互换性与测量技术粗糙度测量基础实验报告

互换性与测量技术基础之表面粗糙度测量
专业:机械设计制造及其自动化1105班
姓名: 高朋
学号: 11041504
20##年12月17日
目录
互换性与测量技术基础之表面粗糙度测量....................................... 1
一.实验目的............................................................................... 3
二.实验用具............................................................................... 3
三. 实验内容.............................................................................. 3
(1) 用表面粗糙度样板确定Ra值。.................................. 3
(2) 用RM-20袖珍式表面粗糙度仪检测。....................... 3
(3)用TR220手持式粗糙度仪,测量Ra、Ry、Rz。............. 6
四. 数据处理.............................................................................. 7
五. 实验感悟与体会.................................................................. 9
六. 上网研究.............................................................................. 9
七. 我的创新.............................................................................. 13
一.实验目的
1、掌握表面粗糙度检测常用仪器的原理与使用方法。
2、加深对参数Ra、Rz、Ry的理解。
二.实验用具
样板、RM-20袖珍式表面粗糙度仪、TR220手持式粗糙度仪、信号采集系统、PC机
三.实验内容
(1)用表面粗糙度样板确定Ra值
比较法:将被测表面粗糙度样板直接进行比较。
前提:两者的加工方法和材料应尽可能相同,否则将产生较大误差,用肉眼或借助于放大镜等比较,也可以手摸,指甲划动的感觉来判断被测表面的粗糙度(指比较粗糙的工件)。样板不能用手乱摸,防止生锈。
这种方法一般多用于车向或评定Ra值较大的工件。评定的准确性很多程度上取决于检验人员的经验。
(2)用RM-20袖珍式表面粗糙度仪检测
材料:碳化硅
加工方法:电火花
注意事项:指定样件,指定表面才能使用该仪器,粗糙面严紧使用,否则损坏一起。Ra最大只能测15um。

图1 RM-20袖珍型表面粗糙度仪
RM-20袖珍型表面粗糙度仪的使用方法:
A.开机
打开电源开关,电源接通,屏幕显示为0.
B.功能选择
如果需要选择测量参数Rz,将手指轻触图一中3键,屏幕左上角将会有Rz字样的显示,表明现在切换为测量Rz模式。
如果需要选择取样长度,将手指轻按图一中4键,屏幕右方将会有取样长度示数的变化,再轻触4键,取样长度示数会再次发生变化,再轻触4键,屏幕将循环到最初形式。
C.参数选择
如果需要选择测量参数Ra,将手指轻触图1中3键,如果需要选择测量参数Rz,将手指轻触图1中3键,屏幕将显示Rz值,再直接按3键,屏幕将回到Ra值。如果需要选择取样长度,将手指轻触图1中4键,若此时的取样长度为0.25mm,再次按此功能键,长度变为0.8mm,再一次则为2.5mm,然后再回到0.25mm。取样长度的选择根据工件表面质量来选取相应的取样长度。各取样长度对应的范围如下:
0.25mm Ra 0.05-0.15(µm)
0.8mm Ra 0.1-2.5(µm)
2.5mm Ra 6.0-15.0(µm)
D.启动、运行和运行结束
将仪器▼||▼对准被测工件表面,用说指轻按1键,传感器开始移动,屏幕自动记录表面粗糙度的数值,待传感器返回开始位置,运行结束,即可开始下次测量。
注:运行结束前,仪器不会响应再次测量的命令,完整的测量结束后,才允许进行下次操作。
E.充电
当开机后或测量过程中,液晶屏出现闪烁现象,说明电池电压低于工作电压下限,应予充电。方法是:关掉电源开关,插上插头,充电10-15小时,即可使用
F.溢出显示
在液晶屏上出现’F’时,说明被测量工件的Ra值较小,超出了取样范围的测量范围,应依次选择2.5-0.8-0.25进行测量,如果出现倒F,说明被测量工件的Ra值较大,应选择0.25-0.8-2.5。
G.校核
仪器使用一段时间后,要求用随机配置的样块进行校对。其值若在随机样块值+-%12内,这可以使用,若不在,这应该回场校。
(3)用TR220手持式粗糙度仪,测量Ra、Ry、Rz
测量原理:测量工件表面粗糙度时,将传感器放在被测工件表面,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,使传感器通过内置的锐利触针感受被测表面的粗糙度。此时,工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈内电感量发生变化从而在机敏整电流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统。DSP芯片将采集的数据进行数据滤波和参数计算,测量结果在液晶显示屏上读出,可以存储,也可以在打印机上输出,还可以与PC机进行通讯。
注意:触针不能用手触摸,保护套管不能用手随便碰。

TS100传感器结构图
操作步骤:
A.开机,按下电源键。
B.(a)查电压
(b)擦干净被测表面
(b)检查仪器是否正确、平稳放在被测表面
(c)传感器的运行轨迹必须垂直于被测工件表面的加工纹理方向
C.零位调整。
轻按回车键,显示当前触针的相对位置。通过初调,微调保证触针在零点位置。
D.计量条件选择。
取样长度2.5mm 评定长度5mm 量程±80um
E.与磁性表架连可以在线采集。
四.数据处理
【实验1】
将样品与样板比较得:

【实验2】
材料:碳化硅
加工方法:电火花加工
表一 RM-20袖珍型表面粗糙度仪测量粗糙度数据记录表

【实验3】


图3 仪器测得样件表面粗糙度滤波轮廓
五.实验感悟与体会
在本次试验中我主要认识了几种测量样件粗糙度的仪器和方法,也对不同加工方法加工出来的样件表面纹络有了初步的认知,基本能通过与样板的对比认出所对应的粗糙度值。另外董老师认真维护仪器的态度也是令我十分值得学习的,这是一种严谨的习惯,对科学的尊重。
此外,老师一直强调创造技法的重要性,通过举例几位老师在条件不允许的情况下做出精密测量粗糙度的精密仪器,并应用于实践中,在科学论文中得到很好的应用。这是对我们的一种实体激励,时刻提醒着我们保持对创新的热爱,应用创新解决问题,带着问题去学习,通过解决问题得到提高,设法将设想变为现实。
谢谢老师的指导,我一定会在学习中一直保持激情,在学习中思考。
六.上网研究
1.表面粗糙度的检测方法
(1)比较法
将表面粗糙度比较样块(简称样块,图1)根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。有时可直接从工件中选出样品经过测量并评定合格后作为样块。利用样块根据视觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,常不能得出正确的表面粗糙度数值。
(2)触针法
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪(见彩图),同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简称轮廓仪,图2。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Rα,微观不平度十点高度RZ,轮廓最大高度Ry和其他多种评定参数,测量效率高,适用于测量Rα为0.025~6.3微米的表面粗糙度。
(3)光切法
光线通过狭缝后形成的光带投射到被测表面上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度(图3)。由光源射出的光经聚光镜、狭缝、物镜1后,以45°的倾斜角将狭缝投影到被测表面,形成被测表面的截面轮廓图形,然后通过物镜 2将此图形放大后投射到分划板上。利用测微目镜和读数鼓轮(图中未示)先读出h值,计算后得到H 值。应用此法的表面粗糙度测量工具称为光切显微镜。它适用于测量RZ和Ry为0.8~100微米的表面粗糙度,需要人工取点,测量效率低。
(4)干涉法
利用光波干涉原理 (见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高 (可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度。应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz和Ry为 0.025~0.8微米的表面粗糙度。
2.表面粗糙度的先进测量仪器

工作原理:
针描法又称触针法。当触针直接在工件被测表面上轻轻划过时,由于被测表面轮廓峰谷起伏, 触针将在垂直于被测轮廓表面方向上产生上下移动,把这种移动通过电子装置把信号加以放大, 然后通过指零表或其它输出装置将有关粗糙度的数据或图形输出来。
采用针描法原理的表面粗糙度测量仪由传感器、驱动器、指零表、记录器和电感传感器是轮廓仪的主要部件之一,其工作原理见图2,在传感器测杆的一端装有金刚石触针,触针尖 端
半径r很小,测量时将触针搭在工件上,与被测表面垂直接触,利用驱动器以一定的 速度拖动传感器。由于被测表面轮廓峰谷起伏,触状在被测表面滑行时,将产生上下移动。此运动经支点使磁芯同步地上下运动,从而使包围在磁芯外面的两个差动电感线圈的电感量发生变化。图3为仪器的工作原理主框图。传感器的线圈与测量线路是直接接入平衡电桥的,线圈电感量的变化使电桥失 去平衡,于是就输出一个和触针上下的位移量成正比的信号,经电子装置将这一微弱电量的变化放大、 相敏检波后,获得能表示触针位移量大小和方向的信号。此后,将信号分成三路:一路加到指零表上, 以表示触针的位置,一路输至直流功率放大器,放大后推动记录器进行记录;另一路经滤波和平均表放大 器放大之后,进入积分计算器,进行积分计算,即可由指示表直接读出表面粗糙度Ra值。
图3 传统表面粗糙度测量仪工作原理框图指零表的作用反映铁芯在差动电感线圈中所处的位置。当铁芯处于差动电感线圈的中间位置时,指零表指针指示出零位,即保证处于电感变化的线性范围之内。所以,在测量之前,必须调整指零表,使其处于零位。经过噪声滤波和波度滤波以后,剩下来的就是与被测表面粗糙度成比例的信号,再经平均表放大器后,所输出的电流I与被测表面轮廓各点偏离中线的高度y的绝对值成正比,然后经积分器完成的积计算,得出Ra值,由指零表显示出来。这种仪器适用于测定0.02-10μm的Ra值,其中有少数型号的仪器还可测定更小的参数值,仪器配有各种附件,以适应平面、内外圆柱面、圆锥面、球面、曲面、以及小孔、沟槽等形状的工件表面测量。测量迅速方便,测值精度高。
3.石油领域粗糙度的应用
在钻井采油与油井平台上各种管道的表面都有一定的粗糙度要求,而且在管道的内部一般对粗糙度的要求更高,这样有助于石油的传输与运送,还有助于管道之间的连接与配合。
七.我的创新
一种新型拖把
背景技术:
家居、办公和商业场所常使用拖把来清洁地面以及立壁、玻璃门窗。目前市场上常见的拖把的共同特点是:在使用拖把清洁被清洁面时,往往在清洁不大的面积后,拖把本身就容易脏污,容易在已清洁的表面留下污迹。特别是地面较脏需要多次拖擦时,更容易造成污物的散布,需要再次拖擦,但此时又会将污水污物带回,造成越擦越脏的事情发生。
创新内容:
本创新中的拖把,其在使用中可以双向拖擦,并且可以减少或避免污迹、污物在拖擦过程中随拖把移动散布,减少拖把在使用过程中的清洗次数。
这种拖把,包括握执杆,连接于握执杆下端的支架,还有前后平行安装于支架上的两行可单向转动的擦拭滚筒;拖把前推时,前边的滚筒向前滚动润湿地面,后行滚筒止动擦地,拖把后拉时,后边的滚筒向后滚动润湿地面,前行滚筒止动擦地。所以在擦地过程中,擦拭表面可以得到充分利用,即使滚筒太脏,拖把上掉落的脏物也可以收拢在两个滚筒之间,减少污物四处散布。另外拖把还有另外附加的挤水器,此挤水器还可以夹垃圾。
本创新中重要的元件为12 号,12号元件为一种单向转动的轴承,其可以控制此拖把完成拖地效果。


图1 图2
第二篇:互换性与测量技术基础实验报告
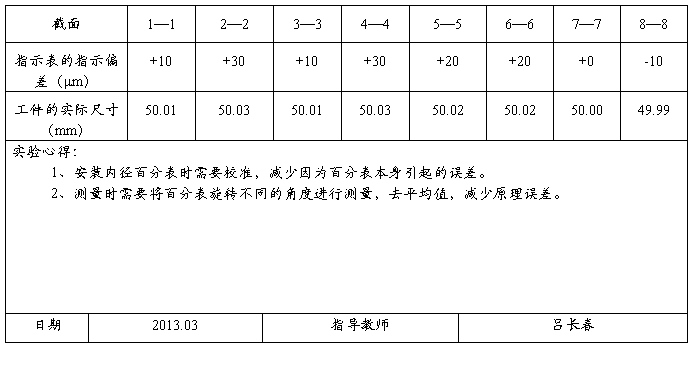
实验一 用内径百分表测内孔实验报告
仪器名称:内径百分表
指示表的分度值:0.01mm
指示表的示值范围:0~3mm
测量结果
实验二 用立式光学计测量轴径实验报告
仪器名称:立式光学计
仪器的分度值:0.001mm
仪器的指示范围:±0.1mm
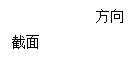 测量结果
测量结果
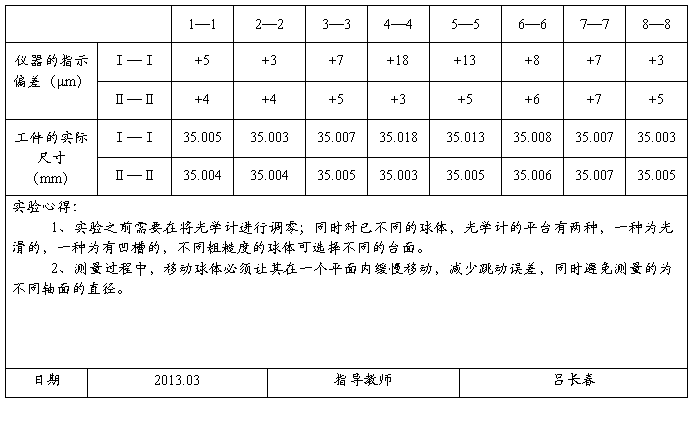
实验三 径向圆跳动测量实验报告
仪器名称:偏摆检查仪
仪器的分度值:0.01mm 或0.001mm
测量范围:直径d ≤150 mm,长度 ≤600mm
测量结果
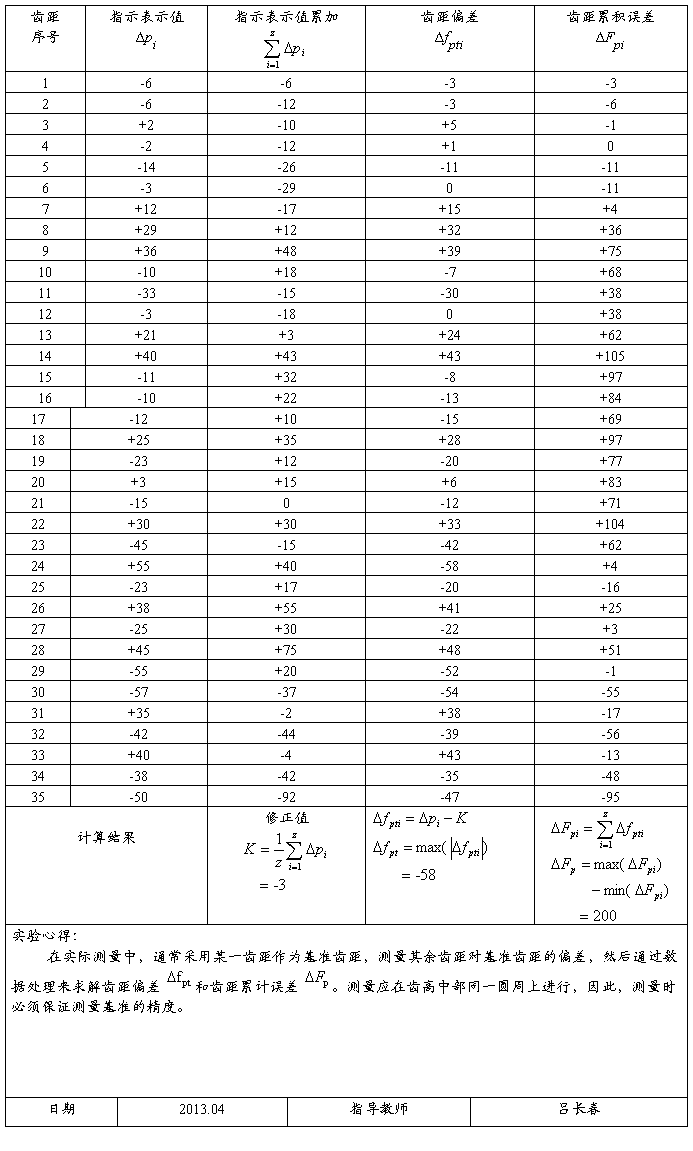
实验四 齿轮单个齿距偏差Δfpt和齿距累积总偏差ΔFp测量实验报告
仪器名称:齿轮周节测量仪
指示表分度值:0.001mm
测量范围:模数2~16mm
被测齿轮参数:模数m= 3 mm,齿数z= 35 ,压力角α=20°
测量结果(μm)
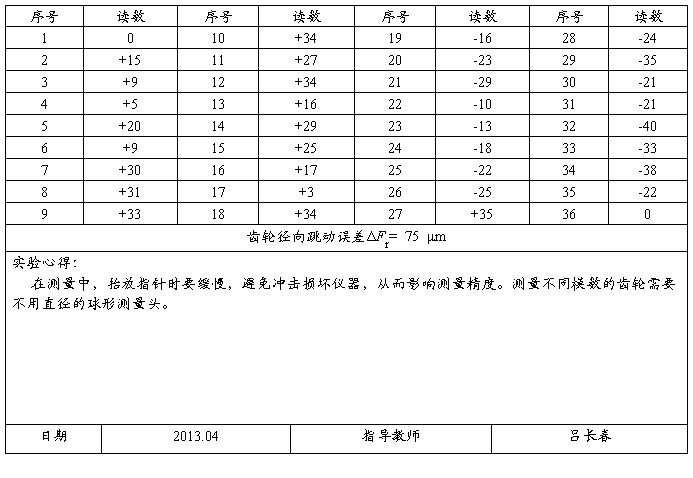
实验五 齿轮径向跳动误差ΔFr的测量实验报告
仪器名称:齿轮跳动检查仪
指示表分度值:0.001mm
 测量范围:模数1~6mm
测量范围:模数1~6mm
被测齿轮参数:模数m= 3 mm,齿数z= 35 ,压力角α=20°
测量结果(μm)
实验六 齿轮公法线长度变动ΔFW及公法线平均长度偏差ΔEW的 测量实验报告
仪器名称:齿轮公法线千分尺
指示表分度值:0.01mm
 测量范围:mm
测量范围:mm
被测齿轮参数:模数m= 3 mm,齿数z= 35 ,压力角α=20
跨齿数 4
4
公法线公称长度 32.466 (mm)
32.466 (mm)
测量结果

-
互换性与技术测量实验报告1
互换性与技术测量实验报告实验一立式光学计测量轴径一测量器具说明立式光学计也称立式光学比较仪是一种精度较高且结构简单的光学仪器适用于…
-
互换性与技术测量实验报告(统一)
互换性与技术测量实验报告学院班级姓名学号河北科技大学机械电子工程学院实验一1用投影立式光学计测量轴径实验目的1实验一2用光切显微镜…
-
=互换性与技术测量实验报告
实验一量块的使用一实验目的1能正确进行量块组合并掌握量块的正确使用方法2加深对量值传递系统的理解3进一步理解不同等级量块的区别二实…
- 互换性与技术测量实验实验报告(作业用)
- 互换性与技术测量实验报告封面
-
互换性与测量技术基础实验报告
实验一用内径百分表测内孔实验报告仪器名称内径百分表指示表的分度值001mm指示表的示值范围03mm测量结果实验二用立式光学计测量轴…
-
互换性与测量技术基础实验报告石油大学
中国石油大学位置误差的测量实验报告一实验目的1培养严谨求实的学风培养学生的创新精神创新能力创造思维2熟悉零件有关位置误差的含义和基…
-
互换性与技术测量实验指导书
互换性与技术测量实验指导书实验一实验二实验三实验四实验五目录通用量具的应用及量块尺寸的选择用立式光学比较仪测量轴直径用光切法显微镜…
-
中国石油大学互换性位置误差的测量实验报告
中国石油大学位置误差的测量实验报告一实验目的1培养学生创新精神创造能力创新性思维2掌握互换性课本中形位误差的知识点理解公差带的形状…
-
互换性与技术测量实验报告1
互换性与技术测量实验报告实验一立式光学计测量轴径一测量器具说明立式光学计也称立式光学比较仪是一种精度较高且结构简单的光学仪器适用于…
-
表面粗糙度测量实验报告
表面粗糙度测量实验报告姓名马蕾鲁秋红学号111401314111401313专业工业设计家具设计指导老师熊国斌日期20xx年12月…