篇一 :冲压模具设计总结
一、 设计过程
1、 冲裁件工艺性分析:
① 材料性能分析:是否具有良好的冲压工艺性能;
② 工件结构分析:
结构要求:如果只是对孔的定位有高要求,对外形要求不高,可以改进外形,以实现无废料排样
料厚:是薄板材料还是厚板材料?t<0.3mm? t<2mm? t>2mm?
孔边距:c≥1.5t或c≥t
圆角过渡:转角处尽量用圆角过渡,有利于减少冲裁时尖角处的崩刃和过快磨损,一般可取r=0.5t,范围大致在0.2?1mm
2、 设计该零件的冲压生产工艺,编制其冷冲压工艺卡片,要求至少提出两种以上的冲压工艺方案分析比较,确定可行的工艺方案。
3、 论文正文中需要有该零件的模具结构总图一套及主要零件图。另外,需打印出来至少三张用Autocad画的规范三视图,打印图号至少A3号或以上。
4、 选择冲压设备,所有设备参数计算需注明取值来源,并将源图表重新绘制在论文中。
5、 编写设计说明书,所有工艺参数计算需注明来源,并将源图表重新绘制在论文中。
6、 设计论文的最后,将所有来源参考文献按[1],[2],[3]等顺序列出。
二、 设计进度
第1周,完成工艺分析、工艺方案制定及工艺计算;
…… …… 余下全文
篇二 :冲压模具教学总结
《冷冲压模具设计与制造》教学总结 王 健 20xx年下期开始我担任学校模具专业226班的《冷冲压模具设计与制造》课程的教学工作,该课程是模具专业的一门专业主课,学生是在先学习了机械基础、机械制造基础、金属材料、机械制图等专业基础课后,才开始学习的,专业性很强,要求学生通过学习这门课程,能够对冷冲压模具有一个系统全面的了解,能够设计和制造常规的冷冲压模具。226班在校时间不长(只有2个月时间),我基本上完成了教学计划,达到了课程目标。下面对本课程的总结如下:
一、传统教学模式存在的弊端
由于受到各种主观条件和客观条件的限制,传统教学模式存在许多弊端,集中体现在以下几个方面:
1、教学内容陈旧,理论与实践脱节。
现代模具设计与制造技术发展很快,新材料、新工艺、新设备、新技术不断涌现,但是现有的教材内容普遍陈旧落后,远远不能适应
教学需要。学生在校学到的却是工厂早已淘汰的技术,理论与实践脱节的矛盾十分突出。
2、教学方法和手段落后,不适应教学需要。
传统的教学方法为填鸭式、满堂灌,教学手段为一块黑板和一支粉笔,直接导致教师教学枯燥、教学不直观、有些问题不宜表达,学生学习兴趣不高、学习难度较大,教学效果较差等问题,已经不能不适应教学需要。
…… …… 余下全文
篇三 :冲压模具设计论文
冲压模具设计
一、简述
冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
二、分类
冲压模具的形式很多,冲模也依工作性质,模具构造,模具材料三方面来分类。
一般可按以下几个主要特征分类:
1.根据工艺性质分类
a.冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
b.弯曲模 使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
c.拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
d.成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
…… …… 余下全文
篇五 :冲压模具设计实验报告

冲压工艺与模具设计
实验报告
分 院: 机电与能源工程学院
专业班级: 机械设计制造及其自动化104班
姓 名: 陈 文 飞
学 号: 3100611136
指导老师: 赵 忠
日 期: 20## 年 12 月
1.零件的工艺性分析
(1)结构工艺性
该零件结构简单,形状对称,无悬臂,孔径、孔边距均大于1.5倍料厚,可以直接冲出,因此比较适合冲裁。
(2)精度
由表3-11和表3-12可知,该零件的尺寸精度均不超过ST4等级,因此可以通过普通冲裁方式保证零件的精度要求。
(3)原材料
08钢是常用冲压材料,具有良好的塑性,适合冲裁加工。
综上所述,该零件具有良好的冲裁工艺性,适合冲裁加工。
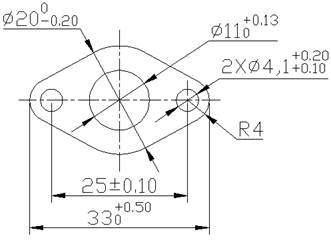
图1
2.工艺方案确定
该零件需要落料和冲孔两道工序完成,可采用的方案有三种:
方案一:单工序冲裁,先落料再冲孔。
方案二:复合冲裁,落料冲孔同时完成。
方案三:级进冲裁,先冲孔再落料。
…… …… 余下全文
篇六 :冲压模具设计实例
模具设计实例------U形弯曲件模具设计
(一)零件工艺性分析(图1)
工件图为图15所示活接叉弯曲件,材
料45钢,料厚3mm。其工艺性分析内容如
下:
1.材料分析
45钢为优质碳素结构钢,具有良好的弯曲成形性能。
2.结构分析
零件结构简单,左右对称,对弯曲成形较为有利。可查得此材料所允许的最小弯曲半径,而零件弯曲半径,故不会弯裂。另外,零件上的孔位于弯曲变形区之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。计算零件相对弯曲半径,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
3.精度分析
零件上只有1个尺寸有公差要求,由公差表查得其公差要求属于IT14,其余未注公差尺寸也均按IT14选取,所以普通弯曲和冲裁即可满足零件的精度要求。
4.结论:由以上分析可知,该零件冲压工艺性良好,可以冲裁和弯曲。
(二)工艺方案的确定
零件为U形弯曲件,该零件的生产包括落料、冲孔和弯曲三个基本工序,可有以下三种工艺方案:
方案一:先落料,后冲孔,再弯曲。采用三套单工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。采用复合模和单工序弯曲模生产。 方案三:冲孔—落料连续冲压,再弯曲。采用连续模和单工序弯曲模生产。 方案一模具结构简单,但需三道工序三副模具,生产效率较低。
…… …… 余下全文
篇七 :冲压模具厂实习总结成果
综合顶岗实习成果
走出学校的大门我来到峰采模具顶岗实习,在这里我学到了很多,也有了自己的一些感悟:
首先我们在学校的毕业设计实习是毕业设计的重要组成部分,通过实习使我们获得基本生产感性知识,理论联系实际,扩大知识面。毕业设计实习让我们能够收集跟模具设计相关的图纸资料,以及跟所设计相关产品的全过程,通过企业管理和技术方面的基本知识和方法,了解与本课题相关的国内外相关的最新动态,巩固深化和扩大大学所学习的知识。
在指导老师的带领下我们在鸿达模具有限公司进行了实习。收获丰富,对课题的设计有很大的帮助。
比如在学校所学习的模具设计基本上是上下模及模架的装配图,可是在生产中我们了解到,模具的设计完成后要进行加工,这是我们忽落的地方,公司一般要对零件进行工法图的设计,以及考虑到加工方法等等。。
我来公司工作一段时间以后我才知道我们顶岗实习不仅仅是为了锻炼我们自己而顶岗实习的基本目的,在于通过理论与实践的结合,学校与企业的沟通,进一步提高学生的思想觉悟,业务水平,尤其是观察、分析和解决问题的实际工作能力,以便把学生培养成为能够主动适应社会主义现代化需要,面向生产、建设、管理、服务第一线,实践能力强、具有良好职业道德的高素质、技能型专门人才。具体体现在三个方面:
…… …… 余下全文
篇八 :冲压模具设计
青岛港湾职业技术学院
冲压模具设计
设计题目:_内缘整修模 专 业:模具设计与制造 班 级: _12模具_________ 学生姓名: _孙鑫慧_ ________
学 号:_20123183126____________ 指导教师: _ ___赵剑波___________ 起止日期:?2014-6-2至2014-6-_13
此模具适用于塑性较好的材料的冲孔挤光,精整一次完成。
青岛港湾职业技术学院
1
青岛港湾职业技术学院
目 录
1 设计任务书 ................................................. 1
2 冲压件工艺性分析 ........................................... 3
3 冲压工艺方案的确定 ......................................... 4
4 主要设计计算 ............................................... 6
…… …… 余下全文