电工圆铝杆等线材的拉力机力学性能检测章程
电工圆铝杆等线材的拉力机力学性能检测章程
1、 适用范围
适用于电缆制造行业金属线材类的进货拉力机力学性能检验。
2. 职责
2.1 质检部负责金属材料的进货检验、数量和重量的确认、认可。
2.2 检验员负责对经过检验的金属材料进行记录、报告,对不合格品进行标识。
3. 本公司金属材料品种及分类
3.1. 电工用铜线坯:T1R、T2R、T3R、TU1R、TU2R A类
3.2. 电工圆铜线 TR、TY A类
3.3. 电缆的导体 A类
3.4. 电工圆铝杆 A、A2、A4、A6 、A8、A9 A类
3.5. 电工圆铝线 LR、LY4、LY6、LY8、LY9 A类
3.6. 钢芯铝绞线用镀锌钢线 B类
3.7. 钢芯铝绞线用镀锌钢绞线 B类
3.8 镀锌钢绞线(成品) B类
4.工作程序
4.1. 检验员在进行金属材料检验时,应采用试验方法的最新版本。
4.2. 材料进公司入库后,根据供应部出具的报检单进行进货验证并及时取样检测。
4.3 进货验证
4.3.1 进货批应有分供方随货质量保证书或检验报告,并有检验部门印章;
4.3.2 每批货随件应有产品合格证;
4.3.3 检验员对检验报告和产品合格证进行确认。
4.4 检验合格后,质检部及时将检验结果通知相关部门。
4.5 在进货检验中,若发生不合格时,应对不合格品作出“红色停用”标识以防止误用,并填写《不合格品评审单》与《报检单》和《检验报告》一并交技术部评审处置。
4.6 仓储部根据报检单的结论,作出与结论相对应的标识,以防止误用。
4.7 记录
4.7.1 铜、铝导体材料经检验后,记录填写在《导体材料试验记录》上;
4.7.2. 钢芯铝绞线用镀锌绞线经检验后,记录填写在《铝绞线(钢芯铝绞线)
试验原始记录》中;
4.7.3 金属材料进货检验合格时应填写《试验报告单》与《报检单》。
4.7.4 金属材料进货检验不合格时应填写《不合格品评审单》与《报检单》、《试验报告单》;
4.7.5 质量记录按照GC/GL 424—2004《质量记录控制程序》的规定执行。
5. 金属线材检验项目和试验方法及检验频次
5.1.电工用铜线坯
5.1.1 执行标准:GB/T3952—2008
5.1.2 铜线坯的试验项目及试验方法见表1
5.1.3 检验规则:
a. 试验按表1规定的项目进行,当力学性能试验出现不合格时,取双倍样就不合格项目进行试验,仍不合格时判该批材料为不合格;当电性能试验不合格时,判该批不合格。
b. 按批抽样检验,抽样数不少于1件。
表1 铜线坯的试验项目及检验频次

5.2. 电工圆铜线
5.2.1 执行标准:GB/T3953—83
5.2.2 电工圆铜线的试验项目及试验方法见表2
表2 电工圆铜线试验项目及试验方法

5.2.3 检验规则
a. 试验按表2中试验项目的顺序进行。
b. 每批圆铜线按3%班抽样,但不少于3盘,批量较大时,不多于10盘,当试验不合格时,应另取双倍样就不合格项目进第二次试验,仍不合格时,该批圆铜线为不合格。
5.3 电缆的导体
5.3.1 执行标准:GB/3956—20##
5.3.2 导体类型分为两种
a. 固定敷设电缆用导体
b. 软导体
5.3.3 导体结构分为四种
a. 实心导体(第1种);
b. 绞合导体(包括紧压绞合圆形导体和绞合成型导体、非紧压绞合圆型导体)(第2种);
c. 软导体(第5种);
d. 比第5种更软的导体(第6种);
e. BVR型电缆用导体。
5.3.4 适用范围
适用于外包产品的检验。
5.3.5 电缆的导体检验项目和试验方法见表3
5.3.6 检验规则
试验按批抽样,每批取样数不少于3件,按表3规定的项目进行试验,如任一项目不合格时,另取双倍样就不合格项目进行试验,仍不合格判该批材(电缆的导体)为不合格。
表3 电缆的导体检验项目和试验方法

5.4 电工圆铝杆
5.4.1执行标准:GB/T3954—2008
5.4.2电工圆铝杆试验项目和试验方法见表4
表4 电工圆铝杆试验项目和方法GB/T3954—2008

5.4.3检验规则
a. 如试样中出现力学性能或电性能不合格时,则应从不合格试样所代表的那卷上再取2个样进行复检,如仍不合格,则判该卷不合格;
b. 尺寸偏差不合格时,判该卷不合格;
c. 表面质量不合格时,判该卷不合格。
5.5 电工圆铝线
5.5.1执行标准:GB3955—83
5.5.2 电工圆铝线试验项目及试验方法见表5
表5 电工圆铝线试验项目和试验方法(GB3955—83)

5.5.3 检验规则
a. 检验按表5 的项目进行;
b. 电工圆铝线每班取样不少于3盘,第一次试验不合格时,应另取双倍样就不合格项目进行试验,仍不合格时,判该批电工圆铝线为不合格。
5.6钢芯铝绞线用镀锌钢线
5.6.1执行标准: GB/T3428—2007
5.6.2本公司使用的镀锌钢丝型号
a. G1A、G1B普通强度镀锌钢线
b. G2A、G2B高强度镀锌钢线
c. G3特高强度镀锌钢线
5.6.3. 架空绞线用镀锌钢线检验项目和试验方法见表6
表6 架空绞线用镀锌钢线检验项目和试验方法

5.6.4. 检验规则
每批抽样,按表6规定的项目试验,不合格时另取双倍样就不合格项目进行试验,仍不合格时,判该批钢线为不合格。
5.7 钢芯铝绞线用镀锌钢绞线
5.7.1执行标准:Q/GL03-2005《钢芯铝绞线用镀锌钢线》
5.7.2. 钢芯铝绞线用镀锌钢绞线试验项目及试验方法 见表7
表7 钢芯铝绞线用镀锌钢绞线试验项目及试验方法

5.7.3.检验规则
a.进货检验为抽样检验,每批随机抽样数量3件,按表7规定项目试验,每个试样长度为1500mm;
b.经检验不合格时取双倍样就不合格项目进行复检,合格品时判该批材料为合格,不合格时判该批材料为不合格。

1. 适用范围
适用于本公司金属带材类的进货检验。
2. 职责
1.1质检部负责金属带材的进货检验、数量和重量的确认、认可。
2.2检验员负责对经过检验的金属材料进行记录、报告,对不合格品进行标识。
3. 本公司金属带材品种及分类
(1) 电缆用铠装钢带 B类
(2) 铜带 T2 、TP1 B类
4.工作程序
4.1. 检验员在进行金属材料检验时,应采用试验方法的最新版本。
4.2 材料进公司入库后,根据供应部出具的报检单及时取样检验。
4.3 检验合格后,质检部及时将检验结果通知相关部门。
4.4 在进货检验中,若发生不合格时,应对不合格品作出“红色停用”标识以防止误用,并填写《不合格品评审单》与《报检单》和《检验报告》一并交技术部评审处置。
4.5 仓储部根据报检单的结论,作出与结论相对应的标识,以防止误用。
4.6 记录
4.6.1 金属带材进货检验合格时应填写《试验报告单》与《报检单》。
4.6.2 金属带材进货检验不合格时应填写《不合格品评审单》与《报检单》、《试验报告单》;
4.6.3 质量记录按照GC/GL 424—2004《质量记录控制程序》的规定执行。
5.检验项目和试验方法及检验频次
5.1 铜带
5.1.1执行标准:GB11091—2005
5.1.2铜带试验项目和试验方法见表8
表8 铜带试验项目和试验方法

5.1.3 检验规则
a. 每批铜带抽样为3件,按表8的规定检查,不合格时另取双倍样就不合格项目进行检查,仍不合格时,判该批示铜带为不合格;
b. 从外观检验合格的铜带中,抽取3个样做尺寸检查,(试样长100mm);不合格时另取双倍样就不合格项目进行检查,仍不合格时,判该批铜带为不合格。
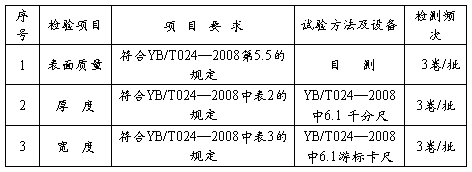
5.2 铠装电缆用钢带
5.2.1 执行标准:YB/T024—2008
5.2.2 铠装电缆用钢带检验项目及试验方法见表9
5.2.3 检验规则
a. 钢带应按批检验,每批钢带应由同一牌号、同一规格的钢带组成;
b. 检验按批在钢带中取3卷,每卷从外端取样,试样长度为100mm;
c. 按表9规定的项目试验,其中一个试样任一项不合格,应另取双倍样试验,仍不合格时判该批钢带为不合格。
表9 铠装电缆用钢带检验项目和试验方法
第二篇:电工圆铝杆的生产加工
电工圆铝杆的生产加工
电工圆锯杆的生产加工离不开其完整成熟的工艺,工艺条件严重制约了圆铝杆的产品质量,进而影响电缆产品的质量。
工艺技术条件是各类铝芯电线电缆达标的关键之一,影响电工圆锯杆性能的要求,有杂质含量,浇铸温度、轧制速度和乳化液的浓度、温度、杂质及流量等。
制定工艺技术条件的原则,是以结晶和轧制为核心环节,依据铝液成分,调整轧制速度,选定合理浇铸温度、并兼顾乳液温度。对电工杆生产工艺进行了工艺改进后,具有较强适用性,产品合格率明显上升。电工圆锯杆的工艺技术条件是各类铝芯电线电缆达标的关键之一,影响电工圆锯杆性能的要求,有杂质含量,浇铸温度、轧制速度和乳化液的浓度、温度、杂质及流量等。制定工艺技术条件的原则,是以结晶和轧制为核心环节,依据铝液成分,调整轧制速度,选定合理浇铸温度、并兼顾乳液温度。对L4-9.5mm电工杆生产工艺进行了具体探讨,具有较强适用性,合格率达95%。电工圆铝杆;的工艺技术条件是要素,杂质含量、有浇铸温度、轧制速度和乳化液的温度、轧制温度 杂质及流量等 制定工艺 技术案件的原则,是以姑晶争轧村为拇 环节,依捂铝液成分,整轧剖速度,定鲁理浇辞 调造温度,兼顾乳液温度。L—.r电工轩生产工艺进行了鼻体探讨t井对495嘣 具有较强适用性t合 锦耕关: 堑 苎 铸连键兰堑垒查, 1, 三墨 电工圆铝杆是电线电缆行业重要原材料 主要用来拉制电线电缆导电线芯用圆铝线、型 铝线和其它电工用铝导体,电性能和机械
性 其能是各类铝芯电线电缆导体能否达到IO或 E国际先进水平的关键 国家标准局发布实施电 工圆铝杆GB94—8353标准 来.轧电工圆 热铝杆生产工艺逐步完善,能得到提高。在如 性但何提高合格率,低物耗,降能耗方面仍有不少问 12影响电工量< 捆) 比捌. 1调查研究 11电工圆铝杆性能要求(35.GB94—8)3 电阻辜 仲长旱厦其它 总 计 注:捆铝杆重量约15吨 每. 表1 型 电工圆铝杆性能要求(35GB94—8)3 抗拉强度 (mm2 K/) F表2可以看出,高合格率主要是使抗 }j提拉强度符台国家标准要求.次是电阻率杆合格率项目调查 .我厂连铸连轧生产线,要生产I一主 95m电工圆铝杆,量标准按L.ra质 一95m .ra (35GB94—8)行考核。今对193进 3年7月、 98月、共计13捆不合格电工杆作项目分析,9月0 见表2 。 题,因此深入轻 金 属 目一且经常检查、洗。并清 ·5o3 21生产流程 . 熔铝(炉)人——配比——精炼——扒渣 —— 3工艺技术条件探讨 31工艺技术条件制定原则 .工艺技术条件制定应遵循以下原则:绕 围结晶和轧制两个核心环节,以铝液成分为依据,研究电工圆铝杆工艺技术条件具 有重要意义。 表2L一95m电工圆铝杆质量情况调查表 .ra性能指标 抗拉强度 敷及伸 其长率。 断裂仲长率 ()小于 不 电阻辜(mm/n· m,o℃)大于 2不 L :L· 2影响电工杆性能诸要
素分析 第六图书馆 1996生N1_g
静置——结晶一一轧制——收捆 22工艺参数对电工杆性能影响 .电工杆生产工艺参数包括化学成分、硅 铁比、度、度等,们互相影响、相制约, 速温它互决定着电工杆性能。 轧制速度为调整环节,合理选取浇铸温度,兼顾 乳液温度。 221杂质含量;液中杂质成分为F、i.. 铝es、 Cu等,些元素对电工杆的组织和性能均有一 这定影响,e和Al成金属问化台物FAI、tF形eaS 在铝基体中以游离态存在.外F另e和s还可 i能成分不同分成两大类:准 标铝液和非标准铝液。 标准铝液:es—1215F=01~ F/.~.;e.20 ;=0.~0.1 。.16Si07 3 非标准铝液:es>02 ;eS<10F+I.6F/i. 或F/i15 eS>.。 不同类型铝液采用不同工艺制度。 321标准铝液生产工艺曲线 ..生产工艺曲线包括铝液成分与轧制速度关 系曲线,铸温度与轧制速度关系曲线.液温 浇乳度与轧制速度关系曲线。现仅给出h一95m .r以三元化合物aAles或9ALeS2形 (?3 )(。2iFF)态出现,这些杂相的存在使得电工杆塑性降低, 电阻率增大,拉强度略有提高,抗因此生产中应 严格控制杂质含量。 222浇铸温度:液结晶在工艺控制过程中 ..铝处于核心环节,铝结晶温度约60c,产过 纯6I生 32工艺技术条件 .根据铝液化学a电工圆铝杆生产浇铸温度与轧制速度关系曲线 供探讨: 程由结晶轮材质、径大小、速及冷却状况决 直转定浇铸温度一般控制在6O709~2℃之间.样 这有利于得到致密细化的晶体结构 浇
铸温度通 过调整炉温、液流量等实现。铝 223轧制速度:制速度指轧机速度(坯 ..轧铸进轧速度)铸机速度(晶轮线速度)两者相 和结, 等 轧制速度一般控制在02~O3ms速却效果下降。化液中且乳固L浇铸温度与轧制速度关系曲线 杂质主要来源于轧翩过程中剥落的铝皮,齿轮、 轴承等磨损产生的粒子,这些杂质在实际生产 中很窨易阻塞润滑管道.速设备磨损甚至影 加响塑性变形区金属正常流动,此润滑系统的 因过滤装置至关重要。一般要求滤网不少于200 操作实例:94年119O月9日严格按操作 曲线生产。操作情况及性能报告见表4 。- 3 6· 操作记录及铝杆性能报告 Fe0 ,一 l3 轻 金 属 表5 铝艘成丹 1996生N1 ̄ 操作记录及性能报告 Fe=&2度 .l.3/,快,杆强度低,性好;度慢,强度高,铝塑速则塑 性低,电阻率大。制速度应根据铝液成分及所 轧需铝杆性能决定。 224乳化液:机工艺润滑系统用乳化液起 ..轧到对轧辊的润滑保护和铝杆中问冷却作用, 乳化液的浓度、度、质含量、量都影响铝杆 温杂流质量。乳化液浓度一般为35℃,~温度不应超过6~7℃.度过高则容易造成铝杆表层和 O0温轧辊工作表面粘结,冷50 S一0l3i n 表j 铝 成持 =m 87n 浇铸温度. (乳槭温度 拄拉强度 轧制连度.m^ 乳触盘度. 轧叽速度 浇铸温度 电阻牢(0)2 仲长宰 抗拉强度 电阻率(n 2C) 仲长率 值得说明的是:电工圆铅杆生产是动态控 制过程,诸因素影响.操作过程中应根据实 受在
际情况作必要调整’L速度土005s浇 牟制.0m/; 33工艺参数 .I一95 ,.mm电工圆铝杆工艺参数见表6 。表6 项 铸温度土5,们认为是允许的。℃我 322非标准铝液工艺曲线 .. L一95m电工圆铝杆工艺参数 t-ra目 范 目 项 目 范 固 对于F、i杂质成分含量高或F/i.es等eS ̄ 10及F/i15铝液,通常方法所轧电工 ,eS>.按 炉温 坯温 挺铸温度 杵温 扦合格率偏低,电阻率多超出国家标准。多年 经生产实践.采用高温快轧工艺(2.温度 若图)即高、度快.生产电工杆合格率在9 以上,速所0 降低了生产成本,低品位铝液合格 是率,足电工杆性能要求.满降低生产成本的有效 途径; bL. 一95.mm电工圆铝杆工艺曲线用于 指导生产.工杆合轧制电工杆提 为供了一种操作思路。 乳被温度 Fes,i o l0~o. 26 轧机连度 铸机连度 o 07~0.28 操作实例:液成分F:025;i铝e.0 S= 013;eS=038.质含量偏高..0%F+i.0 杂采 用高温快轧工艺生产.工杆全部符合国家标 准.裘5 见。 4 结 论 a完善电工圆铝杆工艺技术条件,同型 .不号铝杆采用不同生产工艺.提高电工杆格率大于9 .性能稳 电5且定,作简便、确;操准 c高温快轧工艺解决了低品位铝液轧制质 .量问题,为降低生产成本提供了一种思路。 图2浇铸温度与轧制速度关系曲线
-
电力建设工程施工合同范本
附件编号本电力建设工程施工合同工程名称建设单位施工单位签订时间签订地点电力工业部制订19xx年12月电力建设工程施工合同条件第一章…
-
电力工程施工合同书
合同编号项目签订时间签订地点工程施工合同年月河南潢川甲方乙方依照中华人民共和国合同法建设工程质量管理条例及有关法律法规遵循平等自愿…
-
电力工程合同范本
电力建设工程施工合同工程发包方以下简称甲方工程承包方以下简称乙方签订时间年月日签订地点为了明确双方职责确保按时按质按量完成工程任务…
-
电力工程施工合同
电力工程施工合同工程名称铁山港区污水处理厂10KV配电工程合同编号20xx11甲方北海市路港建设投资开发有限公司乙方广西金德利电气…
-
电力工程施工合同书
电力工程施工合同书工程名称建设单位施工单位年月日10KV配电工程施工合同甲方发包方湖南尚美尔投资有限公司乙方承包方湖南亨通电力有限…
-
线材可靠性测试检验标准
烨翔电子有限公司可靠性测试标准文件版本:B拟定:Hwasin审核:批准:日期:20XX-05-16文件编号:EGHR000007可…
-
无损检测报告
华东交通大学无损检测报告姓名学号2班级11级测控一班指导教师1超声波在铁路检测中的运用311超声波无损探伤的方法3111脉冲反射法…
- 线缆检测报告
- 煊华(BS)电源线测试报告
- 线材信赖性测试报告LK-4-Q-066