生产计划与控制课程设计 工业工程
《生产计划与控制》
课程设计报告

报告正文
一、设计目的
这次课程设计是《生产计划与控制》这门学科的实践环节,是学习《生产计划与控制》课本理论知识后的实际操作性锻炼。通过这次课设,要能够掌握生产与运理的相关理论与方法,并且对设计对象的情况,问题和材料有较好地了解,可以灵活应用本课程理论知识和方法,分析和解决问题。
二、设计思想
生产作业计划可以分为大量流水生产,成批生产和单件小批量生产三种类型,本次课程设计为大量间断流水线设计。其特点是专业化程度高;工艺过程封闭;工作地按工艺过程的顺序排列,生产对象在工作地间单向移动 ;各工序生产能力平衡;生产具有节奏性;各工作地间有传送装置连接。流水线具有高度的连续性、比例性、平行性。
生产组织方式有两种,以工艺为中心和以产品为中心,以工艺为中心生产,是按照生产工艺的特点来设置生产单位。在生产单位内,集中着同种类型的生产设备和同工种的工人,只完成产品的部分工艺阶段或部分工序的加工。一般与订单生产方式,小批量生产结合在一起。以工艺为中心生产,是按照生产工艺的特点来设置生产单位。在生产单位内,集中着同种类型的生产设备和同工种的工人,只完成产品的部分工艺阶段或部分工序的加工。一般与订单生产方式,小批量生产结合在一起。所以本次设计将采用以产品为中心的设计方法。
生产作业计划的设计要在工厂、车间布置满足生产过程需要的情况下,尽可能的提高资源、设备以及人员的利用率,车间作业系统方便人与机器的操作,缩小设备与人员的占地面积,避免相互交叉与迂回运输,缩短生产周期,节省生产开支。
三、基本原理
根据设计内容,我需要对四个不同型号的零件进行车间作业系统的设计设计合理的大量流水线主要按以下步骤进行:
(1)按产品形状、尺寸或材料对产品的不同生产或工艺特点进行分类。
(2)计算流水线的生产节拍。
(3)计算各工序的大量系数,从而确定生产类型。
(4)计算每个流水线的设备数量和负荷系数。
(5)绘制流水线布置示意图(—,L,U,O,S型)。
(6)绘制看管期内作业指示图表。
(7)绘制周转在制品形成与消耗示意图。
四、设计内容与分析过程
根据选题要求,我将设计四个不同型号的零件的车间作业计划系统设计。零件的详细资料,如下表:
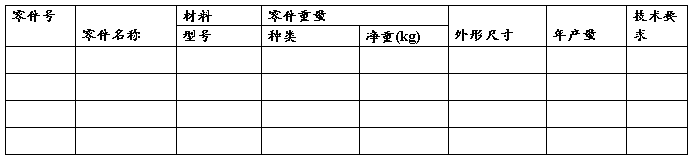
根据零件的加工工序特征以及对设备的要求,为了简化车间系统设计,分别设计出差速锁轴加工线,转向器垫板加工线,转向器下盖加工线,管型轴加工线四条单一对象流水线。以下是这四种工件的具体分析与流水线设计过程:
备注:以下计算均按年有效工作时间250天,设备利用率92%,废品率2%,看管周期为120min,节拍单位为min。
以下将以1006零件为例写出详细的分析及设计过程,其余三个零件分析过程省去,直接用表格表示计算结果,写出设计结果。
1、1006轴生产线
(1)计算节拍(单位:min)
计算公式:C=Fe/N
Fe:计划期内的有效工作时间 N:计划期内的生产任务的数量(含废品量)
Fe1=250*8*2*60*92%=216000min N1=90000*(1+2%)=件
所以C1=2.41min/件
(2)计算大量系数
计算公式: Kf = ti / C ti:工序的单件时间
Kα =∑Kf / n n:总的工序数
Kα1=(0.25+0.79+0.46+0.58+0.46+0.92)/6=0.58
C1=2.41min/件,Kα1=0.58,生产过程采用间断生产。
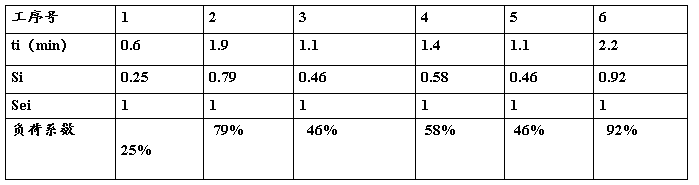
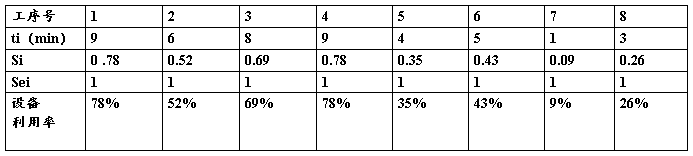
(3)计算设备数量和负荷系数
计算公式: Si=ti/c ti为工序单件时间
Sei=[Si]
1006
(4)绘制看管期内作业指示图表
根据要求看管周期为120min,计算公式:
看管周期产量=看管周期*负荷率/时间定额
日产量=年产量/250 (年产量含废品率)
根据流水线布置和负荷率确定工人监管的工作地
1006间断流水线的标准作业指示图表
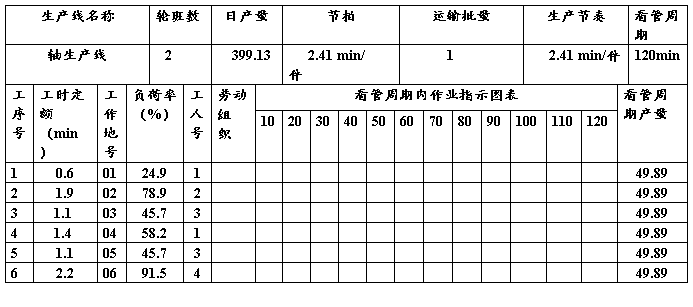
备注:所以,共需要四个工人。
(5)车间流水线布置示意图
(6)确定周转在制品形成与消耗示意图
周转占用量指间断生产条件下流水线上两个相邻工序之间由于生产率不同,为使每个工作地能够连续的完成看管期产量,在工序之间存放的在制品数量。
计算公式为:Zt=ts(Se/te-Sl/tl)
Zt—周转占用量的最大值;ts—相邻两个工序同时工作时段长度;
Se,te,Sl,tl—前、后工序的工作地数目和单件时间。
若Zt为正值,表明最大周转占用量形成于该时段的最后,若为负值,表明形成于该时段的开始。
1,2工序之间:60(1/4-1/3)=-5 20 (1/4-0) =5
2,3工序之间:60 (1/3-1/6)=10 (120-60)(0-1/6)=-10
3,4工序之间:60(1/6-0) =10 (120-60)(1/6-1/3) =-10
4,5工序之间:60 (0-1/5) =-12 (100-60)(1/3-1/5) =5
(120-100)(1/3-0)=7
5,6工序之间:100(1/5-3/19)=4 20 (0-4/19) =-4
6,7工序之间:40(3/19-1/2)=-14 60(3/19) =10
(120-100) (4/19) =4
7,8工序之间:40(1/2)=20 60(0-1/3)= -20
8,9工序之间:40(0-1/3)=-13 20(1/3-1/3)=0
40(1/3-0)=13
9,10工序之间:60(1/3)=20 (120-60)(0-1/3)=-20
10,11工序之间:20(0-1/1)=-20 (60-20)(0/3-0) =0
60(1/3-0)=20
11,12工序之间:20(1/1-1/4)=15 (80-20) (0-1/4) =-15
12, 13工序之间:60(1/4-1/3)=-5 (80-60)(1/4-0)=5
13,14工序之间:20(1/3-0)=7 (60-20)(1/3-1/5)=5
60(0-1/5)=-12
14,15工序之间:20(0-0)=0 40(1/5-0) =8
40(1/5-1/2)=-12 20( 1/5) =4
15,16工序之间:60(0-3/15)=-12 40 (1/2-2/15) =15
20(0-2/15) =-3
16,17工序之间:60(3/15-0) =12 60(2/15-1/3) = -12
将所得数据绘制成表:
1006
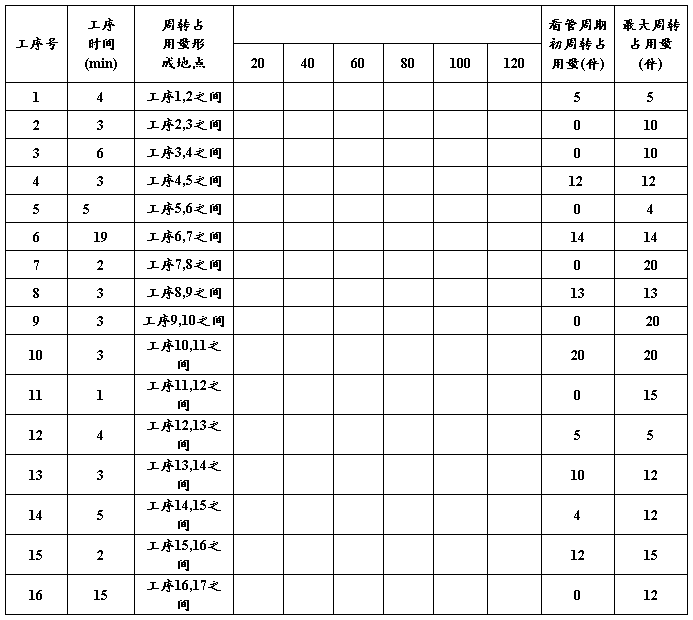
周转占用量变化情况
2、30073转向器垫板加工线
(1)计算节拍(单位:min)
由C= Fe/N,得C2=11.52min/件
(2)计算大量系数—确定生产类型
计算公式: Kf = ti / r ti为各工序的单件时间
Kα =∑Kf / n n为总的工序数
Kα2=(9+6+8+9+4+5+1+3)/(8*11.52)=0.49
接近于0.5,故用两班制进行设计。
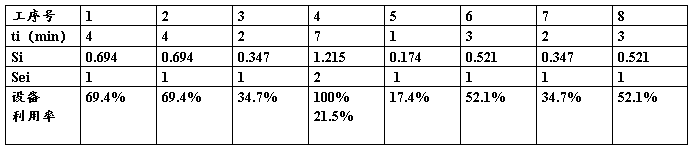
(3)计算设备数量和负荷系数
30073
(4)绘制看管期内作业指示图表
30073
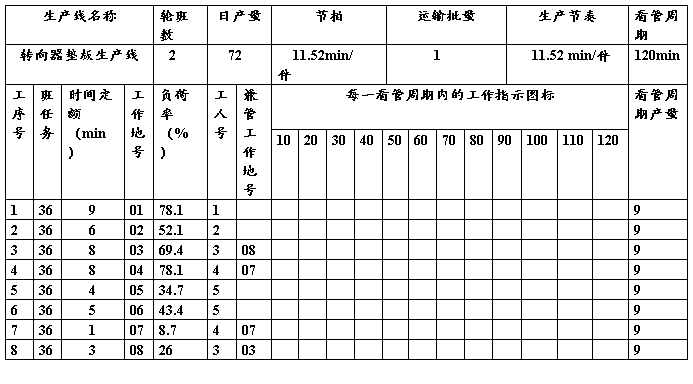
间断流水线标准工作批示图表
(5)车间流水线布置示意图
(6)确定周转在制品形成与消耗示意图
30073
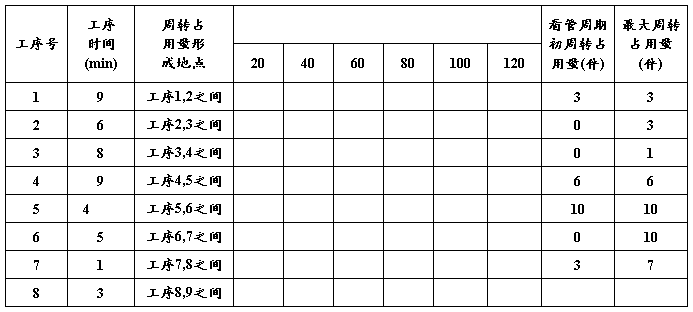
周转占用量变化情况
3、30056转向器下盖加工线
(1)计算节拍(单位:min)
由C= Fe/N,得C3=11.52min/件
(2)计算大量系数—确定生产类型
计算公式: Kf = ti / r ti为各工序的单件时间
Kα =∑Kf / n n为总的工序数
Kα3=(4+4+ 2+7+1+3+2+3)/(8*11.52)=0.28
因为Kα3<0.5,故改为一班制,得C3=5.76min/件,Kα3=0.56,为间断流水线。
(3)计算设备数量和负荷系数
30056
(4)绘制看管期内作业指示图表
30056
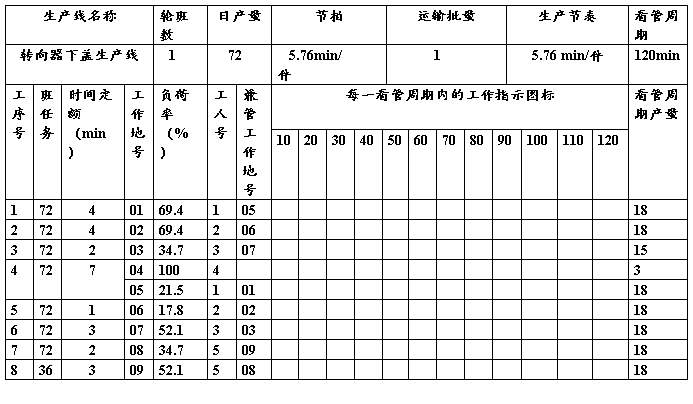
间断流水线标准工作批示图表
(5)车间流水线布置示意图
(6)确定周转在制品形成与消耗示意图
30056
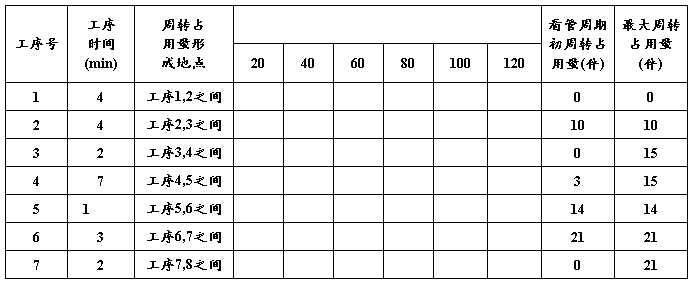
周转占用量变化情况
4、35051管形轴加工线
(1)计算节拍(单位:min)
计算公式:C=Fe/N C4=6.92min/件
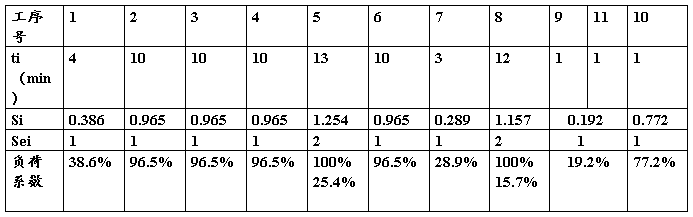
(2)计算大量系数—确定生产类型
计算公式: Kf = ti / r ti为各工序的单件时间
Kα =∑Kf / n n为总的工序数
Kα4=(4+10+10+10+13+10+3+12+1+8+1)/(11*6.92)=1.078
因为1.078>0.75流程过于紧凑,接近连续流水线
所以改成三班,C4=10.37min/件, Kα4=0.719
(3)计算设备数量和负荷系数
计算公式: Si=ti/c ti为各工序的单件时间
Sei=[Si]
35051
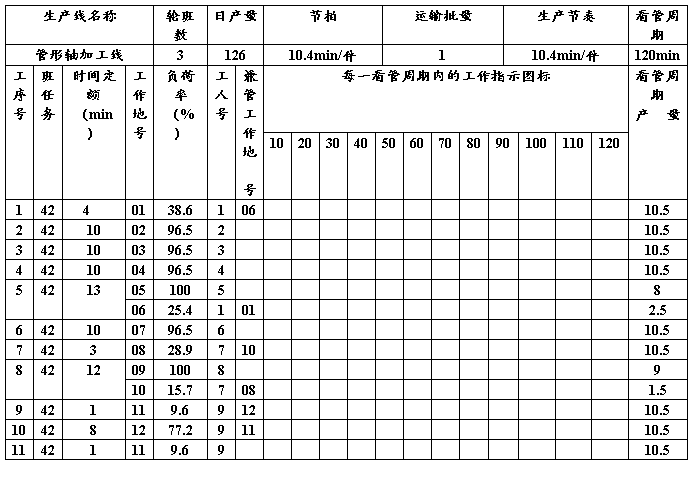
(4)绘制看管期内作业指示图表
间接流水线标准工作批示图表
备注:由工序大量系数汇总表可知,工序9与11的设备相同,工序操作过程也一样,且设备利用率很低,仅为9.6%,故将两工序合并为一台设备,可以省去一台设备,同时设备利用率提高到19.2%。
(5)车间流水线布置示意图
(6)确定周转在制品形成与消耗示意图
35051

周转占用量变化情况
五、课程设计感想
虽然这次课程设计只有短短的一个星期,但时我却从其中学到了很多东西。首先,给我感触最深的是“学以致用”不是一件容易的事情,课程设计是让我们运用从课本中学到的理论知识去设计车间作业任务系统,在这过程中我遇到的最大问题就是不知道该怎样去运用自己学过的东西,不知道从哪里下手去设计。我想造成这个问题的主要原因是自己足缺少实际锻炼,没有去过工厂,下过车间,自然不明白流水线的样子。所以,我一定要好好抓住下学期实习的机会,锻炼自己的能力。
其次就是在课设过程中,一定要有足够的耐心和细心。不能因为工序多或计算过程繁琐就失去耐心扔在一边不去做,这样只会浪费自己的时间,因为我们迟早要完成这项工作。当然,也不能因为数据太多就草草计算了事,所有步骤都是前后衔接的,钱买来的错误也许会导致后面的步骤无法进行。所以,不管哪个细节,我们都要认真的对待。
最后,就是设计内容一定要考虑到它在车间的可行性,以人为本,在考虑人的安全及疲劳度的情况下,应尽可能的利用设备、材料及人力,提高利用率,减少工厂占地面积,为工厂节省开支。
课程设计的日子很紧张,也很辛苦,但是我觉得很有价值,这给我的人生上了很重要的一课。
第二篇:07IE生产计划与控制课程设计指导书
生产计划与控制 课程设计指导书
温州大学机电工程学院 工业工程教研室
20xx年11月
第一章 课程设计的目的和意义
生产计划与控制课程设计是工业工程专业的重要实践性教学环节,是综合运用所学专业知识,完成生产计划与控制工作而进行的一次基本训练。其目的是:
1.能正确运用工业工程基本原理及有关专业知识,学会由产品入手对工厂生产过程进行调研分析的方法。
2.了解生产计划及库存控制的基本概念、基本思想和框架结构,掌握实施生产计划的控制和管理过程。
3.通过课程设计,培养学生学会如何编写有关技术文件,让学生较好地掌握生产与运作管理的相关理论与方法,
4.通过课程设计,初步树立正确的设计思想,培养学生运用所学专业知识分析和解决实际技术问题的能力。
第二章 课程设计任务及选题要求
一、课程设计的内容
本课程设计选题围绕《生产计划与控制》的教学目的和任务,面向工业企业和服务企业,充分体现本课程的特点,密切联系企业实际,并具有较强的理论和实践意义。 设计任务分为以下几类:
题目1. 物料需求计划与生产作业计划的编制
题目2. 装配流水线设计与平衡
题目3. 库存分析及物料控制
题目4. 网络计划技术的实际应用
选题要求:学生可在以上题目中自行选择设计题目或与指导老师协商另选他题。
二、具体要求及注意事项
1.每位学生应认真选题并严格按任务书要求完成设计任务。
2.课程设计报告项目要齐全。一般应包括:
? 封面:写明报告名称,班级、姓名、学号及完成时间
? 设计任务书
? 目录
? 报告正文
? 参考文献
3.报告中应包括设计目的、设计思想、基本原理、分析与设计过程、结果分析,有关说明等。报告应说明设计思路、依据、计算过程和计算结果。课程设计报告应做到理论联系实际,具有一定的针对性。设计方案应有一定的可操作性,选用的资料、数据必须真实。
4.课程设计报告按统一格式、统一顺序装订(题目,作者,摘要,关键词,正文,参考文献)。参见附后。
5.课程设计报告严禁出现雷同,凡有雷同者一经发现,相关课程设计成绩均按不及格处理。
三、时间安排
两周时间课程设计,生产实习结束后提交课程设计报告。
题目1.物料需求计划与生产作业计划的编制
1.1产品生产系统或服务系统研究对象
本课程设计根据产品对象的不同分别进行课程设计。产品有:电动自行车、水泵、鼓风机、吸尘器、剃须刀、锁具、低压电器开关、成套设备、眼镜、皮鞋、服装、PC电脑、液压器、减速器、发动机等,也可自行选定某产品,具体产品结合实习单位自行选定。
1.2设计任务
1)明确公司的目标和功能
根据新产品的特点及国内市场需求状况确定企业的目标及功能(包括企业的规模,今后的发展方向等问题),并对产品需求结构及其数量进行预测研究。
2)绘制企业的组织结构图
在已确定的生产单位的基础上,根据自身设计的生产系统进行绘制企业的组织结构图。
3)确定企业的生产单位
根据产品特点、零部件明细等结构确定企业的生产单位(即确定需要设立的车间和存货等),对生产系统进行整体的规划与设计。即确定生产类型,选择生产组织方式、进行组织设计,画出加工车间平面布置示意图,列出车间设备明细。
4)绘制产品BOM结构图
将已给定的产品在查阅相应的文献资料基础上按零部件明细设计产品的物料清单并进行绘制。
5)标准工序制定和工艺路线制定
设计好给定产品的标准工序和工艺路线,按标准符合进行绘制物料工艺路线。
6)编制物料需求计划
根据设定的预测或实际销售订单,在编制某月产品主生产计划的基础上实现物料需求计划的编制,并形成生产和采购订单,进行粗能力计划。
7)编制生产作业计划
在MRP基础上,生产订单形成后进行生产派工,下达到各个生产车间(含任务与细能力工时平衡)。
题目2. 装配流水线设计与平衡
1.1产品研究对象
本课程设计根据产品对象的不同分别进行课程设计。产品有:电动自行车、水泵、鼓风机、吸尘器、剃须刀、锁具、低压电器开关、成套设备、眼镜、皮鞋、服装、PC电脑、液压器、减速器、发动机等,也可自行选定某产品,具体产品结合实习单位自行选定。
1.2设计任务
1)明确生产线上各工位工序及名称
调研装配线上各装配工序及工位数,列出详细清单。
2)测定工序标准工时
根据观测数据,计算、考虑评比系数、宽放系数确定工序的标准工时。
3)计算生产线平衡率
根据收集的生产线工序现状资料,计算生产线平衡率,绘制山积图。
4)方法研究分析
运用5W1H和ECRS,对记录的现状进行全面分析,判断现有流程、作业、动作方法是否存在浪费、无效,是否存在更佳的方法,提出可能的改善方案。
5)瓶颈工序分析
对瓶颈工序进行方法改善,并运用流水线平衡原则方法进行平衡,计算改善后的平衡率,绘制山积图,比较说明改善效果。
6)产线平衡结果分析
对产线平衡结果进行分析,尽可能减少无效动作和物料的在线时间,缩短等待时间和节拍,尽可能减少生产线上(各工位间)的在制品数及在制品缓存时间,各工位的作业时间尽可能均衡。
题目3. 库存分析及物料控制
1.1产品研究对象
本课程设计根据产品对象的不同分别进行课程设计。产品有:电动自行车、水泵、鼓风机、吸尘器、剃须刀、锁具、低压电器开关、成套设备、眼镜、皮鞋、服装、PC电脑、液压器、减速器、发动机等,也可自行选定某产品,具体产品结合实习单位自行选定。
1.2设计任务
1)库存盘点
调研成品与半成品及原材料库存的所有物料,包括物料名称,数量,单价以及用于哪个工艺环节上、采购提前期等等,明确哪些是自制件、外购件以及外协件,制定库存清单。
2)物料编码设计
为仓库各物料设计物料编码,并明确仓储位置,可将物料编码设计与仓位设计结合在一起进行编码。
3)库存ABC分类
按照帕累托最优思想,进行库存的ABC分类管理。
4)关键物料的安全库存设计
针对某一关键物料,调研全年或者某一周期的使用量或者采购量,采用一定的统计方法或者原则来进行安全库存量的设计。
5)编制物料控制表
根据需求数量、物料工艺路线及进度管控情况,制定物料控制表,严格控制入库料号、入库数量和入库时间等。并根据物料交接汇总记录,对比物料控制表,对有误栏位做相应的标识,修改物料控制表。物流人员和仓库人员严格按照物料控制表进行入库物料和收发物料。
题目4. 网络计划技术的实际应用
1.1产品生产系统或服务系统研究对象
本课程设计根据产品对象的不同分别进行课程设计。产品有:电动自行车、水泵、鼓风机、吸尘器、剃须刀、锁具、低压电器开关、成套设备、眼镜、皮鞋、服装、PC电脑、液压器、减速器、发动机等,也可自行选定某产品,具体产品结合实习单位自行选定。在选定服务型企业或者流程型生产过程时,结合具体项目内容进行设计。
1.2设计任务
1)明确公司的目标和功能
根据新产品的特点及国内市场需求状况确定企业的目标及功能(包括企业的规模,今后的发展方向等问题)。
2)绘制企业的组织结构图
在已确定的生产单位的基础上,根据自身设计的生产系统进行绘制企业的组织结构图。
3)明确项目管理目标和项目活动内容
调研某一项目实施过程中,项目开工和完工时间,梳理和明确各个项目活动内容。
4)计算项目活动网络时间参数
计算各个项目活动的网络时间参数,包括结点的最早开始时间、最早结束时间;活动的最早开始时间、最迟开始时间、最早结束时间、最迟结束时间。
5)绘制网络图,计算时差
绘制网络图,计算时差和关键线路的持续时间。
6)网络计划的优化
怎样借助非关键路径上的活动所需资源从而加快关键路径上的活动。
7) 绘制项目进度甘特图
对优化后的网络计划利用专业软件绘制项目进度的甘特图。
第三章 课程设计的成绩评定
本课程设计的成绩由平时成绩、设计说明书和答辩情况三部分组成,其中实例提取(质量和效果)20%、实际工作量大小10%,设计说明书占50%、答辩占20%,最后成绩采用五级评分制,即优、良、中、及格和不及格。各等级与百分成绩的对应情况如表1-1所示。
表1 课程设计的成绩等级与百分成绩对应表

封面参考
生产计划与控制 课程设计说明书
设计题目 作 者 班 级 07工业工程 指导教师 李沛 设计时间 20xx年12月
正文格式参考
题目
摘要:
关键词:
正文
参考文献:
[1] 熊锐.车间生产调度问题的技术现状与发展趋势[M].清华大学学报,1998.26-45.
[2] 何霆,刘飞,马玉林等.车间生产调度问题研究[J].机械工程学报.2000.9-14.
[3] 孙志峻.车间调度的研究现状和发展趋势[M].南京航空航天大学科技信息.2003.1.33-92.
-
工业工程课程设计心得体会
心得体会工业工程课程设计是工业工程专业教学计划中非常重要的实践性教学环节,它能更直观地把理论知识用于实践当中,使理论能够更好的结合…
-
工业工程专业课程设计指导书(1)
工业工程专业制造过程综合课程设计指导书一课程设计的目的制造过程综合课程设计是工业工程专业的重要实践性教学环节是综合运用所学的知识完…
-
工业工程课程设计
NANCHANGUNIVERSITY基础工业工程课程设计BasicIECurriculumDesign20xx20xx年题目鑫源制…
-
工业工程课程设计
工业工程课程设计*******大学课程设计报告20XX级工业工程专业班级这是我们小组的课程名称基础工业工程课程设计题目纸篮子生产线…
-
基础工业工程课程设计
基础工业工程课程设计说明书班级07工业工程本组长组员指导教师温州大学机电工程学院20xx年1目录一概述2212课程设计的内容333…
-
工业工程毕业论文前期报告
河北工业大学城市学院20xx届本科毕业论文前期报告毕业设计(论文)题目:天津xx有限公司生产过程分析与改善专业(方向):工业工程学…
-
工业工程 毕业实习报告
《工业工程实习报告》班级:10工业工程一班学号:姓名:实习时间:20##年2月25号3月12号指导老师:成绩:20##年3月15日…
-
工业工程论文开题报告
燕山大学本科毕业论文开题报告课题名称工业工程在M公司砂处理系统改善中的应用学院系经济管理学院年级专业10级工业工程学生姓名徐策策指…
- 工业工程毕业设计_论文_开题报告
-
工业工程毕业设计开题报告
山东科技大学本科毕业设计论文开题报告题目学院名称矿业与安全工程学院专业班级工业工程学号1001030819姓名刘茜指导教师石永奎日…
-
课程设计心得
课程设计心得篇一课程设计心得本学期实时测量技术实验以电子设计大赛的形式老师命题学生可以选择老师的题目也可以自己命题并且组队操作其他…