轧碳素薄板。再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的冷轧碳素薄板。再如SPCC-1D表示硬的无光泽精轧冷轧碳素钢薄板。机械结构用钢牌号的表示方法为:S+含碳量+字母代号(C、CK),其中含碳量用中间值*100表示,字母C表示碳,字母K表示渗碳用钢。如碳结卷板S20C其含碳量为0.18-0.23%。
中国GB标准材质含义
从牌号上基本上分为:Q195、Q215、Q235、Q255、Q275等。Q表示钢材屈服点“屈”字的汉语拼音首位字母,195、215等表示屈服点的数值,从化学成分上分,低
碳钢牌号Q195、Q215、Q235、Q255、Q275牌号越大,含碳量、含锰量越高,其塑性就越稳定。
二、热镀锌钢板简介
是以热轧钢带或冷轧钢带为基板,经过连续热浸镀锌工艺而生产出来的,可以防止薄钢板和钢带表面腐蚀生锈。经横切以矩形平板供货的为热镀锌板;经卷取以卷状供货的为热镀锌卷。由于使用的基板不同,因此热镀锌钢板可分为热轧镀锌板卷和冷轧热镀锌板卷,它们主要用于建筑、家电、汽车、容器、交通及家业等领域。特别是钢结构建筑、汽车制造、钢板窗制造等行业。
1、 热镀锌钢板的特点
耐腐蚀强、表面质量好、利于深加工、经济实用等。
2、热镀锌钢板的分类与符号
按加工性能分为:普通用途(PT)、机械咬合(JY)、深冲(SC)、超深冲时效(CS)、结构(JG);
按锌层重量分为:纯锌表面分为:100/100 (锌层重量小于100g/m2)、120/120、200/200、275/275、350/350、450/450、600/600;锌铁合金表面分为:90/90(锌铁合金层重量小于90g/m2)、100/100、120/120、180/180;
按表面结构分为:正常锌花Z、小锌花X、光整锌花GZ、锌铁合金XT; 按表面质量分为:I组(I)、Ⅱ组(Ⅱ);
按尺寸精度分为:高级精度A、普通精度B;
按表面处理分为:铬酸钝化L、涂油Y、铬酸钝化加涂油LY。
宝钢热镀锌钢板:
宝钢二期热镀锌
宝钢二期热镀锌是在2030机组上,用冷连轧或热连轧钢连续浸镀锌生产出来的,用于一般用途或结构用。
二期热镀锌的供货范围:厚度(0.3-0.3)宽度(800-1830)长度(板1000-6000、卷内径610)单位mm。
二期热镀锌按表面结构分:Z表示正常锌花、N表示零锌花、X表示小锌花、G表示光整锌花。
二期热镀锌按表面处理分:L表示铬酸钝化、Y表示涂油、LY表示铬酸钝化+涂油
主要是为了减少或避免在运输或储存期间产生白锈。
二期热镀锌的牌号、供货标准及用途(以下是以冷轧板为基板): 材质 用途 材质 用途
ST01Z 一般用 STE280-2Z 结构用
ST02Z 机械咬口用 STE345-2Z 高强度结构用
ST03Z 冲压用 HSA340Z 高强度结构用
ST04Z、ST05Z 深冲用 HSA410Z 高强度结构用
(以热轧板为基板的牌号分别为ST01ZR、ST02ZR、HSA340ZR、HSA410ZR) 宝钢三期热镀锌
宝钢热镀锌三期是1550机组生产出来的,产品主要为高质量汽车板及部分家电、建筑用板。钢种包括全硬、商用、冲压,结构钢、高强度低合金钢及烘烤硬化钢。镀层为无铅零锌花纯锌镀层、合金化锌板经平整处理。表面可满足汽车外板、内板质量要求。
三期热镀锌供货范围为:厚度(0.3-0.2)宽度(800-1830)长度(板1000-6000、卷内径641)单位mm。
三期热镀锌从表面结构上来分:N表示零碎花,R表示锌铁合金。
三期热镀锌从表面处理上来分:L表示铬酸钝化处理,Y表示涂油处理,LY表示铬酸钝化+涂油。这些处理主要是用来减少或避免在运输过程或储存期间产生白锈。
三期热镀锌的牌号、供货标准及用途如下:
材质 用途 材质 用途
DC51D+Z DC51D+ZF 一般用 H420LAD + Z 冷成型用
DC52D+Z DC52D+ZF 机械咬口用 H180YD + Z 冷成型用
DC53D+Z DC53D+ZF 深冲用 H180BD + Z 冷成型用
DC54D+Z DC54D+ZF用 超深冲 H380LAD + Z 冷成型用
DC56D+Z DC56D+ZF 超深冲用 H340LAD + Z H340LAD + ZF 冷成型用
S(*)GD+Z S(*)GD+F 结构用(*号表示220等) H3000LAD + Z H340LAD + ZF 冷成型用
H220PD + Z H220PD + Z 冷成型用 H260PD + Z H260PD + Z 冷成型用
三、电镀锌钢板简介
电镀锌产品是经冷连轧机组轧制再经过CAPL机组退火后,进入电镀锌机组,通过表面清洗,在电场的作用下,锌从锌盐的水溶液中连续沉积到预先准备好的钢带表面上得到的表面镀锌层的过程。连续电镀锌冷轧钢板和钢带适用于汽车、电子、家电等行业。交货方式以钢卷交货为主,也可通过横剪或纵剪得到所需要的钢板和钢带。
1、电镀锌钢板的不同用途
可进行磷化、钝化、涂油及耐指纹、合金化等处理后所得的产品,其有关机械性能参照相对应的基板。
2、电镀锌钢板相关标准(以宝钢为例)
【用途和牌号】
用途 牌号 适用标准 基板标准及牌号Q/BQB420
一般用 SECC Q/BQB 430 SPCC
冲压用 SECD Q/BQB 430 SPCD
深冲压用 SECE Q/BQB 430 SPCE
耐指纹用 SECC N2 SECC N4 BJZ 434 SPCC
【 产品的种类及代号】
分类 小分类 牌号 原板牌号 原板标准号
冲压用钢 低屈服点 BLCE+Z, BLCE+ZN BLC Q/BQB 408-1999
BLDE+Z, BLDE+ZN BLD
非时效性超深冲用 BUSDE+Z, BUSDE+ZN BUSD
BUFDE+Z, BUFDE+ZN BUFD
BSUFDE+Z, BSUFDE+ZN BSUFD
冷成型用高强度钢 冷成型用 B240ZKE+Z, B240ZKE+ZN B240ZK Q/BQB 418-1999 B280VKE+Z, B280VKE+ZN B280VK
B340VKE+Z, B340VKE+ZN B340VK
B400VKE+Z, B400VKE+ZN B410VK
抗凹陷性钢 超低碳含P钢 B170P1E+Z, B170P1E+ZN B170P1 Q/BQB 409-1999 B210P1E+Z, B210P1E+ZN B210P1
B250P1E+Z, B250P1E+ZN B250P1
低碳含P钢 B210P2E+Z, B210P2E+ZN B210P2
B250P2E+Z, B250P2E+ZN B250P2
B280P2E+Z, B280P2E+ZN B280P2
超低碳
烘烤硬化钢 B140H1E+Z, B140H1E+ZN B140H1
B180H1E+Z, B180H1E+ZN B180H1
低碳烘烤
硬化钢 B180H2E+Z, B180H2E+ZN B180H2
B210H2E+Z, B210H2E+ZN B210H2
B250H2E+Z, B250H2E+ZN B250H2
【 产品牌号及标准 】
品种 标准号 种类 牌号 用途及特点
电镀锌 Q/BQB431-2000 电镀锌钢带 BLCE+Z, BLDE+Z, BUSDE+Z, BUFD+Z, BSUFDE+Z, B240ZKE+Z, B280VKE+Z, B340VKE+Z, B400VKE+Z, B170P1E+Z, B210P1E+Z, B250P1E+Z, B210P2E+Z, B250P2E+Z, B280P2E+Z, B140H1E+Z, B180H1E+Z, B180H2E+Z, B210H2E+Z, B250H2E+Z 包括冲压用、高强度冷成型用和抗凹陷性钢,通过电镀锌提高了耐腐蚀性能
电镀锌—镍合金钢带 BLCE+ZN, BLDE+ZN, BUSDE+ZN, BUFDE+ZN, BSUFDE+ZN, B240ZKE+ZN, B280VKE+ZN, B340VKE+ZN, B400VKE+ZN, B170P1E+ZN, B210P1E+ZN, B250P1E+ZN, B210P2E+ZN, B250P2E+ZN, B280P2E+ZN, B140H1E+ZN, B180H1E+ZN, B180H2E+ZN, B210H2E+ZN, B250H2E+ZN 包括冲压用、高强度冷成型用和抗凹陷性钢。与电镀纯锌产品相比,其耐腐蚀性为同镀层镀锌产品的5倍
【 表面处理分类 】
表面处理种类 记号 用途 说明
磷化 P 涂装用 为钢板进一步涂漆作表面准备,同时也可以防止表面产生白锈 钝化 C 一般用 为了防止产品在运输和储存期间产生白锈
涂油 O 前处理加涂装 涂油处理主要是为了防止产品产生白锈
耐指纹 N 电器用 提高耐指纹性及耐蚀性
注:表面处理记号与牌号可任意组合,如SECC-P,SECD-N,SECE-O等。
【 表面处理种类及特点】
表面处理种类 代号 特点
铬酸系处理 C 耐蚀性好,适用于裸露状态
铬酸系处理+涂油 S 耐蚀性很好
磷酸系处理(含封闭处理) P 有一定耐蚀性,涂漆性能好
磷酸系处理(含封闭处理)+涂油 Q 有一定耐蚀性,涂漆性能好,并防止运输及仓储时生锈
磷酸系处理(不含封闭处理) T 有一定耐蚀性,涂漆性能好
磷酸系处理(不含封闭处理)+涂油 V 有一定耐蚀性,涂漆性能好,并防止生锈
涂油 O 防止运输及仓储时生锈
不处理 M 适用于马上涂漆使用
【 镀锌层重量 】
标准镀锌量(单面) g/m2 单面最小镀锌量 (g/m2) 镀层厚度(单面) um 等厚 差厚 标准值
10 8.5 8.0 10 1.4
20 17 16 20 2.8
30 25.5 24 30 4.2
40 34 32 40 5.6
50 42.5 40 50 7.0
60 51.0 48 60 8.4
70 59.5 56 70 9.8
80 68 64 80 11.2
- 碳钢材质报告
- 钢材原材料检验报告
- 钢材原材力学性能试验报告单_secret
- 钢材能力验证结果报告单
- 阀门材质报告单
-
65Mn材料介绍
65Mn钢具有较高的硬度淬透性好脱碳倾向少价格低廉切削性好等优点但它有过热敏感性易产生淬火裂纹并有回火脆性65Mn钢用途广泛主要生…
-
65mn钢板
低价销售钢板钢板天津恒远钢铁销售42crmo钢板电话02260878865产品有碳素钢20354565Mn合结钢2040Cr35C…
-
金属材料材质分类及用途
金属材料材质铜有很多种纯铜又称紫铜含铜量在995以上比如电线丝铜锌合金又称黄铜一般铜占60锌占40阀门锁芯铜锡合金又称青铜有些轴承…
-
钢铁材料的力学性能
钢铁材料的力学性能序号名称量的符号单位符号含义一强度强度指金属在外力作用下抵抗塑性变形和断裂的能力1抗拉强度bMPa金属试样拉伸时…
-
弹簧钢用途简介
中越金属材料有限公司弹簧钢的用途介绍弹簧钢做发条专用材质SK5SK4SKS51M9565Mn5060S50C弹簧钢做带刀专用材质S…