人因工程课程设计任务书
《人因工程》课程设计任务书
一、设计主题:简单作业环境设计
二、设计思路
从照明、噪音等方面进行作业环境的分析及改进设计,即分析目前作业环境中存在问题,发现问题,从而针对存在的问题提出改进设计方案。
具体设计思路如下:
Step1:作业环境测量。
对工作场所光环境及噪声环境进行测量。使用仪器:照度计与噪声仪。对测量数据记录整理。掌握第一手资料。
Step2: 作业环境要求与现状分析。
通过对测量数据分析,参照国家照明设计标准及噪音标准,并应用定量评价方法(例如光环境指数综合评价法),对研究对象的工作环境现状进行深入分析,详细阐述目前所存在的问题。 Step3:作业环境改善方案。
针对所存在的问题,提出改善对策。
三、参考题目
1.教室环境设计与改进
2.家居(或厨房)环境设计与改进
3.学校(或某小区、某车间)噪音问题的改进设计
4.大学生宿舍环境设计与改进
四、课程设计组织形式
本次课程设计按3人一组,要求在小组内分工协作,充分讨论,要求分工明确,责任清楚。 小组成员基本情况表:

注:承担任务一览详细说明小组各成员所承担任务的分工及完成情况。
五、设计报告内容及格式要求
1.设计报告结构框架如下:
第一部分:作业环境研究的目的、意义及理论依据;
第二部分:正文。可依据设计思路撰写;
第三部分:总结与体会;
第四部分:参考文献。
2.设计报告内容要求完整、充实,并有独到见解,有创新点、设计依据明确。设计报告要求格式规
范。格式要求可参照管理学院毕业设计(论文)格式规范。
3. 字数要求:不少于5000字。
4.参考文献须在正文中所引用处以上标形式标出,参考文献应注意格式要求。参考文献格式要求见附件1.
5.设计报告中对作业环境测量所需的表格见附件2。
六、其他要求
1. 本次课程设计历时一周(第17周),须在查阅大量资料文献的基础上完成。望大家认真对待,按时完成。课程设计上交时间:12月26日。
2. 设计过程必须在本组内独立完成,避免雷同。
3. 设计书统一采用A4纸打印,装订顺序为:封面、目录、设计报告。
人因工程课程设计 学院:
专业:
班级:
姓名:
学号:此处添加课程设计题目
附件1:参考文献格式要求
a. 专著、 图书著录格式:
[序号]作者.(多名作者之间用“,”号).文献题名.文献类型[M].译者.出版地:出版单位,出版年 例如:[7] 朱庆华.绿色供应链管理[M].北京:化学工业出版社,2003
b.期刊文章的著录格式:
[序号]作者.(多名作者之间用“,”号).文献题名.文献类型[J].刊名,年,卷(期):起止页码.
例如:[8] 汪应络,王能民,孙林岩.绿色供应链管理的基本原理[J].中国工程学报,2003(11):82-87 c.电子文献的著录格式:
[序号]作者.文献题名.文献类型[EB/OL].网址或光盘出版单位,发布时间/下载时间.
例如:[4]dHuy Kees, Lydia van derHulst, de Jong K, etal. Just in Time Knowledge Management[EB/OL].https://doc.telin.nl/dscgi/ds.py/Get/File-29715/Just_in Knowledge _Management_ Stat of _Art. 2003 Time_
附件2:测量记录表
通过光电照度计,采集照度均匀度和反射率的第一手资料,记录表如下: 照度值记录表1:

注:其中E1为最高照度值,E2为最低照度值,E3为平均照度值 照度均匀度=规定平面上的最低照度值/平均照度值 照度值记录表2:
注:测点为工作场所地面、墙面及工作面等; 反射率估计值=(暗照度值/明照度值)×100%;
当光探头朝向光源时,所测值为明照度值;当光探头背向光源时,所测值为暗照度值。
现场噪声测量记录表:
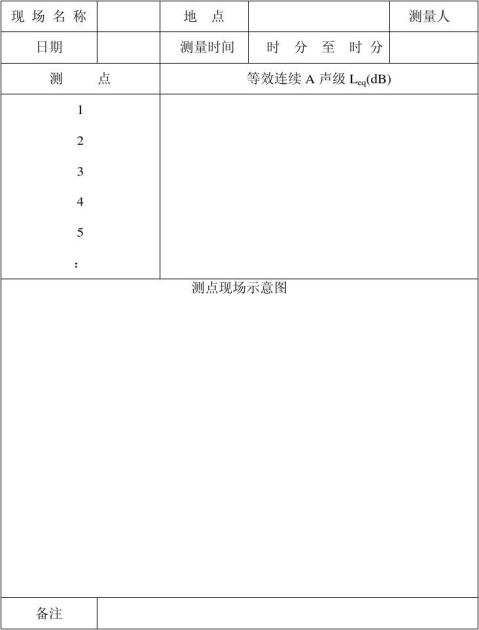
注:等效连续A声级Leq计算方法如下: 近似计算公式:

其中:TnR—第n段声级
的总暴露时间(分);
T—总暴露时间(分)。
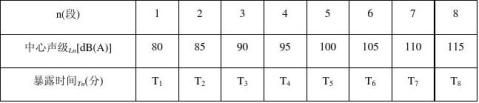
计算方法:根据测量数组,按声级的大小及持续时间进行整理,将80~120dB声级从小到大分成九段排列,每段相差5dB,每段用中心声级表示,例如中心声级85 dB(A)表示由 83~ 87 dB(A), 中心声级90 dB(A)表示由88~92 dB(A),并统计出各段声级的暴露时间,可得下表,然后将已知数据代入以上公式即可求出等效连续声级。
第二篇:人因工程课程设计 (2)
编号
名称动作时间标准时间速度周期类型2左手抓取工件3伸手4 右手抓取零件5 右手移动螺钉6 对准7 双手同时预拧紧俩螺钉8 紧固左螺钉9 紧固右螺钉10 手持翻转工件11 伸手12抓取零件13移动零件14对准15装配16 伸左手17 左手抓取18 左手移动零件19 对准20 装配21 伸手22 抓取23寻找24 握取25 移动26 零件掉落27 拾起掉落零件28移动29 对准30 装配31 寻找32伸手33 寻找零件34 抓取错误工具35 移动36 放置错误工具37 移动右手38 抓取另一螺丝刀39 移动螺丝刀40 对准螺丝刀41 拧紧42 伸左手右手放置螺丝刀43 左手抓取零件44 移动零件 右手移动45左手抓取46 左手移动零件47 双手同时对准零件0.600.600.090.090.310.310.440.441.921.926.886.885.535.531.161.160.790.790.320.320.360.360.760.761.001.000.600.600.400.400.280.281.121.121.521.521.441.440.600.600.440.441.161.160.960.960.400.400.320.000.240.000.280.280.200.200.840.840.320.320.520.521.641.640.560.000.730.000.230.000.320.320.800.800.320.320.840.8411.840.440.440.280.280.680.680.520.520.400.401.321.32####1移动####1伸手####1握取####1移动####1对准####1装配####1装配####1装配####1选择####1伸手####1握取####1对准####1对准####1装配####1伸手####1握取####1伸手####1伸手####1装配####1伸手####1握取####1寻找####1握取####1移动####1故延####1故延####1移动####1对准####1装配####1寻找####1伸手####1寻找####1握取####1移动####1放手####1伸手####1握取####1移动####1对准####1装配####1伸手####1握取####1移动####1握取####1移动####1对准
11.84
48装配49迟延
50 抓取掉落的螺钉51 移动掉落的螺钉52对准53 拧紧
54 卸下一螺钉55 移动
56 放下螺钉 移向螺丝刀57握取螺丝刀58 移动螺丝刀59 对准螺丝刀60拧紧
61 放下螺丝刀62右手伸向螺钉63 抓取错误螺钉64 移动错误螺钉65 对准螺钉66 放下螺钉67 移向零件268 抓取零件269 移动零件270 装配零件271 移向零件372 装配零件373 寻找螺丝钉74抓取螺丝钉75 装配螺丝钉76 摸鼻子77 迟延
78 抓取装配物279 持住装配物280 抓取零件81 装配小零件82 放下装配物283 组装组合体84 装配组合体85 移向装配物286 抓取
87 装配装配物288 右手移向螺钉89 抓取螺钉90 抓取螺钉91 安装
92 右手抓取螺钉93右手收回94 安装1.441.440.760.000.480.000.820.002.312.3123.9223.920.110.110.360.360.050.050.310.310.600.600.640.6421.3621.360.600.600.320.320.160.000.240.005.730.000.620.005.965.960.290.290.780.785.725.720.720.725.505.5010.7010.701.201.206.226.220.850.000.670.000.440.441.751.750.590.598.058.051.421.4233.2233.2210.3610.360.060.060.530.5310.5210.520.790.791.041.040.960.961.761.760.720.720.360.363.963.96####1装配####1迟延####1伸手####1移动####1对准####1装配####1拆卸####1移动####1移动####1握取####1移动####1对准####1装配####1移动####1移动####1握取####1移动####1对准####1移动####1寻找####1握取####1移动####1装配####1移动####1装配####1寻找####1握取####1装配####1迟延####1迟延####1握取####1持住####1移动####1装配####1移动####1装配####1装配####1移动####1握取####1装配####1移动####1握取####1握取####1装配####1握取####1移动####1装配
95 右手抓取零件96 右手收回97 安装98 抓取螺钉99 安装100 抓取螺钉101 安装
102 抓取螺丝刀103 收回螺丝刀104 拧紧螺钉105 放下螺丝刀106 摸鼻子107 查找零件
108 寻找零件4的装配孔109 装配零件4110拿取螺钉 对准111 拿取螺丝刀112 对准113 拧紧
114 放下螺丝刀115 翻转装配物116 拿取零件5117 抓取
118 移动零件5119 对准零件5120 装配零件5121 拿取螺钉122抓取螺钉123 移动螺钉124 对准螺钉125 拧紧126 拿取螺钉127 螺丝钉拧紧128 放下螺丝刀129 翻转装配物130 摸鼻子131 拿取零件132 摸鼻子
133 组装组合体2134 摸鼻子
135 组装组合体2136 抓取螺丝刀137 移动螺丝刀138 对准
139 放下螺丝刀140右手移向螺丝钉141 抓取螺钉0.200.201.761.761.081.081.081.081.381.380.940.942.362.362.562.561.481.4836.8836.880.650.650.990.006.036.032.752.7512.3712.3710.7610.761.881.880.960.9612.7312.730.780.782.052.050.330.330.480.480.710.710.370.372.742.740.540.540.280.280.590.591.131.134.144.147.507.5011.6311.630.740.741.541.543.210.0011.4811.480.610.0010.9310.930.630.0030.8830.880.240.240.850.858.038.030.420.422.622.620.280.28####1握取####1移动####1装配####1握取####1装配####1握取####1装配####1握取####1移动####1装配####1放手####1休息####1寻找####1寻找####1装配####1移动####1移动####1对准####1装配####1移动####1选择####1移动####1握取####1移动####1对准####1装配####1移动####1握取####1移动####1对准####1装配####1移动####1装配####1移动####1寻找####1迟延####1移动####1休息####1装配####1休息####1装配####1握取####1移动####1对准####1放手####1移动####1握取
142 移动螺钉143 对准螺钉144 装配螺钉
145 右手移向螺丝刀146 抓取
147 拿起螺丝刀148 对准149拧紧
150 放下螺丝刀151 检查
152 右手移向钳子153 握取154 移动155 装配156 放下钳子
157 伸手抓取螺丝钉158 抓取
159 拿起螺丝钉160 对准161 装配
162右手移向螺丝刀163抓取螺丝刀164 拿起165 对准166 拧紧0.880.882.552.552.052.050.160.160.240.240.770.771.571.5716.8216.821.081.083.333.330.940.940.770.771.141.145.135.130.520.520.500.500.220.220.550.550.850.8511.9211.920.530.530.130.130.700.701.541.549.329.32####1移动####1对准####1装配####1移动####1握取####1移动####1对准####1装配####1移动####1检验####1移动####1握取####1移动####1装配####1移动####1伸手####1握取####1移动####1对准####1装配####1移动####1握取####1移动####1对准####1装配
动素归类第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第二类动素第一类动素第一类动素第三类动素第三类动素第一类动素第一类动素第一类动素第二类动素第一类动素第二类动素第三类动素第三类动素第三类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素
第一类动素第三类动素第三类动素第三类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第三类动素第三类动素第三类动素第三类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第二类动素第一类动素第一类动素第三类动素第三类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素
第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第三类动素第二类动素第二类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第二类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第二类动素第三类动素第一类动素第三类动素第一类动素第三类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素
第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第二类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素第一类动素
标记描述
伸出右手,左手放置 单手操作
双手操作
单手操作
对零件位置不熟悉,浪费时间 操作失误,耽误时间
操作不熟练 对零件不熟悉
耽误时间
用钳子进行装配
-
人因工程课程设计大纲
人因工程课程设计一设计目的与要求综合掌握人机界面作业空间作业方法座椅及手握式工具等的设计原则并能在实际应用中针对具体的工作岗位进行…
-
《人因工程》课程报告模板
人因工程课程报告专业班级学号姓名指导老师20xx年5月7日目录1引言黑体小三加粗前2行后15行15倍行距211选题的目的及意义宋体…
-
人因工程课程设计
基于人因工程学的校园路灯规划与改善摘要校园路灯随处可见,可以说它代表了学校的一种形象,是校园的重要组成部分。路灯照明对于夜晚校园环…
-
人因工程学课程设计指导书(20xx年)
人因工程学课程设计指导书指导老师胡鸿刘爱群湖南工学院工业工程教研室人因工程学是工业工程专业的一门专业基础课是由人体科学工程技术劳动…
-
人因工程学课程设计
人因工程学课程设计报告学院:管理学院专业:工业工程班级:工程102班目录1.课程设计题目:食堂窗口布局设计12.摘要(中文摘要和英…
-
《人因工程》课程报告模板
人因工程课程报告专业班级学号姓名指导老师20xx年5月7日目录1引言黑体小三加粗前2行后15行15倍行距211选题的目的及意义宋体…
-
人因工程课程实验--视觉反应时测试实验报告
视觉反应时测试实验报告一实验目的在许多情况下系统呈现一个刺激要求操作者根据刺激的信息内容作出相应反应一般将外界刺激出现到操作者根据…
-
人因工程课程实验--记忆广度测试实验报告
人因工程课程记忆广度测试实验报告姓名学号指导教师20xx年11月记忆广度测试实验报告摘要记忆广度指的是按固定顺序逐测一地呈现一系列…
-
人因工程自主学习课程设计指导书
自主学习课程人因工程课程设计指导书马如宏编写审稿盐城工学院机械优集学院二一五年十月一课程设计教学目的与意义人因工程学是一门综合性的…
-
人因工程学课程设计指导书(20xx年)
人因工程学课程设计指导书指导老师胡鸿刘爱群湖南工学院工业工程教研室人因工程学是工业工程专业的一门专业基础课是由人体科学工程技术劳动…