过程控制系统课程设计任务书
过程控制系统课程设计任务书
一、课程设计目的
课程设计的主要目的是通过对生产设备的控制装置的设计实践,了解一般控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。通过设计也有助于复习、巩固以往所学的知识,达到灵活应用的目的。设计必须满足生产设备和生产工艺的要求,因此,设计之前必须了解设备的用途、结构、操作要求,在此过程中培养从事设计工作的整体观念。
二、操作平台
1. 舞台灯光控制平台
2. 模拟喷泉控制平台
3. 交通信号灯控制平台
4. 自动刀库控制平台
5. 点阵控制平台
三、设计任务及要求
1. 在舞台灯光控制平台上实现:按下启动按钮,中间文字1秒依次闪烁,拱形灯管从上往下依次闪烁,循环往复。
2. 在模拟喷泉控制平台上实现:按下启动按钮,水柱A开始呈放射状喷出,经过一定时间后,水柱B开始呈喷射状喷出,并与A保持同步喷水,这样依次累加直到A~H所有喷泉全部打开,并能同步实现放射状喷水过程。
3. 在交通信号灯控制平台上实现:按下启动按钮,东西向绿灯亮,同时南北向红灯亮,东西方向车辆均可行驶,维持8s;东西向黄灯亮2s,车辆停止行驶,南北向保持红灯;东西向红灯亮,南北向绿灯亮,南北车辆均可行驶,维持8s;南北向黄灯亮2s,车辆停止行驶,东西向保持红灯。循环往复。
4. 在自动刀库控制平台上实现:开机时,刀盘自动复位在1号刀位,操作者利用拨码选择刀号,程序会判别最短路径,以及是正转还是反转,来找到选择的刀号,且该刀位信号灯常亮。
5. 在点阵控制平台上实现:按下启动按钮,点阵屏依次显示绿色数字0-9、大写字母A-F,间隔2s循环交替;在任一时刻按住暂停键,保持当前数字;按下停止按钮,点阵屏息灭。
四、课程设计报告内容
(1)课程设计的目的。
(2)课程设计的任务、要求。
(3)课程设计内容的完成情况,包括设计思路、程序和结果。
(4)心得体会。
(5)主要参考文献。
五、成绩评定
课程设计总成绩根据课程设计期间到堂情况、完成情况以及报告的撰写三部分综合评定。
附录:封面格式如下页
附录1 报告包含的内容、章节
附录2 学生课程设计(论文)规范化要求

华中科技大学文华学院
过程控制系统
课程设计报告
姓 名:
学 号:
学 部 (系):
专 业 年 级:
指 导 教 师:
20##年 月 日
附录1
报告包含的内容、章节
题目:
摘要:
关键词:
Abstract:
Key words:
1 引言
(设计的目的和意义,设计的内容)
2 相关软件的介绍
3 设计硬件原理
4 设计方案
5 总结
参考文献:
附录2
学生课程设计(论文)规范化要求
一、课程设计(论文)文本规范
课程设计(论文)文本依次应包括封面、目录、正文、参考文献、附录等部分。
1.封面(学院规定的统一格式)
2.目录(包括全部章、节的标题,一般列到2-3级标题)
3.正文
(理工类专业):第一级:1 、2、 3…;第二级:1.1、1.2、1.3、…;第三级:1.1.1、1.1.2、1.1.3、…。
4.参考文献(采用文尾注)
正文中按引用顺序在参考文献出处的文字右角上用[ ]标明,正文中[]中序号(为阿拉伯数字),应与文尾注中序号一致。参考文献中应包含一定的外文文献,参考文献一般不少于15篇。
常用参考文献编写规定如下:
著作图书类文献——[序号]著者.书名[M].版次.出版地:出版者,出版年.起止页码(为阿拉伯数字)
翻译图书类文献——[序号]著者.书名[M].译者.版次.出版地:出版者,出版年.起止页码
学术期刊类文献——[序号]作者.题名[J].刊物名. 出版年,卷号(期号),起止页码
学术会议类文献——[序号]作者.题名.编者名.会议名称,会议地址,年份。出版地:出版者,出版年。起止页码
学位论文类文献——[序号]作者.学位论文题目.学校及学位论文级别.答辩年份:起止页码
报纸文献——[序号]作者.文章名[N].报纸名,出版日期(版次)
在线文献——[序号]作者.文章名[EB/OL].电子文献的出处或可获得地址,发表或更新日期/引用日期
5.附录
主要列入正文过分冗长的公式推导;研究方法和技术更深入的叙述;以备查读方便所需的辅助性工具或表格;重复性图表;使用的主要符号的意义、单位、缩写、程序全文及说明等。附录可采用“附录1”、“附录2”等序号格式。
二、课程设计(论文)打印的格式
1.课程设计说明书(论文)成文文稿一律采用计算机打印,统一使用Microsoft Word软件进行文字处理,采用A4 规格复印纸(210×297)输出,页边距上2.5、下2cm、左3cm、右2cm,用学院统一封面格式装订。
2.课程设计(论文)文本字体和格式要求
(1)中文题目使用小2号黑体、居中;中文摘要、关键词为小4号宋体;“摘要” 一词为3号黑体、居中,“关键词”一词为加粗小4号宋体;英文题目使用小2号加黑Times New Noman体、居中;英文摘要、关键词使用4号Times New Noman体,“Abstract”一词为3号加粗Times New Noman体,“Key Words”二个词为3号加粗Times New Noman体;正文中文统一使用小4号宋体,英文正文使用Times New Noman体4号字。
(2)文本一级标题使用小3号黑体字,二级标题使用4号黑体字,三级标题使用小4号黑体字。
(3)参考文献使用5号宋体字, “参考文献”六个字用4号黑体。
(4)正文字间距为“标准”,行间距“最小值20磅”,页眉内容统一为“华中科技大学文华学院课程设计(论文)”,采用宋体小5号斜体字居右排写;页码一律位于页面底端(页脚),居中标明。
第二篇:20xx级过程控制系统课程设计任务书
过程控制系统课程设计任务书
1. 设计目标
以钢铁企业常见的“步进梁式加热炉”为对象,采用PLC为控制系统硬件,围绕工艺要求,
完成控制系统方案设计。
2. 主要工作内容及要求
(1)通过查阅文献,了解步进式加热炉工艺流程。
(2)了解对步进式加热炉的炉温控制、煤气/空气流量控制、炉压控制等功能,完成控制方案设
计。
(3)了解常见的PLC系统的功能、系统软件及应用,完成加热炉自动控制系统架构设计、硬件
选择设计及组态画面设计。
3. 加热炉工艺流程及控制简介
(1)在钢铁企业中,轧钢系统的各种加热炉是能源消耗大户,如何在满足轧机对钢坯温度性能要求的情况下,最大限度地提高加热炉的热效率,降低能源消耗,这是当前加热炉专业及加热炉控制专业的一个共同课题。
国内某钢铁公司的步进式加热炉主要用来给碳素结构钢加热,炉子全长56740mm,有效炉
长为50000mm,炉宽12600mm,最大产量400t/h(最长板坯、冷装料),步进梁的步距为200/500mm,步进周期为45s。燃料为混合煤气,板坯加热温度可达1250℃。
一般情况下,加热炉沿炉膛长度方向分为预热段、加热段和均热段。进料端为预热段,炉气
温度较低,其作用在于充分利用炉气热量,给进炉板坯预热到一定温度,以提高炉子的热效率。加热段为主要供热段,炉气温度较高,以利于实现板坯的快速加热,保证板坯加热到要求的目标温度。均热段位于出料端,炉气温度与金属料温度差别很小,保证出炉料坯的断面温度均匀。一般用于加热小断面料坯的炉子只有预热段和加热段。
关于加热工艺,炉子被划分成“区”。这些区如下:
1个换热区
7个顶部区:顶部区(区 1, 3, 5, 7, 9, 11, 13)
7个底部区:底部区(区 2, 4, 6, 8, 10, 12, 14)
概观如图1。
图
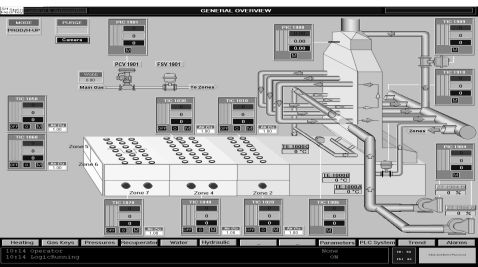
1
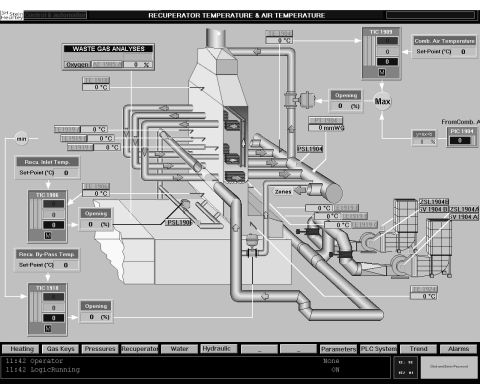
回热式热交换器和空气温度如图2
图2
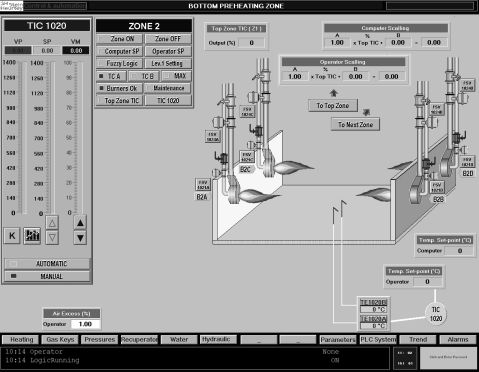
底部区如图3
图3
钢坯加热是热轧生产工艺过程中的重要工序。其生产过程如下:对于步进式加热炉,钢坯的移动是通过固定梁和移动梁的周期运动来实现的。钢坯位于固定梁上,
移动梁反复地进行上升、
前进、下降、后退的矩形运动,移动梁的每一个循环运动带动钢坯在炉前进一步,而且保证钢坯没有任何滑动。传动机构的上下运动和前后运动分别是由独立的机构完成的。步进梁的进后运动多采用油压传动方式,上下运动可以采用油压传动也可以采用电动方式。钢坯被送到加热炉外的上料辊道上,经过测长后,从装料炉门进入炉内,然后在炉内悬臂辊道上进行对中定位,通过移动梁步进机械的周期运动,一步步地前进。当钢坯被输送到出炉位置,且已达到所要求的出炉温度,当接到允许出钢信号时,钢坯加热结束,由出料悬臂辊道从出料炉门送出,送往轧机进行轧制。
(2)加热炉控制系统结构
加热炉自动化控制系统分为现场设备(L0)、基础自动化系统(L1)、过程控制计算机系统(L2)三部分,如图
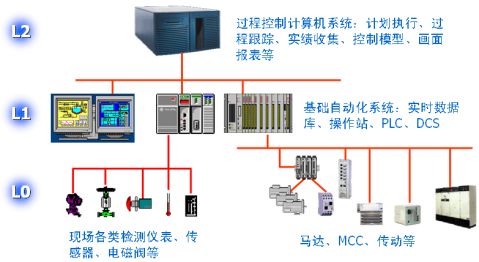
4
图4
(3)加热炉燃烧控制系统由许多模块组成,实现了钢坯加热过程中有关参数测控和管理的集中化。整个燃烧控制系统分为以下模块:炉温选择控制、煤气/空气燃烧控制、炉压控制等。
炉温控制
加热炉各段炉温控制采用PID控制,过程值来自于选定的热电偶的测量值。2根热电偶检测的温度偏差回路实时监视偏差值,温度偏差高时将报警提示操作工。炉温控制器有自动、手动两种控制方式。当煤气/空气调节阀输出达到60%以上而煤气/空气的流量过程值低于20%时,煤气/空气显示故障并停段。
双交叉限幅控制
在燃烧负荷发生急剧变化的情况下,由于空气流动管道与煤气流动管道特性间的差异,各阀门的响应速度和系统的响应速度不同,会带来缺氧燃烧现象和过氧燃烧现象的发生。当负荷增加时,燃料系统所需的煤气流量和空气流量理论上同时上升,但由于空气流量通常滞后,燃烧空气过少,此时燃料不能得到充分燃烧,致使热效率降低,同时造成烟囱冒黑烟,污染环境。相反负荷减少时,燃烧空气过多,多余的空气被加热后随废气一同带走,造成热效率降低,因此在燃烧控制中采用双交叉限幅控制。其结构是以出炉温度为一个主控回路,煤气流量和空气流量构成两个并联串级控制系统。其中,温度控制器是主控制器,实现温度的粗调,煤气流量控制器和空气流量控制器是平行的副控制器,完成精确控制。通过双交叉限幅,副回路控制器会在主回路的输出以及防止燃烧系统出现过氧和缺氧燃烧的上下限中选择一个合适的值给副回路控制器作为设定值,这样,煤气流量和空气流量会严格地按照一个合理的比值交替地上升,使实际的空燃比保持在合理的范围之内,从而克服了传统的串级控制系统存在的不足。
炉压控制
炉膛压力是实现加热炉自动控制的一个重要参数。当炉膛压力过高时,火烟就会从入(出)料口处大量冒出。这不仅使大量有效热量散失,增加炉子的燃料消耗,而且也容易烧坏炉子的钢结构和炉墙钢板,降低炉子的使用寿命。同时,炉压过大引起的冒火还会导致劳动环境的恶化。当炉膛压力过低时,会吸入大量的冷风,不但增加炉子的热耗还会增加钢坯的氧化烧损,甚至引起烧钢。因此,必须对炉膛压力进行有效控制。在加热炉最佳燃烧控制系统的基础上,炉膛压力控制可以通过控制烟道闸门的开启度或引风机调速来实现。
4. 课程设计说明书的编写规范
写出不少于5000字的课程设计说明书。说明书中除了在封面应有题目、班级、姓名、学号和课程设计日期、地点以外,其正文一般有如下几个方面的内容:
(1) 步进式加热炉工艺流程;
(2) PLC系统硬件选型与系统连接;
(3) 加热炉的炉温控制、煤气/空气流量控制、炉压控制技术方案; (4) 依据选用的PLC说明监控系统软件的使用(网络管理软件、通信软件、组态软件等); (5) 选用任一组态软件,给出实时监控操作画面的设计方案(系统总貌、报警一览、趋
势图、流程图等)。
5. 主要参考资料
(1) 《组态软件应用指南:组态王Kingview和西门子WinCC》 王善斌主编北京:化学工 业出版社,2011
(2) 《自动化仪表与过程控制》 施仁, 刘文江,郑辑光编第3版北京:电子工业出版
社,2003
(3) 《分布式控制系统(DCS)设计与应用实例》/王常力, 罗安主编北京:电子工业出版
社,2004
(4) 电子文献:中国优秀硕士学位论文(加热炉控制)
附录
1.监控画面参考
(1)为全面掌握整个系统的运行工况,监控系统将实时监测并采集加热炉有关的工艺参数、电气参数、以及设备的运行状态等。系统具有丰富的图形库,通过组态可将加热炉的设备图形连同相关的运行参数显示在画面上;除此之外,还能将参数以列表或分组等形式显示出来。综合分析及时发出控制指令:监控系统根据监测到的加热炉运行数据,按照设定好的控制策略,发出控制指令,调节加热炉系统设备的运行,从而保证加热炉高效、可运行。
(2)诊断故障与报警管理:主控中心可以显示、管理、传送加热炉运行的各种报警信号,从而使加热炉的安全防爆、安全运行等级大大的提高。同时,对报警的档案管理可使业主对于加热炉运行的各种问题、弱点等了如指掌。为保证加热炉系统安全、可连续地运行,监控系统将根据所监测的参数进行故障诊断,一旦发生故障,监控系统将及时在操作员屏幕上显示报警点。报警相关的显示功能使用户定义的显示画面与每个点联系起来,这样,当报警发生时,操作员可立即访问该报警点的详细信息和按照所推荐采取的应急措施进行处理。
(3) 历史记录运行参数:监控系统的实时数据库将维护加热炉运行参数的历史记录,另外监控系统还。设有专门的报警事件日志,用以记录报警/事件信息和操作员的变化等。历史记录的数据根据操作人员的要求,系统可以显示为瞬时值,也可以为某一段时间内的平均值。历史记录的数据可有多种显示方式,例如曲线、特定图形、报表等显示方式;此外历史记录的数据还可以由以网络为基础的多种应用软件所应用。
2.助燃空气压力控制
2. 1 概述
— 无论流量如何变动(从0至100%),为了在各个区具有良好的助燃空气流量分配,在分配至各个区前,一个空气压力回路在主要供给装置中维持一个恒定的空气压力。
2. 2 助燃空气压力控制描述
— 在主要的热空气供给装置中测量空气压力(PT1904),首先通过第一级过滤器过滤,然后送至压力控制器(PIRC1904)。
— 经过一次分段后,各区等价空气流量相加(FY1909A输出),作为前置信号发送到入口通风孔(PCV1904A和B)。
— 由当前的助燃空气压力控制器来校正前置信号。
— 控制器根据当前压力和设置点调节入口通风孔。
1) 助燃空气风机压力 2) 分段 3) 主风机
4) 入口叶片开口 5) 辅助风机
6) 入口叶片开口 7) 输出
— 根据所应用的模式,使用两个设定值点:
? 一个是用于吹洗炉子的固定设定值
? 一个是以两种模式加热的设定值(从主气体压力设定值计算而来):
生产:设定值1
加热:设定值2
— 安装在主要空气供给装置里的两个压力开关允许一般控制加热(HGC)
— 到通风孔的信号根据入口通风孔类型(PY1904 I & J)而线性化
加热功能规格 – 104544-A-0700-9-T-1000-R02
5/8
— 只要用户登录“工程师”访问级,使用HMI即可修改在“炉子吹洗”期间所用的压力设定
值。
— 当启动了第一台电动机,30秒后可进行控制器操作。
— 当操作工停下两台电动机,通过控制自动关闭入口通风孔,停止控制器计算,输出强制为
50%..(LL = HL = 50%)
— 一个抗湍振功能允许保持一最小流量,避免助燃空气风机因炉压风门前的冷空气喷射阀引
起的湍振。
— 各区等价空气流量、热空气排放等价流量(FY1909B)冷空气喷射阀相加(FY1909A),送
至一流量控制回路,其设定值可改变,保持风机制造商给出的最小抗湍振流量。控制器输出作用于冷空气喷射阀来保持该流量。有两个设定值,用于一个或两个风机运行。
2. 3助燃空气设定值计算
— 为了在空气、气体之间保持一恒定比率,从各区(PY1904A)空气/气体比率最小值计算助
燃空气压力设定值,根据气体压力设定值和测量的(TE1904)空气温度,计算出燃烧压力设定值(PY1901D)。
— 当应用加热模式时,一个极低压开关(PSLL1904)探测压力故障,产生一报警并停止加热
炉子。
— 当应用生产模式时,一个低压开关(PSL1904)探测压力故障,产生一报警并停止加热炉子。 控制图符号表:
2. 4符号图例
现场安装仪表区域
在MMI上PLC功能显示
PLC内部功能不在MMI上显示
计算机(L2)接口
2. 5助燃空气压力控制图:
1. 风机轴承温度
2. 助燃空气风机
3. 开/关
4. 测试/正常
5. 线性化
6. 风机停止/运行
7. 冷空气
8. 助燃空气
9. 回热式热交换器
10. 单个风机运行选择风机A
11. 分段选择N°1
12. 吹洗/加热
13. 来自气体压力设定值
14. 第一级过滤器(10”)
15. 当风机停止时间超过10”时,强制至

50%
加热功能规格 – 104544-A-0700-9-T-1000-R02
6/8
模式选择(HS1901A)
生产
加热
加热空气/气体比率(1-1.3)
操作工给出的生产空气/气体比率(1至1.2) 气体安全键
加热编组柜里逻辑硬连接
至燃烧器
加热功能规格 – 104544-A-0700-9-T-1000-R02 7/816. 17. 18. 19. 20. 21. 23
加热功能规格 – 104544-A-0700-9-T-1000-R02 8/8
-
过程控制系统课程设计报告
目录第一章概述111设计目的112具体任务113氧化铝生产的意义2第二章氧化铝高压溶出工序介绍321铝工业的国内外现状322氧化铝…
-
过程控制系统设计报告
过程控制系统课程设计报告姓名:**班级:**专业:自动化指导教师:**哈尔滨工业大学华德应用技术学院20XX年6月30日一、题目要…
-
液位—流量串级过程控制系统课程设计
工业过程控制课程设计任务书1设计目的与要求11设计目的1加深对过程控制系统基本原理的理解和对过程仪表的实际应用能力2培养运用组态软…
-
过程控制系统课程设计指导
过程控制系统课程设计指导一过程控制系统课程设计报告简介本课程设计主要是通过对典型工业生产过程控制系统的设计掌握测控对象参数检测方法…
-
过程控制系统课程设计报告(封皮)
题目过程控制系统课程设计报告S7300PLC与200PLC主从站的单回流量过程控制系统设计姓名班级自09A2学号同组人时间20xx…
-
20xx-20xx过程控制系统课程设计题目和要求-自动化
本次课程设计采用答疑时间15周周四12月13日下午200430地点工学二号馆501有问题可以发邮件或者打电话课程设计报告按照设计题…
-
温度单回路过程控制系统课程设计
工业过程控制课程设计任务书引言温度控制在工业自动化控制中占有非常重要的地位单片机系统的开发应用给现代工业测控领域带来了一次新的技术…
-
化工过程控制课程设计报告
化工过程控制课程设计报告学院专业班级姓名学号指导教师起止日期20xx年12月18日20xx年12月23日目录1课程设计目的22课程…
-
过程控制系统课程设计报告(封皮)
题目过程控制系统课程设计报告S7300PLC与200PLC主从站的单回流量过程控制系统设计姓名班级自09A2学号同组人时间20xx…
-
过程控制系统课程设计(锅炉汽包温度控制系统论文)
红河学院题目水塔温度控制系统目录第1章水塔温度控制系统设计方案011系统设计方案概述012水塔温度串级控制系统仿真2第2章水塔温度…