篇一 :互换性实验报告
第四章 齿轮测量实验指导
一、目的:学会常用齿轮参数的参量方法,掌握公法线千公尺、齿厚游标卡尺的用法。
二、使用仪器:公法线千分尺、齿厚游标卡尺、偏摆检查仪、百分表等。
三、测量项目及测量步骤:
(一)用公法线千分尺测量齿轮公法线长度变动量(ΔFW)
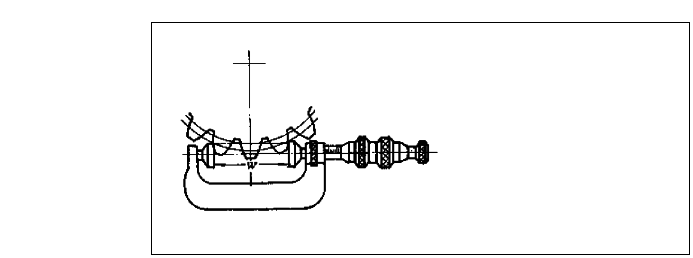
图4-1 公法线千分尺测量齿轮公法线
实验步骤:
1.根据齿轮的已知参数求出跨齿数n和公法线长度W。
2.根据所得的公法线长度选择测量范围相适应的公法线千分尺,并用标准棒校对零线。
3.逐次测量所有的公法线实际长度,记入表中。
4.找出最大值Wmax与最小值Wmin,
则:ΔFW=Wmax-Wmin。
5.将ΔFW与所查出的公差FW比较写结论。
(二)在偏摆检查仪上测量齿圈径向跳动(ΔFr)
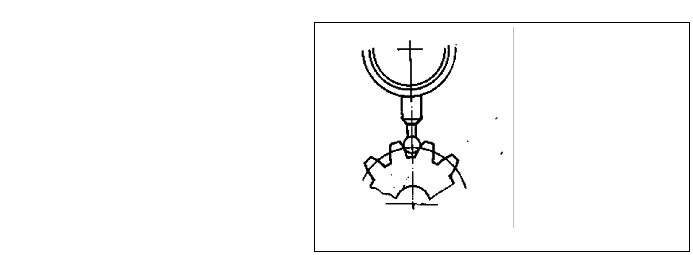
图4-2 齿圈径向跳动
…… …… 余下全文
篇二 :互换性与测量技术基础实验报告
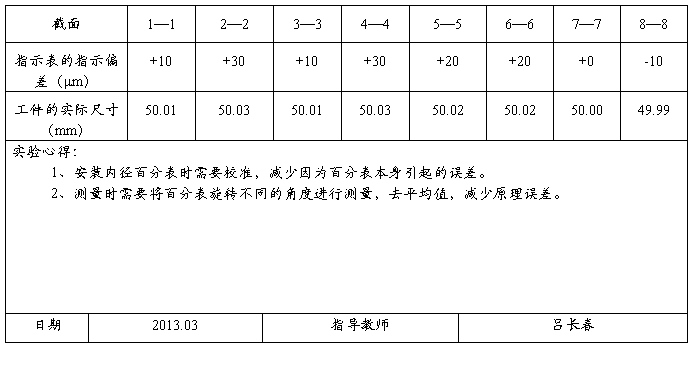
实验一 用内径百分表测内孔实验报告
仪器名称:内径百分表
指示表的分度值:0.01mm
指示表的示值范围:0~3mm
测量结果
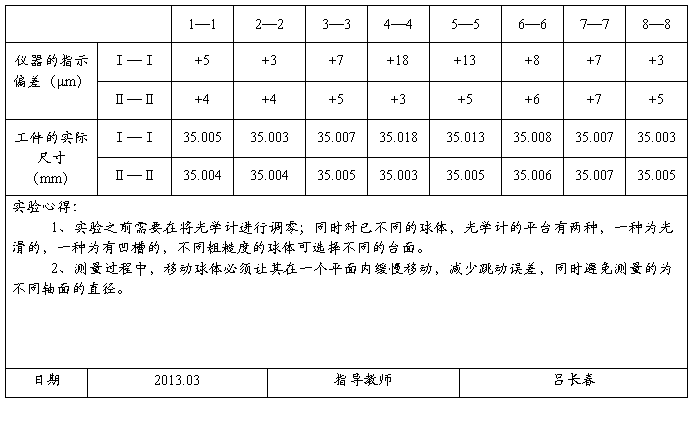
实验二 用立式光学计测量轴径实验报告
仪器名称:立式光学计
仪器的分度值:0.001mm
仪器的指示范围:±0.1mm
 测量结果
测量结果
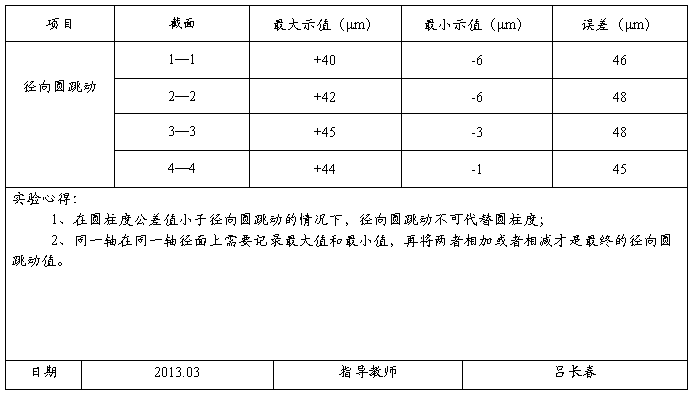
实验三 径向圆跳动测量实验报告
仪器名称:偏摆检查仪
仪器的分度值:0.01mm 或0.001mm
测量范围:直径d ≤150 mm,长度 ≤600mm
测量结果
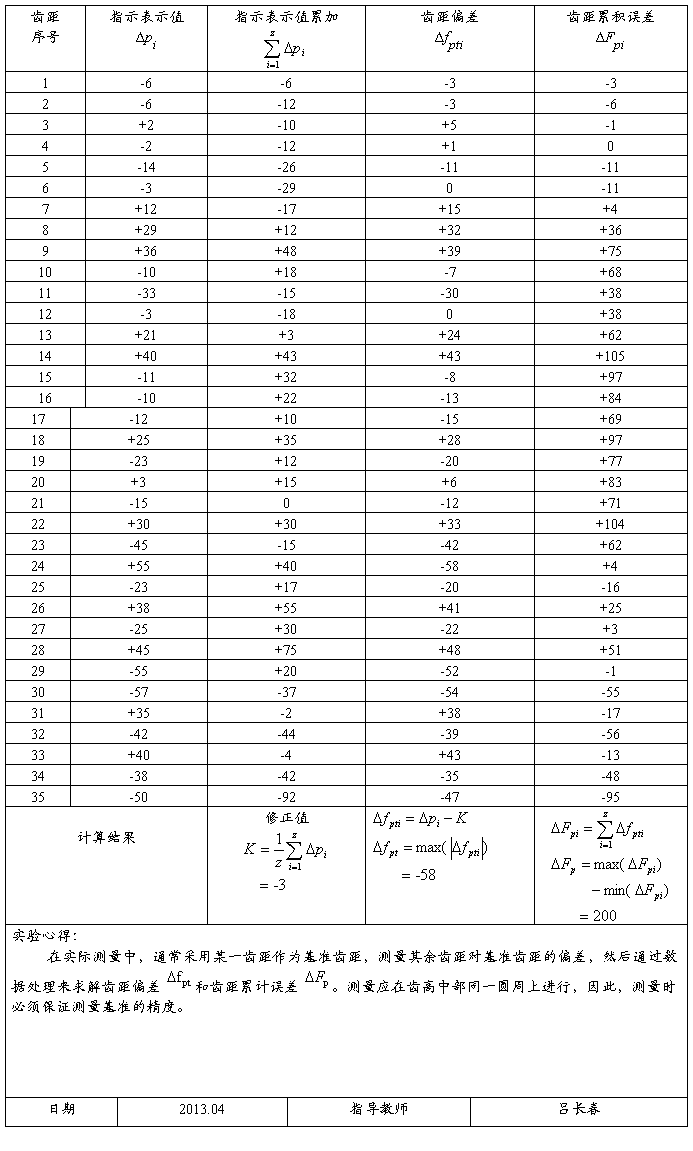
实验四 齿轮单个齿距偏差Δfpt和齿距累积总偏差ΔFp测量实验报告
仪器名称:齿轮周节测量仪
指示表分度值:0.001mm
测量范围:模数2~16mm
被测齿轮参数:模数m= 3 mm,齿数z= 35 ,压力角α=20°
测量结果(μm)
实验五 齿轮径向跳动误差ΔFr的测量实验报告
仪器名称:齿轮跳动检查仪
指示表分度值:0.001mm
 测量范围:模数1~6mm
测量范围:模数1~6mm
被测齿轮参数:模数m= 3 mm,齿数z= 35 ,压力角α=20°
…… …… 余下全文
篇四 :=互换性与技术测量实验报告
实验一 量块的使用
一、实验目的
1、能正确进行量块组合,并掌握量块的正确使用方法;
2、加深对量值传递系统的理解;
3、进一步理解不同等级量块的区别;
二、实验仪器设备
量块;千分表;测量平板;千分尺校正棒。
三、实验原理
1量块的测量平面十分光洁和平整,当用力推合两块量块使它们的测量平面互相紧密接触时,两块量块便能粘合在一起,量块的这种特性称为研合性。利用量块的研合性,就可以把各种尺寸不同的量块组合成量块组。
四、实验内容与步骤
(一)实验内容
采用合理的量块组合,测量千分尺校正棒。
(二)实验步骤
1 用千分表测量千分尺校正棒
2 据所需要的测量尺寸,自量块盒中挑选出最少块数的量块。 (每一个尺寸所拼凑的量块数目不得超过 4~5 块,因为量块本身也具有 一定程度的误差,量块的块数越多,便会积累成较大的误差。)
3量块使用时应研合,将量块沿着它的测量面的长度反向,先将端缘部分测量面接触,使初步产生粘合力,然后将任一量块沿着另一个量块的测量面按 平行方向推滑前进,最后达到两测量面彼此全部研合在一起。
…… …… 余下全文
篇五 :互换性实验报告样本
1.给出IEA关于人机工程学的学科定义。
答:人机工程学是研究人在某种工作环境中的解剖学、生理学和心理学等方面的因素,研究人和机器及环境的相互作用,研究在工作、生活和休假时怎样统一考虑工作效率、健康、安全和舒适等问题的学科。
2.简述人机工程学发展的三个阶段及各阶段发展特点。
答:(1)、19世纪末到20世纪30年代,有意识的研究人机关系的阶段,特点:以机器为中心进行设计,通过选拔和训练,使人适应于机器。
(2)、“人适机”转入“机宜人”的新阶段,特点:工程技术真正与生理学、心理学等人体科学结合起来。
(3)、 20世纪60年代以后,科学技术飞速发展阶段,特点:新的科学技术的迅速崛起,为人机工程学注入新的研究理论、方法和手段,也为人机工程学提出了一系列新的研究课题。
3.结合自己的专业认识,简述人机工程学在其专业的应用领域。 答:在设计制造业,人机工程学广泛应用在作业空间、姿势、座椅、作业面,信息显示、操作控制,作业方法、作业的身心负担、安全,作业环境,作业组织与安排等方面。
1. 人机工程学发展的三个阶段及各阶段发展特点是什么?
答:(1)、19世纪末到20世纪30年代,有意识的研究人机关系的阶段,特点:以机器为中心进行设计,通过选拔和训练,使人适应于机器。
…… …… 余下全文
篇六 :互换性与技术测量实验报告1
互 换 性 与 技 术 测 量
实 验 报 告
实验一:立式光学计测量轴径
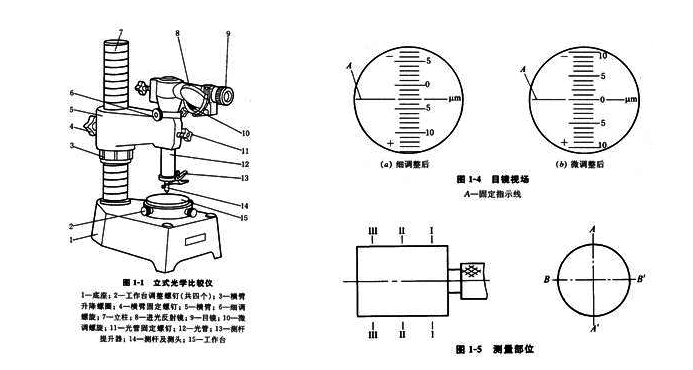
一、测量器具说明
立式光学计也称立式光学比较仪,是一种精度较高且结构简单的光学仪器,适用于外尺寸的精密测量。图1-1是仪器的外形图。
二、实验步骤
1、选择测头(本实验应选择刀口形测头),并把它安装在测杆上。
2、根据被测工件的基本尺寸或某一极限尺寸选取几块量块,并把它们研合成量块组。
3、接通电源,将量块组放在工作台上,对仪器进行粗调节、细调节和微调节,使零刻线与固定指示线重合。调节后的目镜视场如图1-4所示。按动测杆提升器数次,检查测杆的稳定性。
…… …… 余下全文
篇七 :互换性实验报告_第11组
互换性实验报告
----《基于三坐标机的精度综合检测》
第11小组 2012010514和 枫
2012010516陈 霁
2012010508毛书翰
一. 实验目的
经过机械加工的零件是否符合设计要求,形状位置精度是否在设计公差之内是我们本次实验所关注的内容。它通常作为实际生产中的质量检测环节,起到保证产品质量的关键作用。
1. 掌握坐标测量机的基本结构和工作原理;
2. 了解三坐标测量机的操作流程
3. 掌握零件典型几何要素的测量与形位精度评价方法;
二. 实验内容
利用教研组所提供的实验仪器及设备,参加实验的每组同学完成采用三坐标测量机对形位精度测量的实验。
本实验主要包括以下内容:
1. 根据前面附录中的零件图纸要求,自选至少5个形位特征准备测量
2. 依照测量流程,编写测量程序,进行自动测量。
3. 输出测量结果,分析误差产生原因。
4. 任选一特征的数据点,进行数学处理,与测量结果进行比较。
三. 实验步骤
1. 了解形状位置公差概念及国家标准,实验前选择要测量的形位特征,并规划测量方案;
2. 详细阅读坐标测量机的使用说明,掌握使用方法;
…… …… 余下全文
篇八 :互换性实验报告
实验一 用立光式光学计测量平面度
一、实验目的:
· 了解立式光学计的测量原理。
· 熟悉用立式光学计测量方块平面度的方法。
· 加深理解计量器具与测量方法的常用术语。
二、实验内容
· 用立式光学计测量方块平面度
三、实验步骤
1,测头的选择:侧头有球形、平面型和刀口型三种,根据被测零件表面的集合形状来选择,使测头与被测表面尽量满足点接触。所以,根据方块几何表面选择用平面型测头。
2.按被测方块的基本尺寸组合量块。
3.调整仪器零位(1)选好量块后,将下测量面置于工作台的中央,并使测头对准上测量面中央。(2)粗调节:松开支臂紧固螺钉
…… …… 余下全文