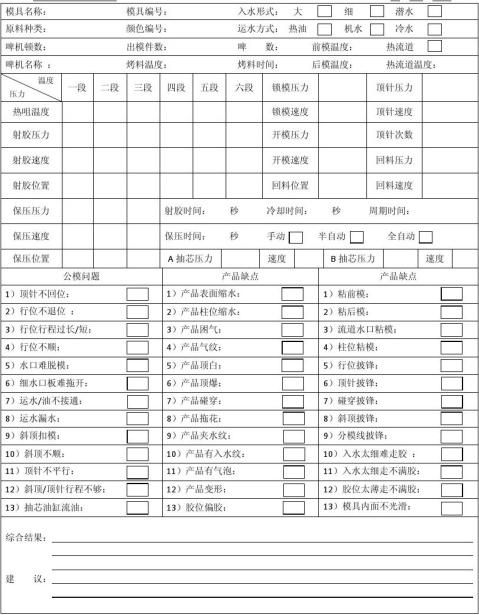
篇一 :XX试模报告


说明: 1.此参数必须在稳定情况下记录; 2.模具问题点一定要描述详细具体。
制定: 审核: 批准:

1 《XXT1试模报告》的作用
《XXT1试模报告》的作用是,作为每次试模结果及下次试模参考依据,明白模具存在的问题和注意事项。 2 《XXT1试模报告》的操作流程


3 各主要栏位填写说明

4 审批责任说明
…… …… 余下全文
篇二 :关于近期试模问题报告
关于近期试模问题报告
进入11月份以来,本部门共试模17次,试模原因分析及结果情况如下:
一、525-118
模具制作负责人:张辉桃
试模原因:a、五金端子片重新配模,原先有压模现象;
b、修改批锋,改进胶口,因调机时调不到,总是走批锋且容易将五金端子片冲偏; c、因模具结构设计不合理,粘前模,在后模上增加倒扣;
试模结果:a、产品顶出来时将针脚全部拉断
原因分析:a、五金端子片内部是空的,胶容易跑进去,初步判定为五金端子设计不合理; b、注塑压力太大,导至将五金端子内部冲满胶后胀大,尺寸变大,直接粘死在后模; 模具制作负责人:张辉桃
试模原因:a、模具斜弹出镶件式结构设计不合理,更改模具结构,改为顶出镶件结构; 试模结果:a、弯端子五金片针孔内走胶,将尺寸冲大,且胶料从针孔下面冲出去;
原因分析:a、五金端子片内部是空的,胶料容易跑进去,初步判定为五金端子设计不合理,建议
更改五金端子片结构;
b、注塑压力太大,导至将五金端子内部冲满胶后胀大,尺寸变大,建议调机时射胶
压力不要太大,否则再好的模具也承受不了;
模具制作负责人:李克泉
…… …… 余下全文
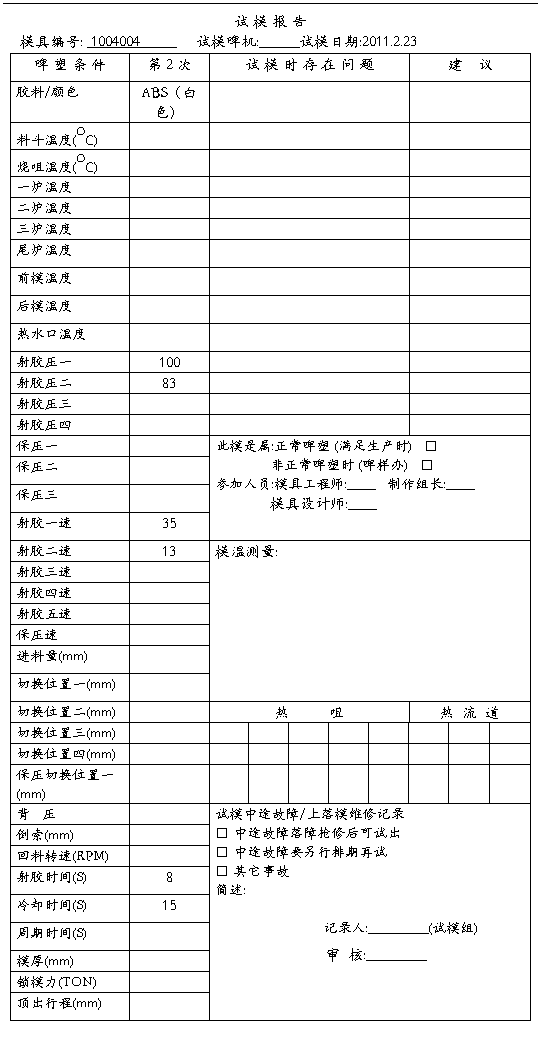
篇三 :试模报告
勒克斯维照明有限公司
模组试模报告
产品编号:LV-M0002S072W 产品名称:33*33mm模组
12月11日模组试模,参加人:
品质检测,周学彬
工程人员:刘建龙 胥成彦
在试模中出现问题待改造
1. 塑胶料硬度不够,帕数不够。现在料的帕数是60帕,我们样品的应该在30帕左右,颜色有差异。
2. 灯的边缘有缝隙,边缘不够整齐,原因是模具上下模位置不正,改正办法修模
3. 中间贴标槽感觉宽度不够,但加宽怕在生产中注塑的压力过大损坏模具,待确定。
4. 压线;两边有压线痕迹,要加大线槽
5. 线;产品中间的距离有差距,在正式生产中改正,现在是手工剥线,正式生产由机器剥线控制距离。
吸塑石膏模样品也作出,待确定,正式生产还需开铜模,开铜模需要5天时间,开铜模费需要¥500元开模费
工程编制 : 胥成彦 2010-12-13 审核:

…… …… 余下全文
篇五 :试模报告
荆州科美科技有限公司-注塑部塑胶模 塑胶模具试模报告表号:产品名称 产品型号 成型工艺参数: 成型工艺参数: 压力 射出一 射出二 射出三 射出四 保压一 保压二 温度 试模结果: 试模结果: NO 1 2 3 4 检查要素 滑块活动 冷却水道 顶出装置 组立外观 检查项目 活动情况 漏水 活动情况 吊孔有无 结构 装配状况 标准 尺寸 外观 脱模情况 编制: 编制: 游标尺 C: 目视 目视 审核: 审核: C: 验收方法 目视 水压 30 分钟 实验 目视 目视 产品图纸 检查结果 判定 产品图片: 产品图片: 速度 时间 位置 储料一 储料二 射退 储前冷却 冷却时间 压力 速度 终止位置 试模情况描述: 试模情况描述: 试模人员 产品周期 材料 干燥时间 试模日期 试模机型 模腔数 试模次数5试制零件分发部门:□委托部门□采购□品保中心 □工艺□供应商□客户
…… …… 余下全文