重复性再现性摘抄
测量系统的稳定性(stbaiilyt)是指采用同一测量系统,由同一测量者,在同一环境下,在不同时间上测量同一被测对象的同一质量特征值时所发生的测量值变异,变异愈小,则测量系统的稳定性愈好。
重复性是由一个测量者,采用一种测量仪器,多次测量同一零件的同一特性时获得的测量值变异"仪器自身结构以及测量对象在仪器中位置变化是导致测量变异的两个原因,也可以说是导致重复性误差的两个原因"由于一组重复测量值的极差代表了重复性的大小,因此可以利用极差控制图来显示测量过程的一致性"如果极差控制图失控,则测量系统的一致性就有问题,因此在进行测量系统分析前,需要查找原因"一般地,同一测量者使用同一测量仪器重复测量同一被测对象时,所得的测量值服从正态分布。
再现性是由不同的测量者,采用相同的测量仪器,测量同一测量对象的同一特性时获得的测量平均值变差,如果测量者之间的变异性真正存在,每位测量者所得的平均值将会不同,可以通过比较测量者对每个零件的测量平均值,并计算它们之间的差异得到"通常,可以用一组测量者得到的最大平均值减去最小平均值得到的极差来估计再现性的大小,
响应时间与范围:
加标回收率:加标回收率,指在没有被测物质的空白样品基质中加入定量的标准物质,按样品的处理步骤分析,得到的结果与理论值的比值。
1空白加标回收:在没有被测物质的空白样品基质中加入定量的标准物质,按样品的处理步骤分析,得到的结果与理论值的比值即为空白加标回收率。
2样品加标回收:相同的样品取两份,其中一份加入定量的待测成分标准物质;两份同时按相同的分析步骤分析,加标的一份所得的结果减去未加标一份所得的结果,其差值同加入标准物质的理论值之比即为样品加标回收率。
3加标回收率的测定, 是实验室内经常用以自控的一种质量控制技术. 对于它的计算方法, 给定了一个理论公式:
加标回收率= (加标试样测定值-试样测定值)÷加标量×100%
对于重复性:人数m样品数n重复测定次数r
1. 当给定n和r:时,m与-o县置信区间宽度的变化趋势如图4一2所示,随着测量
人数的增加,-o县的置信区间逐渐收窄"为了尽可能地提高测量系统分析的有效 性,一般情况下,应选择3到4名测量者,如果重复性误差比较大,在条件允许 的情况下,可适当增加测量者进行实验"
2. 给定m和r:时,n与-o县置信区间宽度的变化趋势如图4一3所示,一般情况下,应选取10个以上样品,如果重复性误差比较大,在条件允许的情况下,可适当增加进行实验的样品数"
3. 当给定n和m时,:与-o县置信区间宽度的变化趋势如图4一4所示,显然,重复测量4次以上,对重复性的分析就比较有效了,不过如果重复性误差比较大时,可以考虑适当增加重复测量次数"
对于再现性:省略
综上为了在测量系统分析过程中,提高对重复性误差与再现性误差估计的精确性,使分析更为有效,应合理选择测量人数(m)!样品数(n)和重测量次数(r)"
一般情况下,测量人数m全6,样品数n选10到20个左右,此外,重复测量次数:最好选4到6次,这样便能够较好的估计重复性和再现性"在表4一2中, 笔者给出了一些对应的选择方案及其相应的置信区间的宽度"。
评价:
一般要求,P/了%和R&R%两者中的较大者应小于1y00c"在QS9000的测量 系统分析手册中给出了R&R%的评价要求:若R&R%小于1y00c,认为测量系统 能力充分;R&R%大于30%,则测量系统能力不足,应改进;
第二篇:重复性和再现性
被测参数:Ith
测试系统:LIV测试系统
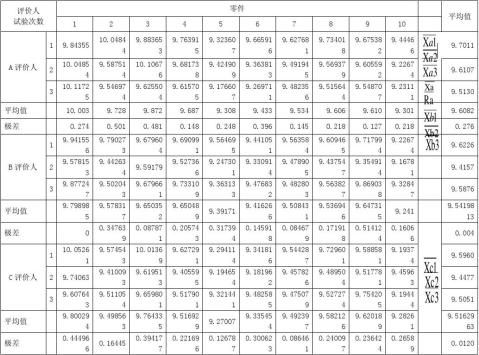


所以极差的平均值:R
ΔR=(Ra+Rb+Rc)/3=(0.01+0.004+0.012)/3=0.0087
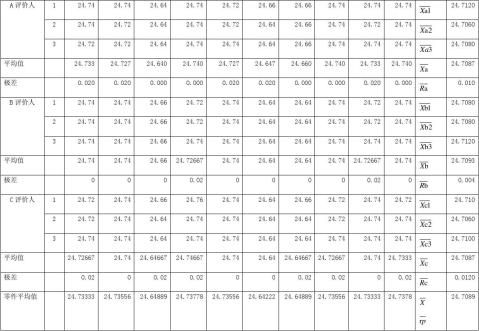
ΔXdiff :将Xa、Xb、Xc三个数中的最大值减去最小值:ΔXdiff =Xmax-Xmin=Xb-Xa=24.7093-24.7087=0.0006 零部件的平均值极差:Rp
ΔRp=Xpmax-Xpmin=24.7378-24.6422=0.095578
ΔX P—每个零件每次测量值相加除以总的测量次数(试验次数乘以平均人数),即第一个零件测量了共9次,三个评价人。

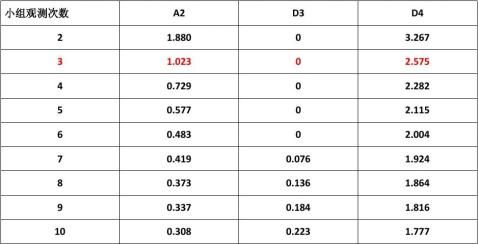
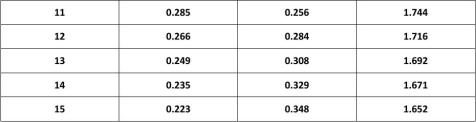
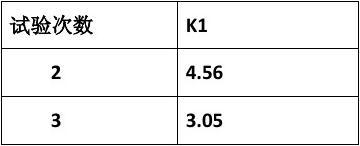
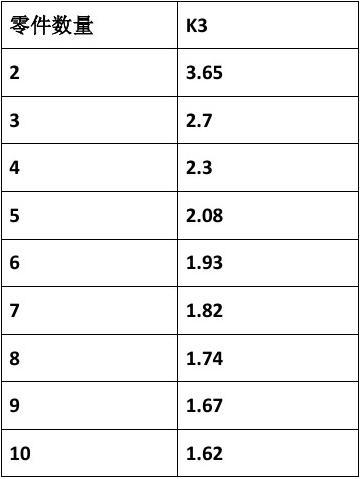
D3=0,7次试验以内(即前6次试验皆为0) 注:n=零件数量,r=试验次数(观测次数)
控制图常数
《进行研究》 详细研究如下:
1) 取得包含10个零件的一个样本,代表过程变差的实际或预期范围;
2) 指定评价人A、B、C,并按1至10给零件编号,使得评价人不能看到这些编号数字。
3) 对量进行校准;
4) 让评价人A以随机的顺序测量10个零件,并让另一个观测人将结果记录在第一行;让评价人B和C测量这10个零件,并互相不看对方数据。然后将结果记录。
5) 使用不同的随机测量顺序重复以上操作过程,把数据填入记录表。
《结果分析-图表分析》
分析一个系统是为了了解整个系统,其分析的数据可以通过表控制图原形显示,非常重要
极差控制图是用来确定过程是否控制,并识别和排除特殊原因后,测量分析才是恰当的。
R=(Ra+Rb+Rc)/3=(0.01+0.004+0.012)/3=0.0087
Xdiff =Xmax-Xmin=Xb-Xa=24.7093-24.7087=0.0006
UCLR=R×D4=0.0087×2.575=0.0223
LCLR=R×D3=0.0087×0=0 X
使用控制图的程序如下:
1) 将每位评价人/零件组合的极差画在极差图中,同样将平均值画在均值图中;
2) 计算并绘制标准控制限;
3) 评价图表
(a) 判定极差图表是否受控;
如果所有的极差都受控,则说明评价人是一致的,进行步骤3)(b)
如果不是,可能是:
评价人技术误差; 位置误差; 仪器的一致性不好;
应在进行步骤3)(b)之前纠正这些特殊原因。并使极差图进入控制中。
在控制线之内的面积代表测量误差(干扰);
如果一半或更多的平均值落在极差之外,则该测量系统足以检查出试体见变差,并且该测量系统可以提高该过程的有用数据。
当一半落在控制限外,则该测量系统不足检查出零件间变差,并且不能用于过程控制。

X-R均值和极差图》《
选择均值极差“控制图的刻线”
1、 X图
纵坐标:坐标上的刻度值的最大值和最小值之差,应至少为子组均值(X)的最大值和最小值之差的2倍,
横坐标即为子组数。
2、R图
纵坐标:刻度值从最低值为0开始到最大值之间的差值为初始阶段所遇到的最大极差(R)的2倍。 注:有用的建议,将R图的刻度值设置为均制图的刻度的2倍。在一般组大小情况下,均值和极差的控制
限将具有大约相同的宽度,给分析以直观的帮助。
浏览判断绘图和计算的正确与否,确保所画的X和R在纵向上是对应的。
最大极差,控制在T/b内:
均值控制 最大为分布中心M+T/3.3之内
最小为分布中心M-T/3.3之内
-
好句好段摘抄大全
好句好段摘抄大全1漫漫人生路谁都难免会遭遇各种失意或厄运在凄风苦雨惨雾愁云的考验面前一个强者是不会向命运低头的风再冷不会永远不息雾…
-
美文摘抄
经典美文摘抄茫茫人海芸芸众生有多少人都羡慕有多少人流连那众星捧月门庭若市的荣耀那酒席间觥筹交错谈笑嬉闹的惬意或是并肩花前月下畅谈春…
-
美文摘抄
青春是用意志的血滴和拼搏的汗水酿成的琼浆历久弥香青春是用不凋的希望和不灭的向往编织的彩虹绚丽辉煌青春是用永恒的执著和顽强的韧劲筑起…
-
经典优美语句摘抄
经典优美语句摘抄1生命因情而丰盈因爱而温暖因简单而快乐因善良而美好因恬淡而生香因清欢而静好因诗意而浪漫因感动而温润因理解而包容因遇…
-
高中好段摘抄大全
高中好段摘抄大全1生命其实就是大家所想象的那样的短暂与其活在不幸福中倒不如每天知足常乐努里的工作自然地面对生活如果你对生活简单那么…
-
特岗工作总结
三年的特岗生活转眼即逝,当回首细看自己这三年留下的足迹时,看到的更多的是颗颗成长珠,不过也有那点点遗憾豆。为了今后的成长,今天还是…
-
20xx年建委反腐倡廉工作总结2(1)
县城乡建委20xx年反腐倡廉工作总结今年以来,县城乡建委以邓小平理论和“三个代表”重要思想为指导,认真贯彻落实科学发展观,以开展“…
-
联星小平小学学雷锋活动总结
花,开放在三月,灿烂而又奔放,飘洒的芳香让大地处处充满着春的气息。在中心校开展学习雷锋活动的号召下,在学校领导的正确领导和配合支持…
-
××县林业工作站重点县建设总结报告
××县林业站认真领会《中央林业工作会议》精神,高举中国特色社会主义伟大旗帜,坚持以邓小平理论和“三个代表”的重要思想为指导,认真落…
-
20xx年劳动监察工作全年总结
宁边路街道20xx年劳动保障监察全年工作总结我街道劳动保障监察工作,在上级部门的关怀指导下,按照昌吉市劳动监察大队的统一部署,以维…