20xx-20xx中南大学机械制造工艺学试卷
中南大学考试试卷
20##-- 20## 学年 下 学期 总分100分,占总评成绩 70 % 时间110分钟
机械制造工艺学 课程 40 学时 2.5 学分 考试形式 闭 卷
专业班级: 学号: 姓名:

注:
1、此页不作答题纸,请将答案写在答题纸上;
2、请在答题纸左上角用正楷字体写上任课老师的名字,交卷时按任课老师交卷。
一、填空题(每空1分,共30分)
1. 机械加工工艺规程的格式不尽相同,在大批大量生产中使用的工艺文件为( )。
2. 工件在机床上或夹具中装夹有三种主要的方法,即( )、( )和( )。
3. 定位基准分为粗基准、精基准和( )三种。
4. 某轴尺寸为Φ mm,如将尺寸公差按“入体原则”标注,该轴尺寸为( )。
mm,如将尺寸公差按“入体原则”标注,该轴尺寸为( )。
5. 在时间定额的组成中,(基本时间)和(辅助时间 )的总和称为操作时间。
6. 机器中最小的装配单元是(套件)。
7. 主轴回转轴线的运动误差可以分解为(径向圆跳动误差)、(端面圆跳动误差)和(倾角摆动误差)三种基本形式。
8. 在车床上车削轴类零件,采用双顶针定位,如果工艺系统中工件的刚度不足,则会产生(鼓形)误差;如果工艺系统中机床的刚度不足,则会产生(鞍形)误差。
9. 机械零件表面层金属硬度的变化可以用(硬化程度)和(硬化层深度)两个指标来衡量。
10. 磨削淬火钢时,如果磨削区温度超过了相变温度,而磨削过程没有冷却液,零件表层金属将产生(退火 )烧伤。
11. 表面强化工艺是指通过( )加工方法,使表层金属产生冷态塑性变形。
12. 零件的加工精度包含三方面的内容,即(尺寸)、(形状)和(位置)。
13. 保证产品装配精度的方法有(互换)、(选配)、修配法和(调整法)。
14. 精基准的选择原则有(基准统一)原则、(基准重合)原则、(互为基准 )原则、自为基准原则和便于装夹原则。
15. 加工表面的几何形状误差包括表面粗糙度、(波纹度 )、( 纹理方向)和(表面缺陷 )。
二、判断题(正确的在题后括号内打“√”,错误的打“×”。每小题1分,共10分)
1. 工件在定位中如出现欠定位或过定位,则该定位方案不可取。 (× )
2. 某铜质轴类零件直径尺寸精度为IT5-6级,该零件外圆表面加工的精加工工序可以为精密磨削。 ( × )
3. 压缩残余应力有利于提高零件表面抵抗腐蚀的能力,并可提高零件的耐疲劳强度。
( √ )
4. 刨床和镗床的误差敏感方向均为垂直方向。 ( × )
5.  -R图中,R在一定程度上代表了瞬时的尺寸分散范围,故R点图可反映出系统误差及其变化趋势。 (× )
-R图中,R在一定程度上代表了瞬时的尺寸分散范围,故R点图可反映出系统误差及其变化趋势。 (× )
6. 在运动副中,两相对运动零件表面的刀纹方向与运动方向垂直时,耐磨性最差,两者的刀纹方向均与运动方向相同时,耐磨性较好。 (√ )
7. 在安排机加工工序的顺序时,一般先加工孔,后加工平面。 (× )
8. 砂轮的粒度号数越大,磨粒尺寸越大,表面粗糙度就越大。 (× )
9. 增加走刀次数可以减小工件的复映误差,但会降低生产率。 (√ )
10. 采用工序集中原则可以降低对工人技术水平的要求。 (× )
三、分析题(本题共有4个小题,共33分)
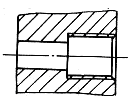
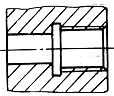
1. 比较下组零件结构工艺性的好坏,并简要说明理由。(5分)
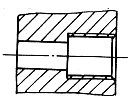
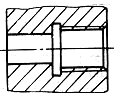
(a) (b)
图1 题3-1图
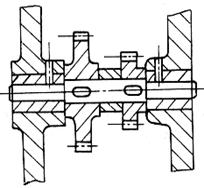
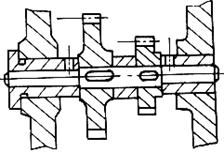
2.比较下组机器结构装配工艺性的好坏,并简要说明理由。(5分)
(a) (b)
图2 题3-2图
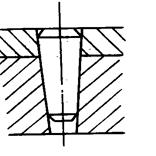
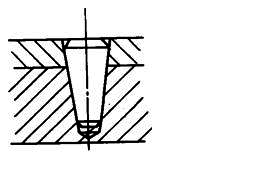
3.针对下面(a)、(b)两图中待加工表面,分别确定应限制的自由度。(10分)
(a) (b)
图3 题3-3图
4.在甲、乙两台机床上加工同一种销轴,销轴外径尺寸要求为 。加工后外径尺寸均按正态分布,平均值分别为
。加工后外径尺寸均按正态分布,平均值分别为 ,
, ,均方差分别为
,均方差分别为 ,
, 。试求:
。试求:
(1)在同一张图上,画出甲、乙两台机床加工销轴外径尺寸的分布曲线图,标注各自平均值,并画出公差带大小示意图,标注公差带中心值;
(2)分别计算两台机床的工艺能力系数,并指出哪一台机床的精度高。
(3)分析两台机床加工的两批工件有无废品,如有废品,指出其是否能修复。(13分)
四、计算题(本大题共2个小题,共27分)
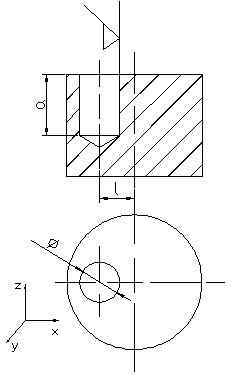
1、如下图所示,要求在轴上铣一个键槽。加工顺序为车削外圆 ;铣键槽尺寸为
;铣键槽尺寸为 ;磨外圆
;磨外圆 ,要求磨外圆后保证键槽尺寸为
,要求磨外圆后保证键槽尺寸为 ,求铣键槽尺寸(要求写出有关尺寸、画出尺寸链图、确定封闭环、分析各组成环的增减性、列式计算)。(15分)
,求铣键槽尺寸(要求写出有关尺寸、画出尺寸链图、确定封闭环、分析各组成环的增减性、列式计算)。(15分)
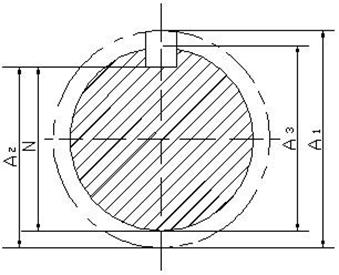
图4 题4-1图
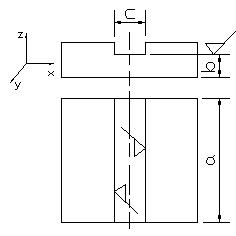
2、下图所示零件中N面、P面均已加工,现要对M面进行精加工。已知定位基准为P面,工序基准为N面,尺寸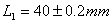 ,
, ,试计算定位误差,并分析能否满足工序要求。(12分)
,试计算定位误差,并分析能否满足工序要求。(12分)
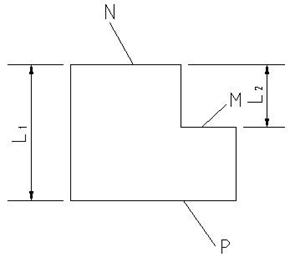
图5 题4-2图
第二篇:机械制造工艺学(补考)中南大学试卷
中南大学考试试卷(2010补考)
机械制造工艺学 课程 48 学时 3 学分 考试形式 闭 卷
专业年级: 机械20##级 总分 100 分, 占总评成绩 100 %
学生姓名 学号 记分
一、 填空题(20分,每空1分)
1. 某机床厂年产CA6140车床2000台,已知机床主轴的备品率为14%,机械加工废品率为4%,则机床主轴的年生产纲领为( )。
2.工件在机床上或夹具中装夹有三种主要的方法,即( )、( )和( )。
3.轴类零件常用顶尖孔定位,顶尖孔就是专为机械加工工艺而设计的( )基准。
4.单件时间由( )、( )、( )和( )四部分组成,加工时采用复合工步可缩短其中的( )。
5.在工件的定位中,辅助支承限制工件的( )个自由度。
6.零件的加工精度包含三方面的内容:( )、( )和( )。
7.当工件毛坯有形状误差或相互位置误差时,加工后仍然会有同类的加工误差出现,这种现象叫做( )。
8.在一般情况下,应使所选择的加工方法的标准差σ与公差带宽度T之间有下列关系:( )。
9.( )残余应力使零件的耐疲劳强度下降,( )残余应力使零件的耐疲劳强度提高。
10.根据零件的互换程度不同,互换装配法又可分为( )和( )。
二、 判断题(10分,每题1分。对的写“√”,错的写“×”)
1、如果一个工序只有一个安装,并且该安装中只有一个工位,则工序内容就是工位内容。( )
2、工件加工中,与机床工作台面相接触的面就是定位基面。( )
3、定位支承点不超过六个,就不会出现重复定位。( )
4、为了改善切削性能而进行的热处理工序如退火、正火、调质等,应安排在切削加工之前。( )
5、由于采用近似的成形运动或近似的刀刃轮廓会带来加工原理误差,所以在生产中这种方法应尽量避免应用。( )
6、在车床上车削轴,采用双顶针定位,如果轴产生鞍形误差,则说明工艺系统中工件的刚度不足。( )
7、 -R图主要用来判断工艺过程的稳定性。( )
-R图主要用来判断工艺过程的稳定性。( )
8、磨削加工中,砂轮和工件的速度越高,则被磨表面的粗糙度值就越小。( )
9、工件磨削后,如果表面没有烧伤色,也就说明工件表面层没有发生磨削烧伤。( )
10、 采用修配法装配时,选择的补偿环不能为公共环。( )
三、 计算题(30分,每小题15分)
1、如图3-1所示小轴的部分工艺过程为:车外圆至 mm,铣键槽深度为
mm,铣键槽深度为 ,热处理,磨外圆至
,热处理,磨外圆至 mm。设磨后外圆与车后外圆的同轴度公差为
mm。设磨后外圆与车后外圆的同轴度公差为 mm,求保证键槽深度为
mm,求保证键槽深度为 mm的铣槽深度。
mm的铣槽深度。
图3-1
2、如下图3-2所示,以A 面定位加工φ20H8孔,试计算工序尺寸40±0.1mm的(1)基准不重合误差为多少?(2)基准位置误差为多少?(3)定位误差为多少?
(15分)
 `
`
图 3-2
四、 简答题(20分,每小题10分)
1.分别判断a、b和c、d两组结构的合理性,并简单说明理由。
a) b)
c) d)
2、为什么普通车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?
五、分析题(20分,每小题10分)
1.车阶梯轴外圆,采用如图5-1所示的定位方案。①分别指出各定位元件所限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。
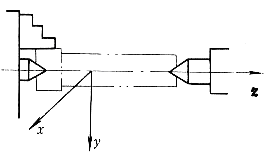
图5-1
2、根据工件加工面的技术条件,指出工件定位应限制的自由度。
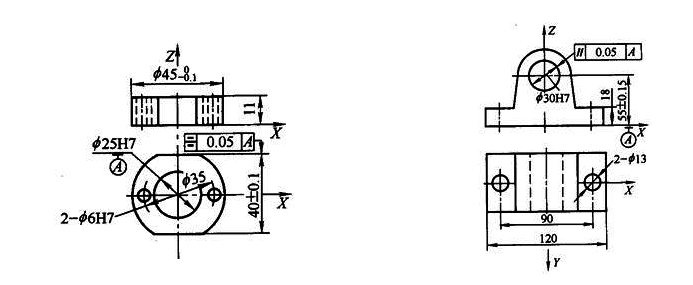
(1)钻2—φ6H7孔,各平面已加工 (2)镗φ30H7孔,A面已加工
-
中南大学 机械制造工艺学实验报告一 实验一 加工误差的统计分析
《机械制造工艺学》课程实验报告实验名称:实验一加工误差的统计分析姓名:班级:学号:实验日期:年月日指导教师:成绩:一、实验目的(1…
-
机械制造工艺学实验报告 2
机械制造工艺学实验姓名陈国庆学号0806110902班级机械1107班指导教师彭华建中南大学机电学院制造系机械制造工艺学课程实验报…
-
中南大学机械制造工艺学实验报告
机械制造工艺学实验报告班级姓名学号中南大学机电学院机械制造工艺学课程实验报告实验名称加工误差的统计分析姓名黄佳清班级机械1301学…
-
机械制造工艺学实验报告
机械制造工艺学实践报告实践单位实践地点教学院专业班级金工实习基地金工实习基地机电工程学院机械设计制造及其自动化姓名指导教师夏春明2…
-
中南大学机械制造工艺学实验报告之加工误差的统计分析
机械制造工艺学课程实验报告实验名称加工误差的统计分析姓名班级机械13班学号080113实验日期20xx年10月22日指导教师何老师…
-
中南大学 机械制造工艺学实验报告一 实验一 加工误差的统计分析
《机械制造工艺学》课程实验报告实验名称:实验一加工误差的统计分析姓名:班级:学号:实验日期:年月日指导教师:成绩:一、实验目的(1…
-
中南大学机械制造工艺学实验报告之组合夹具的设计、组装与调整
机械制造工艺学课程实验报告实验名称组合夹具的设计组装与调整姓名班级机械13班学号080113实验日期20xx年10月29日指导教师…
-
中南大学机械制造工艺学实验报告之加工误差的统计分析
机械制造工艺学课程实验报告实验名称加工误差的统计分析姓名班级机械13班学号080113实验日期20xx年10月22日指导教师何老师…
-
机械制造工艺学实验报告 2
机械制造工艺学实验姓名陈国庆学号0806110902班级机械1107班指导教师彭华建中南大学机电学院制造系机械制造工艺学课程实验报…
-
机械制造工艺学实验报告
机械制造工艺学实践报告实践单位实践地点教学院专业班级金工实习基地金工实习基地机电工程学院机械设计制造及其自动化姓名指导教师夏春明2…