立磨的工艺及中控操作
立磨的工艺及中控操作
1.立磨振动大的原因有那些?如何处理?
1)立磨喂料:A。当有高水分物料喂入时:进磨皮带功率偏大,电机功率偏小(产量低) 处理:给增湿塔加温,ID风机加速抽风。将进磨冷风门关闭,直至磨内差压升至理想值。
B.当不均匀喂料时其状态为功率起伏不定。
处理:首先弄清现场是否有人喂料。如有则可根据磨机功率适当喂料。其次检查现场定量喂料机运行的情况。
C.当喂料不足时又分为两种状态:首先回料少,差压低,磨机功率低,斗提电流低。 处理:快速通知岗位处理现场或者换喂料称或者停机。
2)研压方面:其状态为:研压数字设定值与反馈值不符可能储气太少。
处理:检查气罐压力,及时补充N2.
3:温度方面:A:当增湿塔工作不正常时造成进磨温度较高。
处理:现场旁路开水,复位,检查空压机运行情况。
B:出磨温度较高可根据磨机功率的大小适当调节。
处理:功率大时增湿塔减温或直接开入磨冷风门,功率小时磨内差压低则加产量,其它适量调节。磨内差压高则加水,其它适量调节。
4)料层方面:A:挡料环过高过低。挡料环过高在研压一定的情况下磨内差压较高,料层厚。挡料环过低,不易形成稳定料层
处理:挡料环高度的调整应根据实际情况合理制定。
B:刮料板断或掉不能形成回料,磨内料层过厚。
C:喷水少或多。喷水过少磨内温度太高,料层不稳压辊易造成振动。喷水过多,料子堆积过多易形成磨机功率过流引起振动跳停。
D:开磨时未形成稳定料层就压辊容易造成振动。
5)正常操作中没有维持立磨合理料层和料面形状就会引起立磨振动,经实践分析我们认为引起立磨振动的原因和处理措施有几个方面:
A:磨内进入异物引起振动来自磨内和磨外的金属,比如导风叶片。检修后遗留工具等。若是较小金属异物则可提起磨辊降低抽风,从回料口处拿出,若是比较大金属异物则要停磨取。 B:料层过厚引起振动。入磨物料量过大-料层变厚-研磨能力降低-物料不能及时被磨细-磨内存留不合格粉料较多而系统风量又不足-不能将合格粉料及时带出系统外-磨内内循环浓度加重-粉状物料又回到磨盘之上加厚料层。如此恶性循环使料层托起磨辊过高引起振动。此时应及时减少喂料量保证系统通风良好出料畅通。
C:料层过薄引起振动。入磨物料量小或入磨物料过细,粉状物料多。此时的物料流动性强附着力差,加之磨辊的碾压使磨盘上物料很快就被研磨成合格成品。过剩风量很快会把细粉带出系统外,使磨盘上料层过薄或无法形成有效料层,致使磨辊和磨盘接触引起振动。此时可增加喂料量减小风量增加喷水量,保持立磨一定料层使之稳定。
D:入磨物料不稳定,料层厚度波动大。没有保持合理料层和料面形状,如岗位人员清料不及时喂料称不下料而引起大幅波动。
E:系统风量不合理。系统风量过大使物料在磨内 停留时间短,出料量大磨内料子少而振动。风量过小使物料在磨内停留时间过长,重复粉磨使物料过细,差压高而振动。另外当入磨物料水分增加或减少对进口温度突然升高或降低,尾排风机风门急剧变大或变小都将直接影响到立磨的通风量。此时如果调节不及时会引起振动。因此当入磨物料水份增加时,就相应减少喂料量,减少喷水,提高入磨温度加大立磨通风量来解决。
F:选分机转速太高。选分机转速太高使物料不能及时排出磨外,物料重复粉磨使磨内循环
负荷太高差压高,最后立磨缓冲料层变薄引起振动。
G:入磨物料粒度太大或太小引起振动。由于磨盘转速,一定入磨物料粒度越大离心作用越明显,此时粉磨效率就会下降不能保持良好料面形状,外多内少,外循环量增大引起振动。 处理:控制料层使之比正常时稍厚,降低风量及入口温度降低研磨压力。当入磨物料太细时,入磨后大部分就已在磨中悬浮。而选分机能力有限此时磨盘上物料少也会引起振动。 处理:降低温度,减小抽风,降低选分机速度,加大喷水。
H:压力设定不合理或氮气包压力不平衡。研磨压力设定过大过小或正常生产中由于氮气包压力不足,不平衡造成磨辊工作时上下游动过大引起振动。处理:调整压力,检查氮气压力。 I:挡料环太高太低。挡料环太低不能保持一定料层,料薄而引起振动。挡料环太高,料厚风量减小出料不畅,差压高而引起振动。
2.立磨差压高的原因及处理措施是什么?
1)喂料量大,粉磨能力不够。处理:根据磨机功率,适量减产。
2)产品太细内部循环负荷过高。处理:降低选分机转速
3)选分机可能堵塞。处理:停磨检查。
4)选分机导向角度太窄或者长度太长,限制料子顺利的通过出口。
5)挡料环过高造成内部循环负荷高。处理:停磨调整。
6)刮料板断或掉未形成回料。处理:停磨检查。
7)磨内气体流量少影响物料通过选分机。处理:磨机风机加大抽风量,调节风机进口风门。
8)入磨压力管发生堵塞,入磨压力返回变小,造成磨内差压显示值偏高。
处理:通知仪表工进行处理
9)入磨风温太高风速太快,物料在磨盘上无法形成料层,悬浮在磨内造成差压高。 处理:调节增湿塔温度或调节外风(或循环风)降低入磨风温减缓风速。
10)操作中外风利用太多或回料太多或系统漏风,致使入磨压力下降,减缓磨系统的内循环,加大外循环的回料使其富集造成磨内差压变高。
处理:操作中调节磨系统的内循环,减少外循环的回料关闭各门杜绝漏风现象的发生。
11)物料的研磨性很差物料难磨造成磨内差压很高。
处理:减产运行或适量增加研压力或现场检查压力罐。
12)立磨长时间运行使磨内石英晶体含量过大,致使物料难磨,差压升高。
处理:减产运行或把部分物料排出磨外。
3.立磨入口温度对立磨操作有什么影响?
立磨入口温度高会造成磨内物料烘干过快,悬浮物料增加,差压增加,料床变薄且不稳。此时应适当增加喷水量,稳定料层或适当增加喂料量。若都不奏效则调整增湿塔喷水量降低出口温度。立磨入口温度低会增加主电机功率。料层变薄产量变低。此时应减少喷水量增加入口温度,适当减少喂料量。
4.立磨出口温度对立磨操作有什么影响?
立磨出口温度是我们对立磨粉磨状况进行判断的一种依据,我们可以根据磨机的出口温度的高低及变化趋势来判断我们所采取的操作调整手段是否合理。
1) 立磨出口温度太高时粉磨状况:料层较薄,料层不稳定。磨机功率波动磨振大。回料量
增加,产品细度变粗。
2) 磨出口温度太低时粉磨状况:料层厚,磨机功率高。磨振大磨机产量下降。
3) 磨出口温度的变化与立磨循环负荷量的关系。在系统风量选分机转速不变的情况下,循
环负荷的变化反映了物料特性的变化以及磨机粉磨效率的高低。
4) 循环负荷增加出口温度下降。当循环负荷率变大时,磨内物料的平均细度变细使传热面
积增加,同时磨内存料量增加也会增加传热面积,从而使气流与物料间的传热速度加快
导致磨机出口温度下降。
5) 循环负荷减小出口温度上升。此时磨机具有较高的粉磨效率。
6) 影响磨机循环负荷的因素:风量越大循环负荷率小。选粉机转速越快,循环负荷率越高。
物料易磨性,料层厚度也影响循环负荷率。正常生产中,通过设定合理的进口风温以及喷水量来形成合适的料层。这样才有利于提高粉磨效率降低循环负荷率。
7) 磨机最佳粉磨状况与出磨温度间的关系:在立磨操作过程中,有时出磨温度控制85度
时,磨机具有最佳的粉磨状况,而有时则需将出磨温度控制在95度才行。因为原料的水份,粒度和其他物理特性和原料之间的配比不同导致形成稳定和合理料层所需的水份不同。所以在操作中,不应将出磨温度作为控制目标,重点关注出磨温度的变化趋势,而不要过分看重温度的大小。
8) 根据出磨温度的变化合理调整其他参数:开磨初期随着磨内物料细度的减小,磨机出口
温度逐步降低。当出口温度止跌回升时表明磨机内外循环物料量减少,可逐步增加物料量。正常粉磨中的调整。由于出磨温度对磨内物料量的反应非常及时,在磨机稳定粉磨一段时间后,如发现出口温度持续降低,我们可以初步判定此时磨内物料太多,当选粉机电流下降,斗提,磨机功率上升,料层变厚,此时可确认磨内物料太多,可将物料量减少。当出口温度开始上升,磨机功率有所降低时可逐步增加喂料量。
5.立磨料层厚度控制对立磨操作有什么影响?
1)影响料层厚度的因素:A。喷水量。喷水量大时则料层厚。B。入磨温度。温度高,料层薄。C。喂料量。喂料量大,料层厚。D。研磨压力。研磨压力大,料层薄。E。系统通风量。风量大则料层薄。F。循环负荷率。当调整选粉机转速或磨机粉磨状况发生变化或物料易磨性发生变化导致循环负荷率发生变化时,料层厚度也会发生变化,具体表现在循环负荷率变大料层变厚。2)最佳料层厚度:由于仪表原因或设备磨损,物料特性的变化等原因,我们不能期望有确切数值的料层厚度控制目标值。最佳的料层厚度具体体现在以下几个方面:
A.合适的喷水量。料层薄,主电机功率小时可增加喷水量。料层薄,主电机功率高时不能增加喷水量。料层厚,主电机功率高时可减少喷水量。料层厚,主电机功率低时应增加研磨压力。B。较高的研磨压力可使立磨获得较高的粉磨效率,从而可以减少循环负荷量有利于料层的稳定。C。合适的喂料量根据回料量多少适当调整喂料量是喂料量和循环负荷率始终稳定在磨机发挥最佳粉磨效率的水平。D。合适的进口风量可根据原料含水量调整进口风温。其依据是确定一定的进口温度后,如果出口风温下降料层厚度变大,应提高进口风温,反之相应降低进口风温。E。合适的通风量在保证细度合格的前提下,提高通风量有利于降低循环负荷率减小料层厚度。
6.立磨挡料环的高低对立磨操作有什么影响?
1)立磨挡料环高时,相应立磨磨盘上料层厚,缓冲层厚相对粉磨效率下降。为提高粉磨效率只有加大研磨压力,主电机功率过高。当磨内料层变厚,相对通风能力也降低,成品物料不能及时被带出磨外,此时产量低。
2)立磨挡料环低相应立磨磨盘上料床薄,缓冲层低,立磨振动大为减小振动只有减小研磨压力。此时主电机功功率低,外循环率加大延长物料在磨内停留时间,增加粉磨负担同样效率低,此时生料样子粗。
7.原料粒度对立磨操作有何影响?
由于磨盘转速一定,在磨盘的转动下物料产生离析作用,物料不能一次被研压成成品,立磨外循环率增加,物料在磨内停留时间长,其所需的烘干热风过剩。此时会导致立磨产量偏低,粗料比细料研磨时间要长。立磨出口温度偏高,粗料与热气流接触面积比细料少,热交换少。振动值偏大,大料间间隙大料层高低不等,磨辊振动大。主电机功率波动大主要收振动影响。
8.立磨拉伸杆断的征兆,现象及处理措施是什么?
回料量正佳料层变厚,差压升高,磨机功率猛降而后渐渐升高,振动猛一变小而后很快加大甚至跳停。处理措施:更换,检查扭力杆情况。
9.立磨刮料板掉的现象判断及处理方法?
首先可能在回料中捡到长铁块,甚至卡死,跳停设备,同时磨机功率在相同产量的情况下明显升高,产量难以提高回料量偏小。处理时停磨入磨处理焊补。
10.原料水份高对立磨操作有何影响?
首先影响的是原料的出库的通畅性,易造成原料库堵,造成入磨物料量变化大,操作频繁,出磨生料的成分波动。其次是在磨内易形成高料层势必提高进口热风及研压,电机功率相对增加,如物料含粘质物质较多将影响立磨的产量。操作调整:控制喂料水分。增湿塔温度设置高一点,即提高入磨温度使磨内有足够的热量,提高出磨温度适量减少喷水加大研磨。
11.立磨运行中喂料量跳停如何处理?
石灰石库称跳停或不下料加大砂岩或页岩或钢渣称的喂料量(注意在通知岗位检查是否堵料要每隔2~3分钟启动一次称,保证磨机振动不过大)若未堵料从新启动一次,若未能启动或不下料做好停磨准备并通知电工检查或岗位清堵。
12.立磨喷水对操作的作用和影响?
立磨喷水主要是稳定料层降低出口气体温度,减少振动稳定操作。一定的喷水量会对磨盘上的物料形成稳定料层,使磨辊运行中的振动频率减小对稳定系统操作,提高产量及运转率有很直观的作用。如果喷水量少不易形成料层,震动大不易操作。如果喷水量大,易造成厚料层,虽然能及时将差压降下但时间长的话,磨内物料长期出不去,磨内循环加大,如不及时减产或减水易过流载跳磨。
13.立磨旋风同堵塞的现象,原因分析及处理措施?
由于操作不当将出磨温度控制太低,导致出磨生料水分偏大旋风同堵塞会出现入库斗提电流低,磨内物料越积越多,差压会变高,主电机功率上升,循环风机功率增大,进磨压力降低。 立磨旋风同堵塞的原因:1)旋风同下的回转电机没有工作。2)输送斜槽输送不畅,如帆布破损等,斜槽堵塞使物料堆积回转卸料阀发生堵塞。3)回转阀电机轴与回转阀之间发生脱节导致电机转而或转发未动或者低速信号发生故障。4)磨机长时间未开而磨内物料没有及时送走,在旋风同内结块再开机时堆积发生堵塞。处理措施:立即停磨停风机,通知岗位检查清理,后逐个试车开起。
14.立磨拉伸杆断时中控操作显示有何特殊现象?
立磨振动值较正常生产的时候值要小。料层变厚。主电机电流显示过高,因为研磨效率下降,磨盘上堆积物料所致。立磨进口压力变高,立磨产量明显降低。
15.立磨密封风机的作用,故障及处理措施是什么?
作用:正常生产时磨内气体含一定压力的混合气料流。而磨辊内皆由泵站提供的稀油润滑,密封风机提供一定压力的气流通过曲轴中心进入磨辊内,使磨辊内气流压力高于磨内压力,以免含尘气体入磨辊破坏磨辊轴承润滑。
故障:中控显示压力报警,一般为进风口积灰太多,轴承跑跨,皮带老化,地脚松动等。 处理:分别针对上述情况:1)吹掉进风口积灰2)更换皮带3)更换轴承4)紧固地脚。
16.立磨磨辊润滑泵站真空报警的原因及处理措施是什么?
原因:1)给有时间间隙太长,引起真空报警。2)回油管道有破损引起会有管道抽负压不够,回油量偏小,从而使抽油时间加长导致真空报警。3)油泵自身的磨损引起回油泵能力不够,使回油量偏小从而使抽油时间加长,真空度无法减小,使给油泵长时间不能正常工作而引起真空报警。4)磨辊过充引起平衡管堵塞,致使回油真空度无法减小,给油泵无法正常开启,从而引起真空报警。5)回油过滤器堵塞严重引起真空报警。
处理:检查回油管道油管情况并及时更换。检查油泵能力和压力。更换过滤滤芯或切换滤器
17.立磨磨辊润滑泵站油箱油位下降的原因及处理措施是什么?
原因:磨辊漏油,磨辊过充,油管破损。处理:1)磨辊油封坏引起漏油严重,更换磨辊油封。2)由于回油泵,回油管,进油管等原因造成磨辊过充详细办法见上一点真空报警的解答。3)更换油管。
18.斜槽堵塞的原因及处理措施是什么?
原因:1)帆布破损。2)风机故障或风力不足。3)风机出口管道堵塞。4)斜槽下部气室堵塞。5)斜槽出口下料溜筒堵塞。6)料粉太湿和太粗。7)斜槽内有异物。8)长时间输送很少的粉料。处理:1)更换帆布。2)更换电机叶片或风机电机。3)清堵或清积灰或清理易物。4)调整工艺参数,5)输送粉料很少时停机或加大喂料量。
第二篇:立磨中控操作规程(初稿)
广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程
原料粉磨系统中控操作规程(初稿)
1主题内容与适用范围
本规程适用于原料粉磨系统中控的操作作方法,安全要求及有关注意事项。 2操作要求
2.1起动前的准备
2.1.1接到值班主任开车指令后,通知化验室,并确认物料配比、索取质量控制指标。
2.1.2确认用电设备中控已备妥状态。
2.1.3通知现场做好中控开车前的一切准备工作,并了解各种原料料仓的料位,在开磨前各料仓的料位必须在仓容的70%以上。
2.1.4检查原料调配库、设备内部、人孔门、检查门的密封情况。
2.1.5确认公用系统设备(压缩空气站等)已处于运行状态。
2.1.6通知窑系统操作员做好相应的准备工作。
2.1.7检查系统内所有设备(喷水系统、循环风机、袋收尘器等), 确认准备就绪。
2.2设备的启动操作顺序
2.2.1回转窑单独运行时废气处理部分的操作顺序
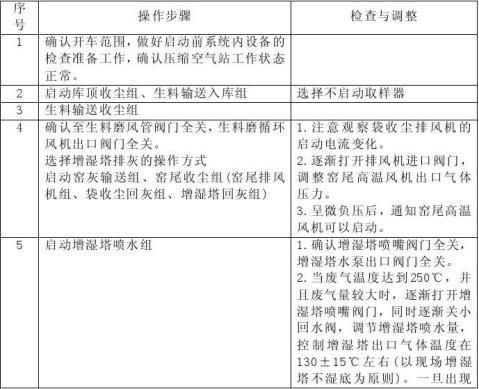
1
广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程
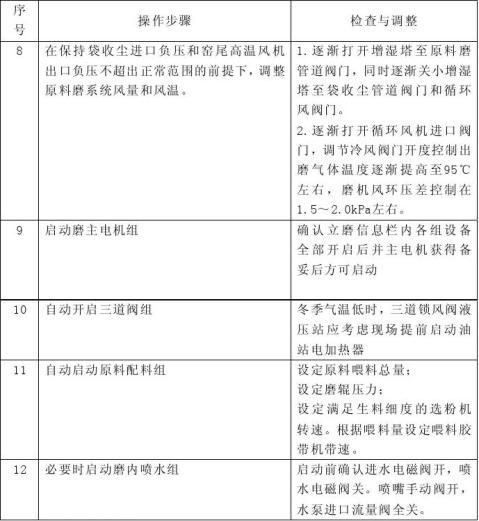
2.2.2窑系统运行正常时,原料磨的运行
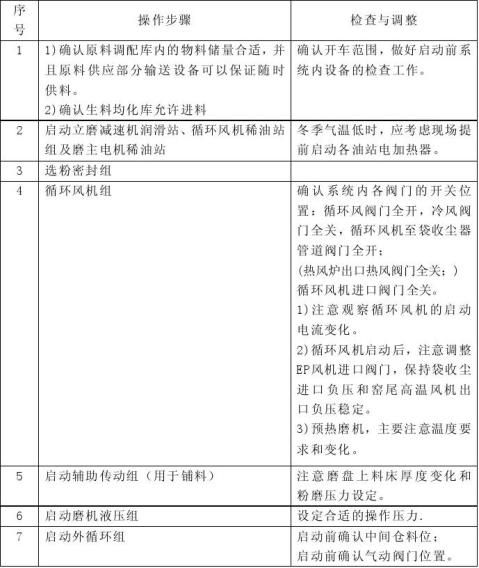
2
广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程
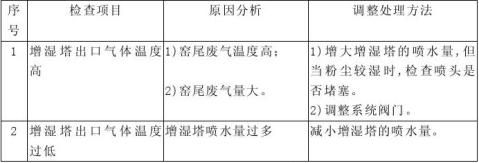
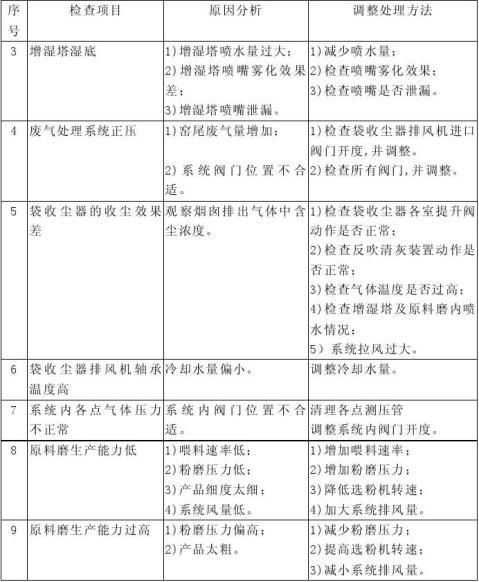
2.3系统运转中的检查与调整
3
广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程 4
广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程
2.4系统的停车操作顺序
2.4.1停窑(原料磨未开)时废气处理部分的停车操作顺序: 2.4.1.1确认停车范围。
2.4.1.2将自动控制转为手动控制。
2.4.1.3慢慢关小窑尾排风机进口阀门,控制窑尾高温排风机出口气体压力范围为-200~-300Pa。
2.4.1.4 根据增湿塔出口气体温度,减少增湿塔喷水量,当增湿塔进口气体温降至200℃时,停增湿塔喷水。
2.4.1.5 待窑系统允许废气处理停车时,停窑尾袋收尘器组、窑尾回灰组、停窑尾排风机组、窑灰输送入库组。
5

广东塔牌集团惠州龙门分公司 原料粉磨系统中控操作规程
2.4.2 烧成系统正常运转情况下的原料磨部分的停车操作:
2.4.2.1 确认停车范围
2.4.2.2将原料磨喂料总量设定值降至原料磨允许的最低负荷,调整粉磨压力。
2.4.2.3调整系统内各阀门开度、磨内喷水量及增湿塔喷水量,维持磨机出口及增湿塔出口气体温度,同时稳定高温风机出口压力,确保烧成系统正常运行。
2.4.2.4停磨内喷水组
2.4.2.5停原料磨主电动机组
2.4.2.6 自动联锁停原料喂料组及三道阀组
2.4.2.7调整系统内各阀门开度,关闭增湿塔至原料磨管道阀门,逐渐开大增湿塔至袋收尘器管道阀门开度,调整循环风阀门,维持磨内气流流动,调整冷风阀门开度,保证出磨气体温度在正常范围之内。
2.4.2.8停循环风机组
2.4.2.9停选粉密封组
2.4.2.10慢慢关闭原料磨循环风机至袋收尘器风管截止阀门,同时调整窑尾排排风机进口阀门开度,保证高温风机出口负压稳定
2.4.2.11停原料磨各附属设备组
2.4.2.12停生料入库组
2.5 设备故障停车及紧急停车的处理。
在设备运行过程中,同于设备突然发生故障,电机过载跳闸,保护跳闸,现场停车按钮按下时,系统的部分设备会联锁停车。另外在某种紧急情况下,为了保证人身及设备安全,也会使用紧急停车按钮,使系统内设备紧急停车,为了保证能顺利地再次启动,必须进行处理操作。
当设备突然停机时,基本的处理程序是:
a) 马上停止有关的部分设备。
b) 查清事故原因,判断能否在短时间内处理完毕,以决定再次启动时间,并进行相应的操作。
c) 原料磨系统内部分设备突然停车,可能会导致系统内温度升高,超过设备允许的界限,应及时调整系统内(包括废气处理部分)的阀门开度,降低风温、保护设备,同时尽量不要影响窑系统操作。
2.6必须严格执行交接班制度和安全生产规程,杜绝违章作业。
2.7未经培训,不熟悉本机操作标准人员不准上岗操作。
6
-
数控编程员年终工作总结
20xx年的工作即将结束,我现将今年的工作做出总结。我从20xx年x月x日进公司,在将近一个月的车间实习后,我被派往上海FASTC…
-
操作工工作总结
光阴似箭时光匆匆流逝,转眼间我们将告别任务繁重、硕果累累的20xx年。迎来期待已久的20xx年。作为一名车间的操作工我不断地去学习…
-
数控操作工毕业实习报告
20xx届数控操作工毕业实习报告系别班级姓名学号实习单位实习岗位实习地点实习时间机电工程系数控技术专业20xx级2班王立业1006…
-
数控技术教学团队工作总结
数控技术教学团队工作总结为了建设好数控技术应用专业,20xx年学院成立了数控技术专业教学团队,由孙文志副院长任教学团队负责人,带领…
-
第二届全国数控技能大赛工作总结
第二届全国数控技能大赛工作总结(摘编)——第二届全国数控技能大赛组委会20xx年x月19日,第二届全国数控技能大赛在北京广东大厦举…
-
20xx.10月工作汇报立磨操作员
20xx年x月工作总结我厂采用的LGM5024立磨自调试以来基本顺利,为我厂一月达标俩月达产发挥了很好作用。我们公司的立磨在经过几…
-
万吨线操作心得和体会原料篇
万吨线操作心得和体会----原料篇枞阳海螺赵进城138xxxxxxxx枞阳海螺10000t/d新型干法窑是德国伯利休斯和天津设计院…
-
3月份立磨操作小结
三月份操作小结3月份B线立磨的运行指标如下3月份B线立磨完成产19xx33t台时产量为42007th与上月的40697th上升了1…
-
立磨操作心得
关于近期立磨台时低的原因及处理措施的意见摘要立式磨具有粉磨效率高能耗低烘干能力强调节便捷反应迅速等优点但立磨最大的缺点是磨损较大维…
-
立磨操作体会
ATOX50型原料立磨操作体会12546481楼我厂5000td熟料二线生产线的原料磨系统是引进丹麦FLSmidth公司生产的AT…