篇一 :焊接实训报告范文
焊条电弧焊实训报告
一、 实习目的
焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产经验,培养理论联系实际的工作作风,充分掌握焊条电弧焊的操作技能,为取得中级焊工资格证打下基础。
二、实习基本要求(一)实习教学的主要任务
通过本环节的实习是学生了解焊条电弧焊的特点、适用范围,掌握焊条电弧焊的操作技术,具备根据图纸正确选用焊接规范参数的能力。
(二)实习教学的基本要求
1、掌握焊条电弧焊平对接焊的基本操作技能,能熟练进行碳钢的不开坡口平对接焊、开坡口平对接焊和熔透焊道焊接法(单面焊双面成形)的操作。
2、掌握焊条电弧焊平角焊的基本操作技能,能进行碳钢的角接接头、T字接头和搭接接头的基本操作。
3、掌握焊条电弧焊立焊和横焊的基本操作技能,能进行碳钢的立焊和横焊的基本操作。
4、掌握焊条电弧焊管子焊接的基本操作技能,能熟练进行碳钢的水平管、垂直管、管板焊的基本操作。
5、掌握初级技术等级典型产品的加工基础知识,能初步进行初级技术等级典型产品的焊接基本操作。
三、实习内容及操作要领
(一)气焊气割
…… …… 余下全文
篇二 :焊接实训报告
四川交通职业技术学院
气
焊
气
割
实
训
报
告
姓名:xxx 班级:xxxxxxxx 学号:xxxxxxxx
一丶实训的目的
1. 让我们了解感受气割气焊的操作,并掌握一定的技术。
2. 实际操作更有利于掌握其中的技术。 3. 和书中理论更好的结合起来。
二丶实训的内容
1. 气割
气割的气体是由乙炔和氧气混合组成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气割要用的是中性焰。
气割用的气枪一共有三个阀门,一个供低压氧,一个供乙炔,还有一个是高压氧。右手拿枪柄,并用大拇指控制低压氧气阀,左手调火时控制乙炔阀,当开始割时控制高压氧阀。点火前需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。加热钢板时用中性焰的内焰加热,当钢板快要被烧熔时,打开高压氧把铁屑吹掉,这是有大量火星溅出。然后匀速前进直到钢板被切掉。
2.气焊
气焊的气体同样是由是由乙炔和氧气混合组
成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气焊要用的是中性焰。在焊接时要尽量保证氧气和乙炔的供给量差不多,保证火焰的性质,才能很好的进行焊接。 气焊用的气枪只有两个个阀门,一个供氧气,一个供乙炔。在这里和气割用的枪不同,右手拿枪柄,并用大拇指控制氧气阀,左手调火时控制乙炔阀。点火前同样需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。
…… …… 余下全文
篇三 :焊接实训报告
气
焊
气
割
实
训
报
告
一丶实训的目的
1. 让我们了解感受气割气焊的操作,并掌握一定的技术。
2. 实际操作更有利于掌握其中的技术。 3. 和书中理论更好的结合起来。
二丶实训的内容
1. 气割
气割的气体是由乙炔和氧气混合组成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气割要用的是中性焰。
气割用的气枪一共有三个阀门,一个供低压氧,一个供乙炔,还有一个是高压氧。右手拿枪柄,并用大拇指控制低压氧气阀,左手调火时控制乙炔阀,当开始割时控制高压氧阀。点火前需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。加热钢板时用中性焰的内焰加热,当钢板快要被烧熔时,打
开高压氧把铁屑吹掉,这是有大量火星溅出。然后匀速前进直到钢板被切掉。
2.气焊
气焊的气体同样是由是由乙炔和氧气混合组成,乙炔是可燃气体,氧气则为助燃气体。当乙炔过多氧气少时就会产生碳化焰,当氧气过多乙炔过少是就会产生氧化焰,而我们气焊要用的是中性焰。在焊接时要尽量保证氧气和乙炔的供给量差不多,保证火焰的性质,才能很好的进行焊接。 气焊用的气枪只有两个个阀门,一个供氧气,一个供乙炔。在这里和气割用的枪不同,右手拿枪柄,并用大拇指控制氧气阀,左手调火时控制乙炔阀。点火前同样需要戴好防护工具(实训服,墨镜,手套)点火时乙炔大一点,氧气小一点。燃烧后把火焰调成中性焰。
…… …… 余下全文
篇四 :线切割实训报告
线切割实训报告
班级:________________
姓名:________________
学号:________________
指导教师:________________
实训时间:________________

分析零件表面加工质量
实训总结
…… …… 余下全文
篇五 :线切割实训报告
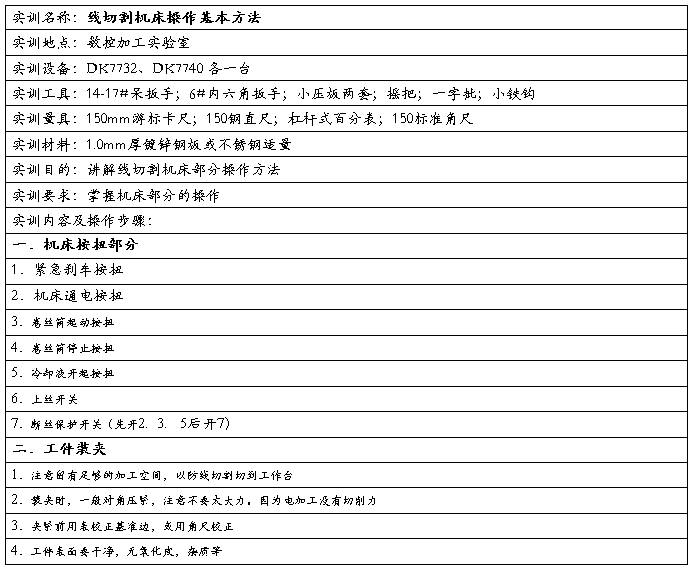
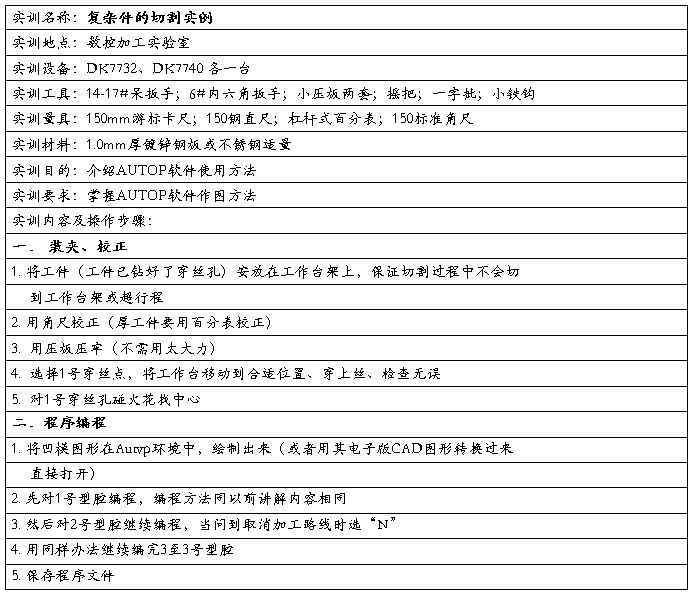
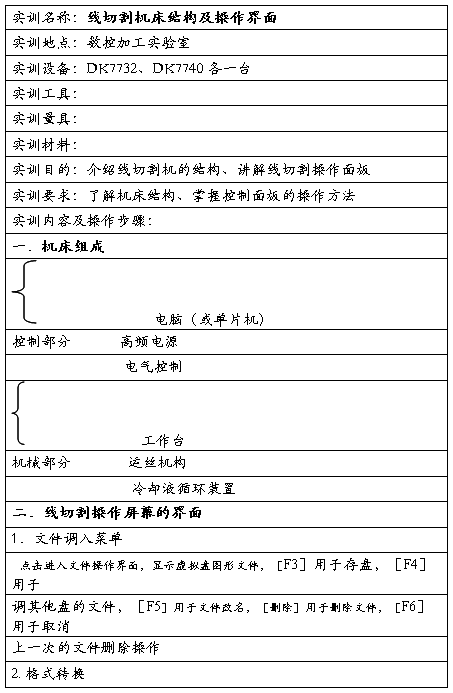
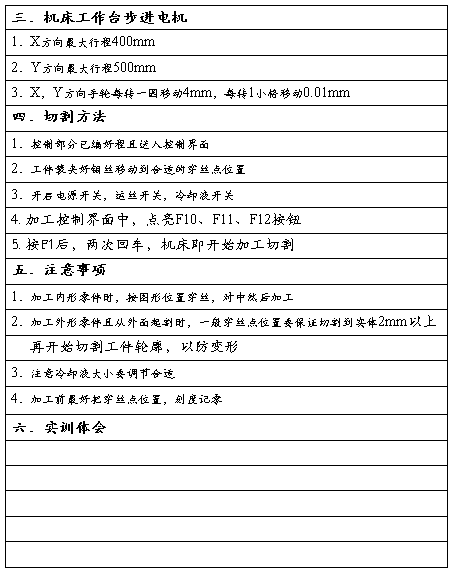
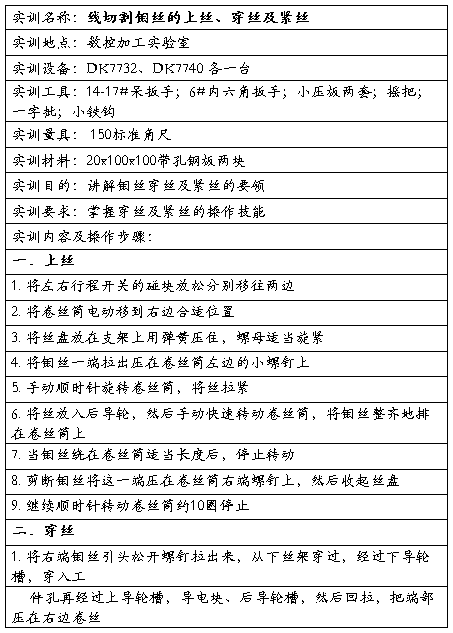
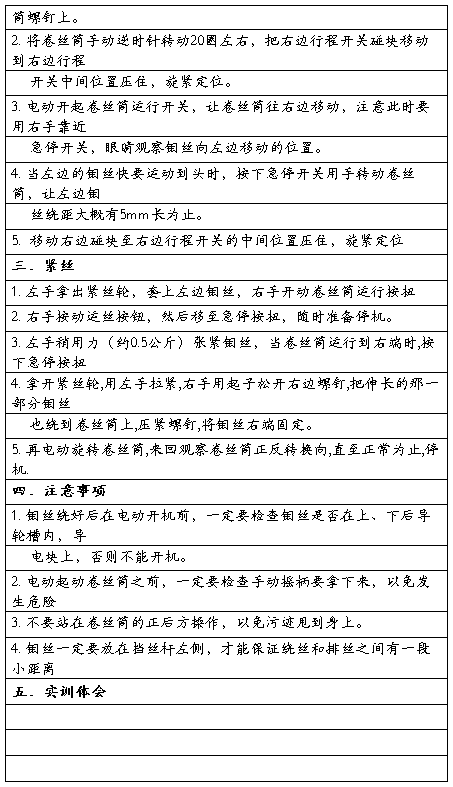
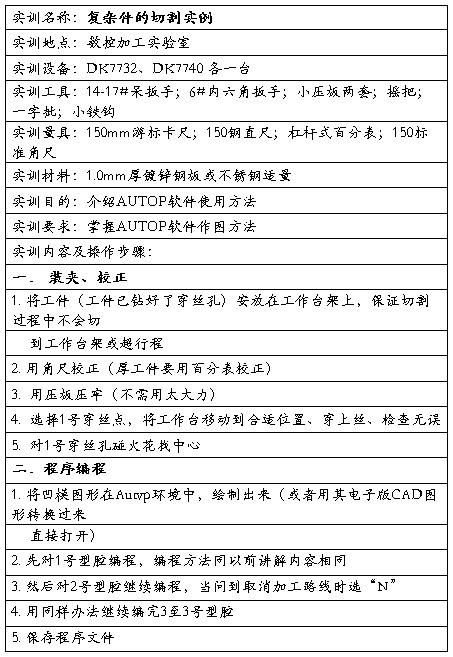
线切割实训报告(1)
线切割实训报告(1)

线切割实训报告(1)
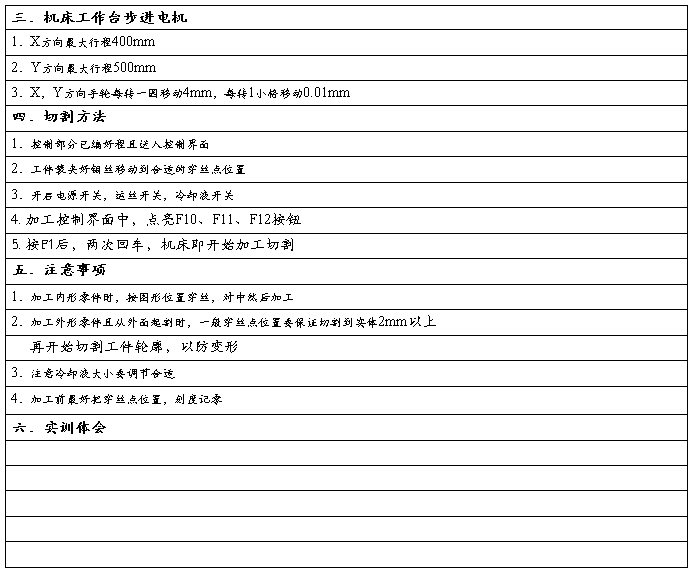
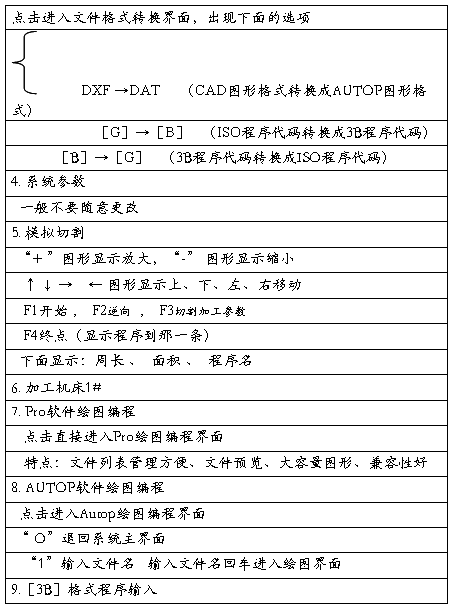
线切割实训报告(2)
线切割实训报告(2)
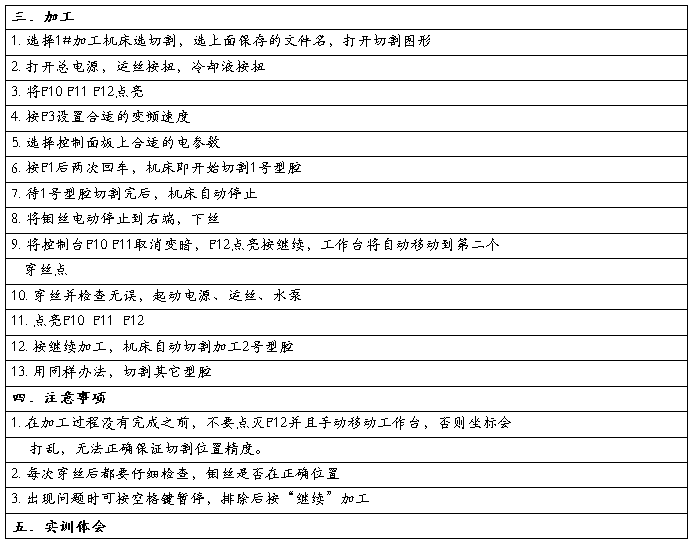
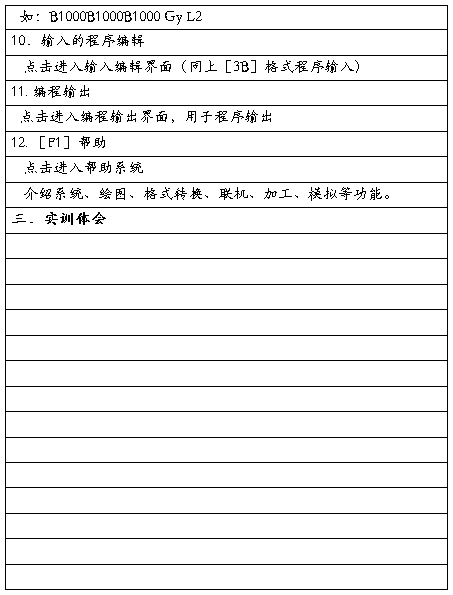
线切割实训报告(3)
线切割实训报告(3)
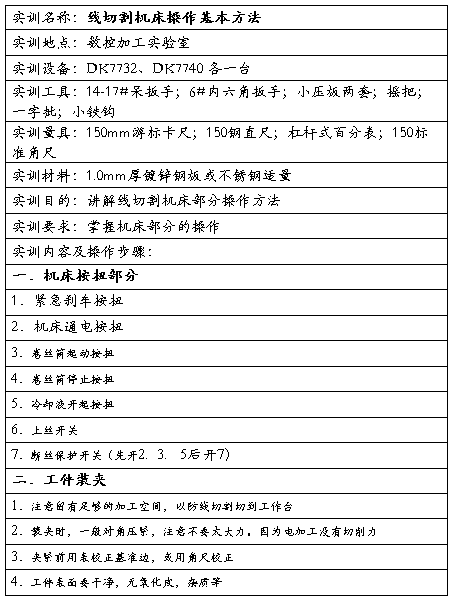
线切割实训报告(4)
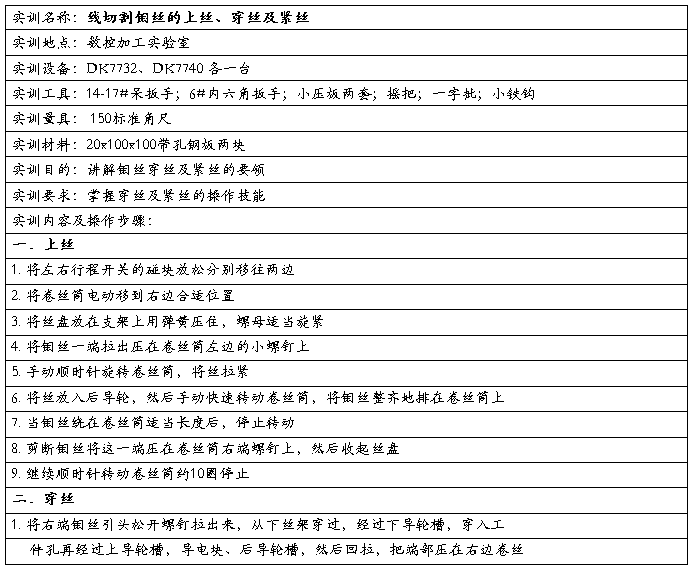
线切割实训报告(4)
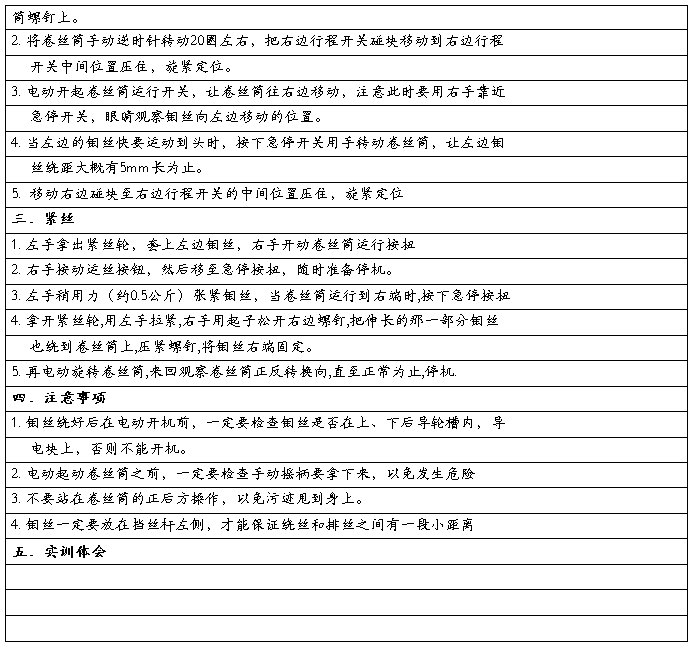
线切割实训报告(5)
线切割实训报告(5)
线切割实训报告(6)
线切割实训报告(6)
…… …… 余下全文
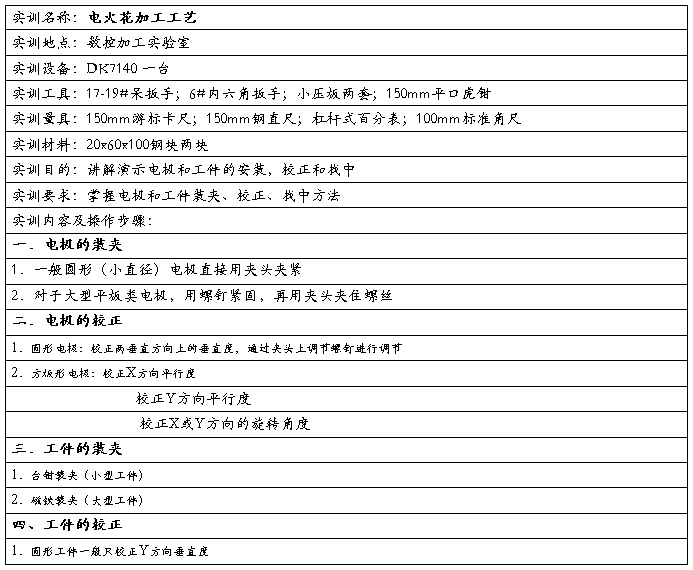
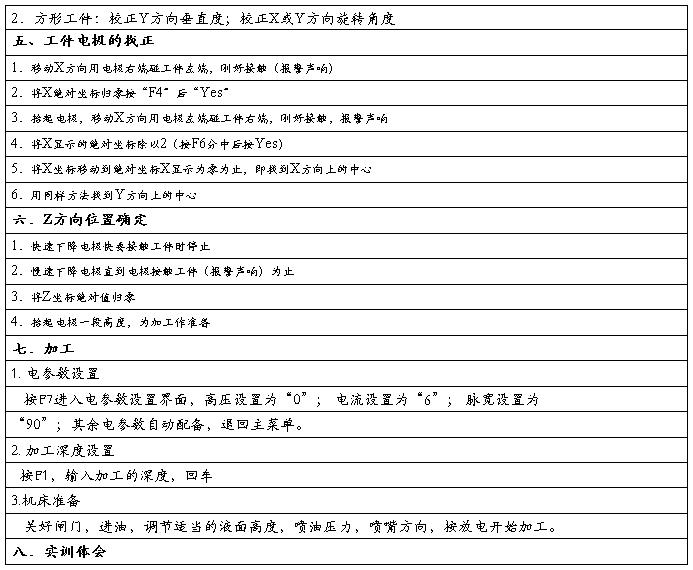
篇六 :气焊实习报告
实习必答题目:
请在下面题目中选择与您学员编号相关联的题目,并将题号及答案填入本表相关位置:

 气焊气割实习报告
(
□
IWE
□
IWS
)
气焊气割实习报告
(
□
IWE
□
IWS
)
姓名:
实习目的:熟悉气瓶的使用,安全知识。通过氧-乙炔气焊气割的操作,了解左焊法、右焊法的操作技能,产生各种缺陷的原因和预防措施,掌握气焊气割的工艺过程、适用范围。
焊接准备:

焊接工艺规范参数:

焊接技能操作技术:

气割参数
…… …… 余下全文
篇七 :线切割实训报告
一、 实验目的
学习线切割工艺知识,增强实践能力,提高综合素质,培养创新意识和创新能力、
二、 实验内容
1、 熟悉数控线切割机床的注意事项及基本操作;
2、 学习3B编程,编制并加工工件;
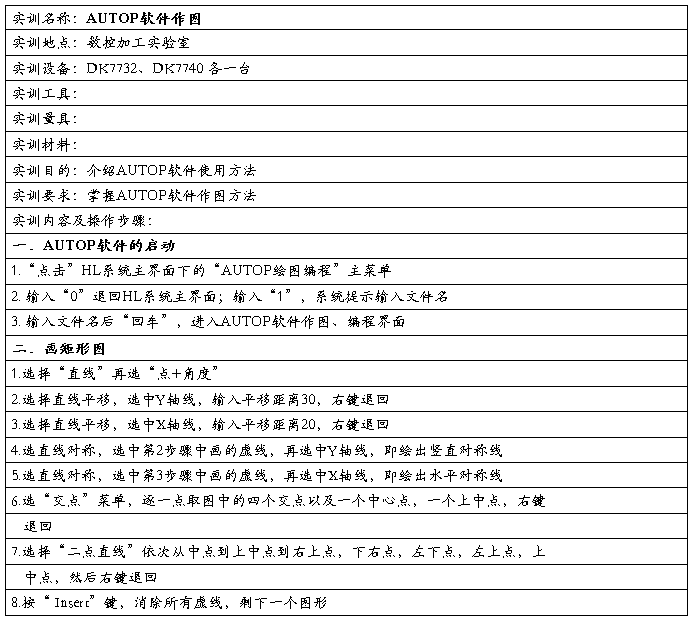
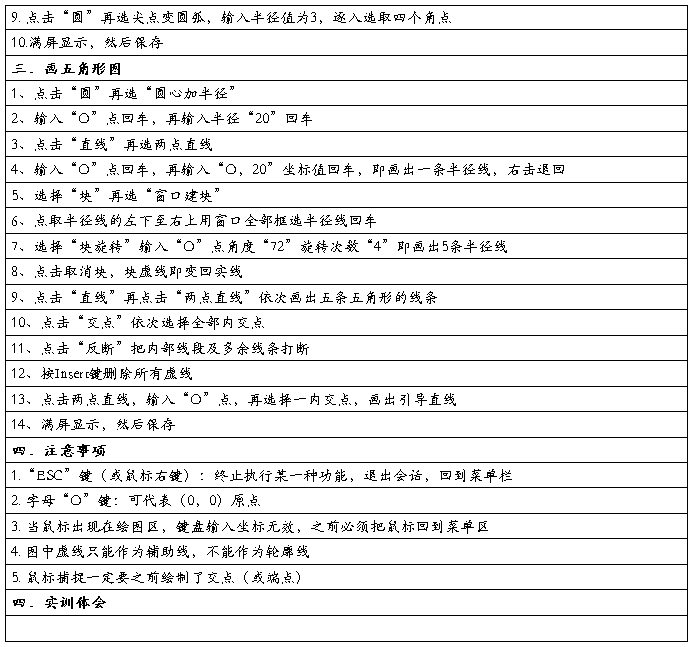
3、 根据图纸,绘图并加工工件;
三、 简述线切割机床的加工工作原理,及线切割机床加工特点,可以加工哪些形状的工件?
加工原理:利用细金属丝(钼丝)作工具电极,按预定的轨迹进行加工
加工特点及范围:线切割时电极丝是不断运动的,点击损耗极小,加工精度较高,尺寸精度可达0.02~0.01mm,表面粗糙度Ra可达1.6um或更小。线切割广泛用于加工各种冲孔和落料模具、样板及各种形状复杂的型孔、直线形型孔和窄缝等。
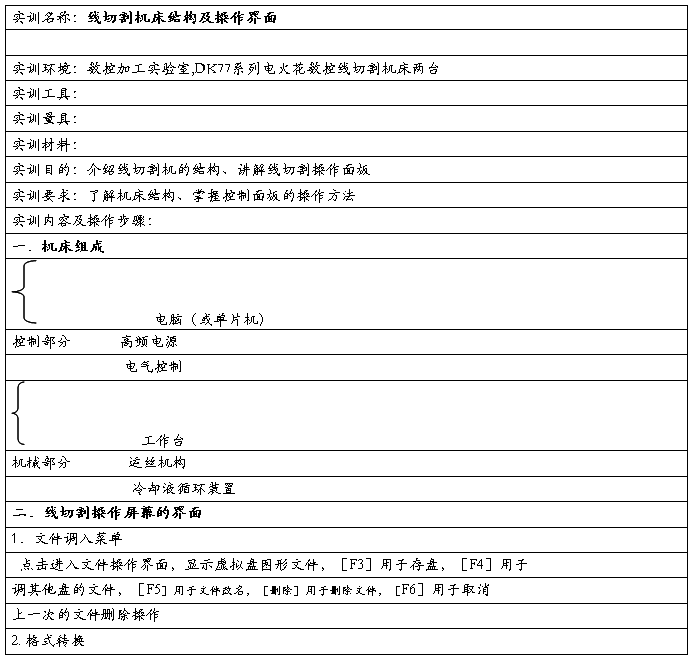
四、 简述线切割机床的构成及其完成的主要功能
数控电火花线切割机床包括机床﹑脉冲电源和数控装置三大部分。脉冲电源是电火花线切割加工的工作能源;数控装置是数控机床的核心,它接受输入装置送来的脉冲信号,经过数控装置的系统软件或逻辑电路进行编译、运算和逻辑处理后,输出各种信号和指令,控制机床的各个部分进行有序的动作。
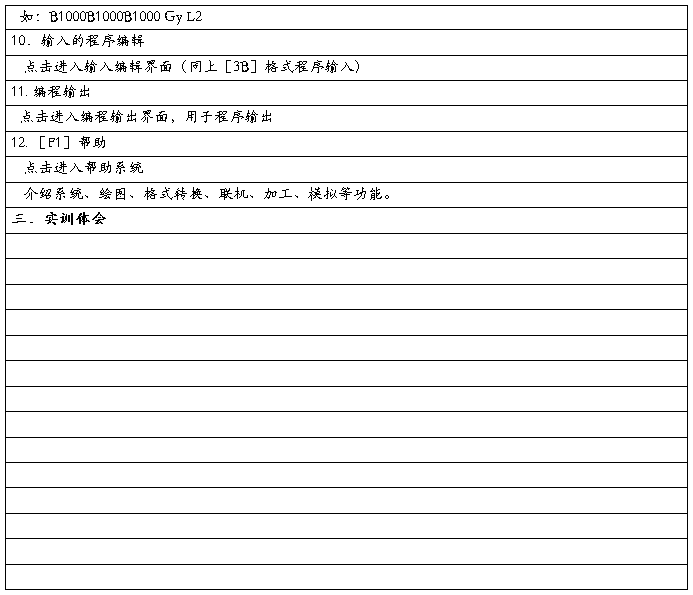
五、 简述控制机控制软件有哪几个主界面,主要完成哪些功能 文件、编译、转加工、退出
…… …… 余下全文
篇八 :线切割实训报告
线切割实训报告(1)
线切割实训报告(1)
线切割实训报告(1)
线切割实训报告(2)

线切割实训报告(2)

线切割实训报告(3)
线切割实训报告(3)
线切割实训报告(4)
线切割实训报告(4)
线切割实训报告(5)
线切割实训报告(5)

线切割实训报告(6)
线切割实训报告(6)
…… …… 余下全文