蚀刻膏工艺总结报告

蚀 刻 膏 工 艺 总 结 报 告
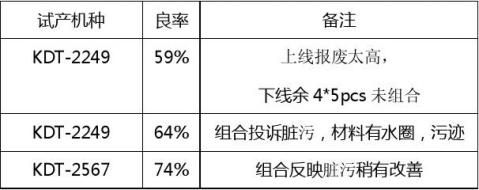
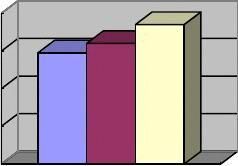
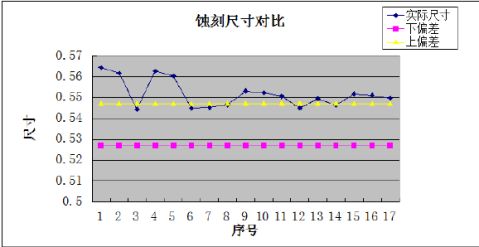
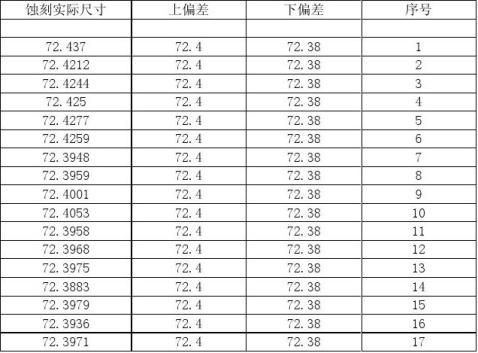
一、 试产总良率趋势图

广州市荔湾区东沙荷景路19号二楼
2nd Floor, #19 Hejing Road, Liwan District, Guangzhou, P. R. China
电话: (020)8149-1288 Tel: +86(20)8149-1288
传真: (020)8149-2798 Fax: +86(20)8149-2798
Http:
- 0 -

二、 功能良率趋势图

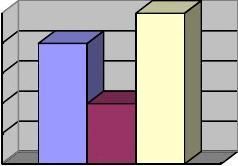

三、良率总结
从良率趋势图可以看到现在功能基本上趋向稳定,外观方面还有待提升,最主要体现在水洗后有水圈,有污迹。经过验证:
a.二楼机器本身就很脏,长期不使用里面有堆积的污垢。
b.二楼不是净化车间,材料上的静电就将尘吸附在材料上了。
c.运转过程,过完的材料从二楼拉到三楼,运转中材料都裸露在外边,静电就将尘吸附在材料上了。
广州市荔湾区东沙荷景路19号二楼
2nd Floor, #19 Hejing Road, Liwan District, Guangzhou, P. R. China
电话: (020)8149-1288 Tel: +86(20)8149-1288
传真: (020)8149-2798 Fax: +86(20)8149-2798
Http:
- 1 -

四、 制程必须需控制点及改善点
1、 印刷前检查网版是否有穿网。
2、 印刷投产前,请将辅助工具准备好,特别提醒的是烘箱,清洗线。
3、 印刷助手拿放材料时要注意不要碰到油墨。放置材料时,不要将两
张材料叠在一起。
4、 印刷好的玻璃插料架时注意要隔一个空位插置。
5、 印刷厚度控制在10-14U左右。
6、 烘烤参数:ITO Film:110C° 20min;ITO Glass:120C° 20min。
烘烤完毕后,不要马上拉出,ITO Film放置10 min;ITO Glass放置 20min。
7、 使用AA-6D蚀刻膏时,此油墨的水溶性很好,便于我们清洗去除,
同时也容易吸收空气中的水分,在制作过程中要合理安排生产次序和协调设备使用,避免烘烤后露天存放时间过长;在这几次做的过程中,三楼印刷车间环境的温湿度是受控的,存放时间4H内影响不大,材料放到二楼清洗线车间后,1H就出现了水珠并在边缘聚集,对产品有隐患。所以印刷到水洗整个流程下来的时间不要超过4H。
广州市荔湾区东沙荷景路19号二楼
2nd Floor, #19 Hejing Road, Liwan District, Guangzhou, P. R. China
电话: (020)8149-1288 Tel: +86(20)8149-1288
传真: (020)8149-2798 Fax: +86(20)8149-2798
Http:
- 2 -
8、 水洗:首件品管需检测外观和绝缘特性是否OK,中途加强巡检次数,
多抽测。
9、 KDT-2249第二次试产过程中,烘烤环节出现异常。判定1#、4#
烘箱温度不稳定,不均匀,造成有的烘烤彻底,有的未烘烤。后续蚀刻膏生产中勿用1#、4#烘箱烘烤。
10、 对于现阶段蚀刻膏烘烤后颜色的变化将不作为蚀刻干净与否做参
考依据。生产人员在蚀刻膏烘烤完毕后,通知清洗线人员清洗。清洗线在首件中判定是否蚀刻OK。
11、 网版的清洗与常规不同,需使用清水洗版(不能使用洗版剂),目
前三楼洗版房条件不合适,导入正常工艺后,建议蚀刻网版的清洗最好由二楼洗版房完成,那里有专门的水房和设备。
12、 为了更好的利用二楼清洗线和减轻三楼蚀刻线压力,在材料周转环
节上,我们需要对料架车改造,增加防尘罩(膜)减少污染。
广州市荔湾区东沙荷景路19号二楼
2nd Floor, #19 Hejing Road, Liwan District, Guangzhou, P. R. China
电话: (020)8149-1288 Tel: +86(20)8149-1288
传真: (020)8149-2798 Fax: +86(20)8149-2798
Http:
- 3 -
五、总结:
1、通过几批试产下来,印刷课有参与印刷蚀刻膏工艺的印刷机手、助手都已基本掌握了需控制点,后续量产还烦请带班向不懂此工艺的机手传达此工艺的原理与控制要点。
2、蚀刻膏对时间的控制严格,有时候印刷机种多的话,烘箱周转不过来。这对大批量生产会造成一定的难度。
3、蚀刻膏工艺从导入到目前将近三个月,试产中功能不稳定、绝缘不良、外观脏污等不良现象,都得到陆续的改善;目前功能基本趋向稳定,杜绝了绝缘不良现象。外观还待改善,还需从清洗线、环境入手。
4、通过测试、试产验证,蚀刻膏工艺可以作为我司新工艺,但是清洗设备、环境达不到洁净度要求。还需再改善后,试行几批看外观是否可以达到要求,方能导入正式生产。
报告人:
审核人:
报告日期:
广州市荔湾区东沙荷景路19号二楼
2nd Floor, #19 Hejing Road, Liwan District, Guangzhou, P. R. China
电话: (020)8149-1288 Tel: +86(20)8149-1288
传真: (020)8149-2798 Fax: +86(20)8149-2798
Http:
- 4 -
第二篇:蚀刻工艺验收报告
蚀刻工艺验收报告
a) 工艺流程;
对位菲林(要求摆放在恒温室)→陶瓷片→除油→ 水洗→干燥→丝网印刷1正极→烘干单面(温度设为80℃→冷却→丝网印刷2负面→烘干双面→ 冷却→曝光(正极朝上)→陶瓷片夹在菲林间→压平面玻璃→曝光→取出陶瓷片→显影→水洗→干燥→检查修板→蚀刻 (摇摆约8~16下左右看水温和观察成品来决定)→水洗→脱墨→水洗→干燥 →成品检测
b) 各溶液配方;
显影:温度要求为30℃?1℃ Na2CO3浓度1%~2% 水3000g配60g,使用时间约一个星期
脱墨:NAOH浓度5% 温度要求加热到50~100℃ 水3000g配150g,使用时间约一个星期
烘箱:第一面3.5分钟到4分钟,第二面4分钟到4.5分钟,如连续烘烤第二面可以用4分钟。
油墨要求:冬天加稀释剂10%~20%夏天无需加稀释剂
蚀刻:波美计45度正负1度 温度加热到50度 水3000g配2500g三氯化铁和配盐酸一小瓶盖约20毫克,使用时间约一个星期
曝光:真空度0.08Mpa 曝光时间配合调整看21级曝光能量测试卡(约7级左右)。真空时间调为20秒,上灯曝光时间110秒,下灯曝光时间130秒,平面玻璃檫洗干净
c) 各工序的操作方法和注意事项;
拿陶瓷片要轻拿轻放
丝网印刷要力道均匀,丝网处要清洗干净,清洗丝网用香蕉水两面同时檫洗直至干净
曝光机使用前要在玻璃面上酒精檫洗干净
曝光前后手不要有汗和水直接去接触菲林
显影用纱布轻轻檫洗,檫洗平方在手掌中浸泡在显影液中
蚀刻观察好坏程度对着强光看
菲林一定要在恒温中进行,不然会变形导致尺寸不对
有伞点有可能是曝光级别过高、显影不清晰、蚀刻 药水老化或浓度不到要求跟换药水还有可能是温度不到
显影药水,蚀刻药水,脱墨药水,在进行清水清洗中要分开,千万不能共用。
d) 实验数据;
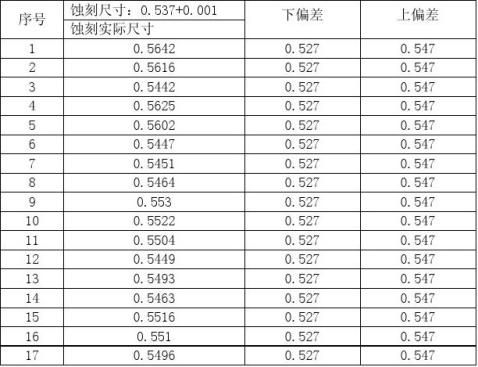

备注:第一片菲林正负极图案错误,测试时破损 第六片丝印时破损一小角
第十七片显影时破损一小块
e) 成品率分析;
前9片都在实验摸索找原因(愿因主要在于菲林和曝光机) 后8片尺寸都达标,人为原因破损一片
成品率为87%
注明:小间距尺寸全偏大可以改菲林解决
f) 验收结论;
合格
g) 问题分析及待解决问题列表;
尺寸偏大:菲林热胀冷缩原因,曝光机热度高需拍热气 尺寸间距偏大:蚀刻时间温度过高,间距菲林上缩小
-
电子工艺总结报告
电子工艺实习总结报告学号:________姓名:________班级:________电子工艺实习总结报告时间犹如箭矢,迅速离弦而…
-
工艺总结报告
磁保持继电器半自动线工艺总结(G6阶段)XXX中国振华集团群英无线电器材厂219项目组贵阳550018摘要:介绍了JMF-219C…
-
生产总结报告)
生产总结报告为了贯彻国家的节能政策,更好地实施《民用建筑节能管理规定》,适应建筑节能事业的发展奥文本,开发新的外墙外保温技术,我公…
-
产品工艺研发总结报告内容 要求
1.产品概述产品名称及结构,分子式中文通用名英文通用名中文化学名英文化学名结构式分子式分子量理化性质质量标准企业内控标准客户要求标…
-
工艺性试验段总结报告
CRTS型板式无碴轨道铺设工艺性试验段总结报告客运专线CRTS型板式无砟轨道施工是一项新技术新工艺为掌握CRTS型板式无砟轨道的施…
-
机械制造工艺实习报告
机械制造工艺学课程实习报告姓名代斌学号0704103615班级机076班单位包钢机总厂时间10621251前言机械设计制造及其自动…
-
工艺总结报告
磁保持继电器半自动线工艺总结(G6阶段)XXX中国振华集团群英无线电器材厂219项目组贵阳550018摘要:介绍了JMF-219C…
-
新产品及产品工艺改进可行性分析报告
矿顺德龙江国玮五金制品厂新产品及产品工艺改进可行性分析报告附1新产品及产品工艺改进测试检验报告2客户意见反馈表3设计开发计划书
-
化学工程与工艺专业见习报告
河南城建学院见习报告学校系专业班级姓名学号见习时间指导老师河南城建学院化学与化学工程系化学工程与工艺101211110121110…
-
电子工艺实习报告范文4篇
提升大学生职场竞争力的社交平台电子工艺实习报告范文篇1电子工艺实习报告范文一实习时刻20xx年7月5日至20xx年7月9日第十九周…
-
电子工艺总结报告
电子工艺实习总结报告学号:________姓名:________班级:________电子工艺实习总结报告时间犹如箭矢,迅速离弦而…