�ֽ�ӹ��������ܽᱨ��
XXX����
�ֽ�ӹ����������ܽᱨ��
����
��ˣ�
���ƣ�
XXX��Ŀ��
����##��ʮ����
Ŀ ¼
һ�����̸ſ�.......................................................................................................3
��������Ŀ�ġ����÷�Χ...................................................................................3
������������.......................................................................................................3
�ġ�ʩ����.......................................................................................................3
�塢�����������...............................................................................................4
�����������.......................................................................................................4
�ߡ��ֽ�绡��������...................................................................................6
�ˡ�ʩ��ע������...............................................................................................7
�ֽ�绡�����������ܽᱨ��
һ�����̸ſ�
��������Ŀ�ġ����÷�Χ
ͨ�����θֽ�ӹ��������飬ȷ���ֽ�绡���ĸ��������ȷ���ֽ����������������ȷ��������ʩ�����ռ����������ڱ���������л������ĸֽ������������װʩ����
������������
��1�����ֽ�Ӽ����չ�̡�JGJ 18-2003��
��2��������������ʩ���������չ淶��GB50204-2010��
�ġ�������
1������
��1���ֽ�
�ֽ������������HRB335��18����22���й������飬�����ϸ�֤������ⱨ����ȫ��
��2������
��������J422��������Ʒ�ϸ�֤��ȫ��
2���豸����
ɰ���и�����ֽ����������������纸���ȡ�
3����Ա�䱸
����1����������Ա2�����繤1�����ֽ2����
�塢�����������
1���������̣���������ѡ�Ӳ�����ʩ����������������
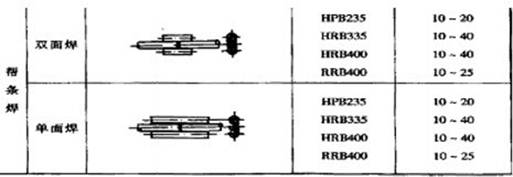
��Ӻ���ͷ��ʽ����ͼ����Ӻ�����

��1�� �ֽ��ӳ���Ӧ���ϼ��±���

��3�����ݡ��ֽ�Ӽ����չ�̡�JGJ18-2003���йع涨����Ӻ�ֻ�����ڢֽ�ĺ��ӣ�������Ҫ���ע��Ըֽ��Ӳ�λ��Ԥ��Ͱ�װ��Ӧȷ�����ֽ��������غϡ�
��4����Ӻ���ͷ�ĺ�����s��ӦС������ֱ����0.25����������� b ��ӦС������ֱ����0.7��������ͼ��

��a�� ˫�溸����b�����溸��b һ������ȣ�s һ�����ȣ�
d һ�ֽ�ֱ�l һ��ӳ��� d һ�ֽ�ֱ��
2����������
��1��������
����Դ���������Ժ��ֽ�������豸��������ȫ���߱�ʩ��������
��2��ѡ�Ӳ���
���ݸֽ��ֱ������ͷ��ʽ�ͺ���λ�ã�ѡ�����˵ĺ��������Ӳ��������ӵ�������֤����ֽ��ں����á��ֽ������������HRB335��18����22����������J422��������ͷ��ʽ���õ����Ӻ���
��3��ʩ������
����Ӧ�ڵ�塢�γɺ���IJ�λ����ֹ����������ӵ�����ֽ�Ӧ�Ӵ����ܡ�
�Ƚ���Ӹֽ���2�㶨λ���̶�����˲�Լ20mm��
ʩ��Ӧ�ڴ�Ӳ�λһ�ʼ���ջ�ʱ����Ӧ������������һ��������
����ʩˮƽ�������㺸ʱ����һ�㺸�ĵ��������Դ��������ڻ���ȣ�����һ��֮��Ӧ����������ɾ�������Ҫ����ʱ�����ӵ���Ӧ��ƽ������10%��15%��
��4����������
�ڽ�ͷ��ۼ��ϸ���ȡ�Լ��������飬�绡����ͷ��������Ӧ��������Ҫ��
3�������ֽ��ͷ�Լ��Ŀ���ǿ�Ⱦ�����С�ڸ��ƺŸֽ�涨�Ŀ���ǿ�ȡ�
����Ӧ��2���Լ����ں���֮�⣬��Ӧ�����Զ��ѣ����ﵽ��������Ҫ��Ӧ����������ͷΪ����ǿ�Ⱥϸ�
����������2���Լ�����ǿ��С�ڸֽ�涨�Ŀ���ǿ�ȣ���3���Լ����ں������Ӱ�����������Զ���ʱ����һ���ж�������ͷΪ���ϸ�Ʒ��
����������1���Լ�����ǿ��С�ڹ涨ֵ����2���Լ����ں������Ӱ�����������Զ��ѣ��俹��ǿ�Ⱦ�С�ڸֽ�涨����ǿ�ȵ�1.10��ʱ��Ӧ���и��졣
����ʱ��Ӧ����ȡ6����������������������1���Լ��Ŀ���ǿ��С�ڹ涨ֵ����3���Լ����ں������Ӱ�����������Զ��ѣ��俹��ǿ�Ⱦ�С�ڸֽ�涨����ǿ�ȵ�1.10��ʱ��Ӧ�ж�������ͷΪ���ϸ�Ʒ��
3���ֽ�绡����������
��1������ǰ�������Ⱥ˶Ըֽ�IJ��ʡ���������ͷ��ϸֽ�̵����ʩ���淶���в��ʼ���Ʒ�ϸ�֤����������ܼ��飬���ڽ��ڸֲ������ӻ�ѧ���ܼ춨������ϸ����ʹ�á�
��2�������������Ӧ�ȼ�����֤�������ϸڲ�����
��3���ں���ǰӦԤ������ͬ�IJ��ϡ������������������������������Լ��������������ڸ����ֽ�Ŀ���ǿ��ʱ����������ʽʩ������ʱ�ɲ��ٴӳ�Ʒ����ȡ�Լ���
��4�� 1���������Ӧƽ���������а��ݻ�����
2�� ���ӽ�ͷ���������ۿɼ������ƣ�
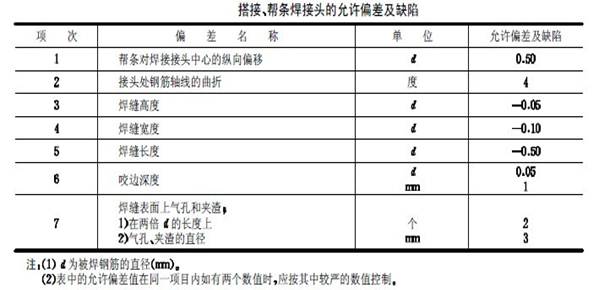
3�� ҧ����ȡ����ס�������ȱ������ֵ����ͷ�ߴ������ƫ�Ӧ���ϱ����Ĺ涨��
���� �ֽ�绡����ͷ�ߴ�ƫ�ȱ������ֵ
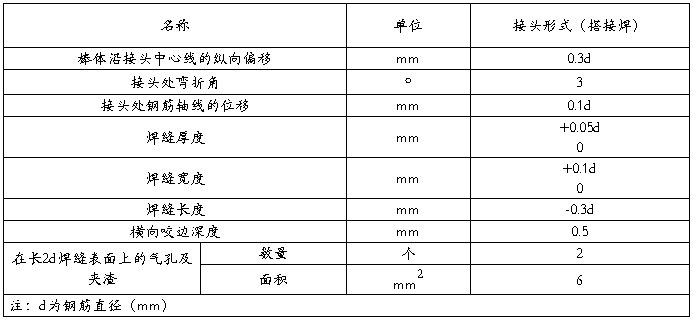
����������
�Լ���������ʵ������ϸ�
�ߡ�ȷ����ʩ�����������
�������飬�ֽ�ӽ�ͷ��ʽΪ�������Ӻ�������J422�������ӵĸֽ����ʩ���淶�����Ҫ��
�ˡ�ע������
1���ֽ��ʩ��֮ǰ��Ӧ����ֽ�ֽ���缫�Ӵ��������ϵ���ߡ����ۡ�����ȣ��ֽ�˲��������ۡ�Ť��ʱ��Ӧ���Խ�ֱ���г���
2���绡��Ӻ�ʱ����һ�㺸��Ӧ���м�������������ʩ�����Ժ�������ʩ��������¶ȿ�����150��350��֮�䡣���ʩ��ʱ���ɲ��ûػ�ʩ����
3������ʱ������Ӧ�ڵ�塢����γɺ���IJ�λ���У���������������ӵ�����ֽ�Ӧ�Ӵ�����
4�� ���ӹ�����Ӧ��ʱ�������������Ӧ�⻬�� �������Ӧƽ�����ɣ�����Ӧ������
5������ʱ����Ӻ��γɺ������������ڶ�ͷ�ջ�ǰӦ�������ӣ� ��Ӧʹ�������붨λ�����ʼ�˺��ն��ۺϡ�
1��������ͷ��ο����ֽ�Ӽ����չ�̡���JGJ18-2012�������ֽ��е���Ӽ�����̣�JGJ107-2010�����ơ�ÿ�����Ҫ�С�
2����������ͷί����������ע���������飬
��ͷ������鱨��
�ڶ�ƪ���ֽ�ӹ������鷽��
�ֽ�绡���������鱨��
һ������
��������Ŀ�ء����÷�Χ
ͨ�����θֽ�ӹ��������飬ȷ���ֽ�绡���ĸ��������ȷ���ֽ����������������ȷ��������ʩ�����ռ����������ڱ���������л������ĸֽ������������װʩ����
������������
��1�����ֽ�Ӽ����չ�̡�JGJ 18-2003��
��2����ˮ��������ʩ���淶��SDJ207-82��
�ġ�������
1������
��1���ֽ�
�ֽ������������HRB335��28���й������飬�����ϸ�֤������ⱨ����ȫ��
��2������
��������E502��������Ʒ�ϸ�֤��ȫ��
2���豸����
ɰ���и�����ֽ����������������纸���ȡ�
3����Ա�䱸
����1����������Ա2�����繤1�����ֽ2����
�塢�����������
1���������̣���������ѡ�Ӳ�����ʩ����������������
��������ͷ��ʽ����ͼ��
2����������
��1��������
����Դ���������Ժ��ֽ�������豸��������ȫ���߱�ʩ��������
��2��ѡ�Ӳ���
���ݸֽ��ֱ������ͷ��ʽ�ͺ���λ�ã�ѡ�����˵ĺ��������Ӳ��������ӵ�������֤����ֽ��ں����á��ֽ������������HRB335��28����������E502��������ͷ��ʽ����˫�������溸��
��3��ʩ������
����Ӧ�ڵ�塢�������γɺ���IJ�λ����ֹ����������ӵ�����ֽ�Ӧ�Ӵ����ܡ�
�Ƚ�����Ͱ��������ĵ㶨λ���̶�����˲�Լ20mm�������ͷ��϶��2��5mm��
ʩ��Ӧ�ڰ����ڲʼ���ջ�ʱ����Ӧ�������������һ��������
����ʩˮƽ�������㺸ʱ����һ�㺸�ĵ��������Դ��������ڻ���ȣ�����һ��֮��Ӧ����������ɾ�������Ҫ����ʱ�����ӵ���Ӧ��ƽ������10%��15%��
��4����������
�ڽ�ͷ��ۼ��ϸ���ȡ�Լ��������飬�绡����ͷ��������Ӧ��������Ҫ��
3�������ֽ��ͷ�Լ��Ŀ���ǿ�Ⱦ�����С�ڸ��ƺŸֽ�涨�Ŀ���ǿ�ȡ�
����Ӧ��2���Լ����ں���֮�⣬��Ӧ�����Զ��ѣ����ﵽ��������Ҫ��Ӧ����������ͷΪ����ǿ�Ⱥϸ�
����������2���Լ�����ǿ��С�ڸֽ�涨�Ŀ���ǿ�ȣ���3���Լ����ں������Ӱ�����������Զ���ʱ����һ���ж�������ͷΪ���ϸ�Ʒ��
����������1���Լ�����ǿ��С�ڹ涨ֵ����2���Լ����ں������Ӱ�����������Զ��ѣ��俹��ǿ�Ⱦ�С�ڸֽ�涨����ǿ�ȵ�1.10��ʱ��Ӧ���и��졣
����ʱ��Ӧ����ȡ6����������������������1���Լ��Ŀ���ǿ��С�ڹ涨ֵ����3���Լ����ں������Ӱ�����������Զ��ѣ��俹��ǿ�Ⱦ�С�ڸֽ�涨����ǿ�ȵ�1.10��ʱ��Ӧ�ж�������ͷΪ���ϸ�Ʒ��
����������
�Լ���������ʵ������ϸ�
�ߡ�ȷ����ʩ�����������
�������飬�ֽ�ӽ�ͷ��ʽΪ˫�������溸������E502�������ӵĸֽ����ʩ���淶�����Ҫ��
�ˡ�ע������
1���ֽ��ʩ��֮ǰ��Ӧ����ֽ�ֽ���缫�Ӵ��������ϵ���ߡ����ۡ�����ȣ��ֽ�˲��������ۡ�Ť��ʱ��Ӧ���Խ�ֱ���г���
2�������˲����뱻���ֽ�ͬ���֡�ֱ���ĸֽ��ʹ�������������뱻���ֽ�����Ĵ���ͬһƽ���ڡ�
3���绡���������Ӻ�ʱ����һ�㺸��Ӧ���м�������������ʩ�����Ժ�������ʩ��������¶ȿ�����150��350��֮�䡣���ʩ��ʱ���ɲ��ûػ�ʩ����
4������ʱ������Ӧ�ڵ�塢�������γɺ���IJ�λ���У���������������ӵ�����ֽ�Ӧ�Ӵ�����
5 ���ӹ�����Ӧ��ʱ�������������Ӧ�⻬�� �������Ӧƽ�����ɣ�����Ӧ������
6 ������ʱ������������֮��Ӧ���ĵ㶨λ���̶��� ��λ����������˲����Ӷ˲��ľ����˴��ڻ����20mm��
7����ʱ��Ӧ�ڰ��������Ӻ��γɺ������������ڶ�ͷ�ջ�ǰӦ�������ӣ� ��Ӧʹ�������붨λ�����ʼ�˺��ն��ۺϡ�
�š�����
1���ֲĺ��������������鱨��
2���ֽ����ӽ�ͷ��ⱨ��
-
���ӹ����ܽᱨ��
���ӹ���ʵϰ�ܽᱨ��ѧ�ţ�________������________�༶��________���ӹ���ʵϰ�ܽᱨ��ʱ�������ʸ��Ѹ�����Ҷ���
-
�����ܽᱨ��
�ű��̵ּ������Զ��߹����ܽᣨG6�Σ�XXX�й�����ȺӢ���ߵ����ij�219��Ŀ�����550018ժҪ��������JMF-219C��
- �����ܽᱨ��)
- ��Ʒ�����з��ܽᱨ������ Ҫ��
-
������������ܽᱨ��
CRTS�Ͱ�ʽ�������蹤����������ܽᱨ�����ר��CRTS�Ͱ�ʽ���Ĺ��ʩ����һ���¼����¹���Ϊ����CRTS�Ͱ�ʽ���Ĺ����ʩ��
-
���Ӳ���ʵѵ����1
����ʵ��ʵѵ����ѧԺϵ�𣺻��繤��ѧԺרҵ�༶ѧ��ѧ�ţ�ָ����ʦ��?���ʱ�䣺����ʵ��ʵѵ����һ��ʵѵĿ����Ҫ��1�����պ��ӵġ�
- ���Ӽ���ʵѵ����
-
���ӹ���ʵѵ����
���ӹ���ʵѵ���뾭����һ����Ե�·��ĺ����Ҿ����Լ�ѧ���˺ܶණ������Ȼ��һ��ʱ���Լ�Ҳ�ڽ�ʵϰ��ʱ��ѧ���纸��������ʱ�ĵ�·�塭
- �ֽ�ӹ��������ܽᱨ��
-
�ֽ�ӹ��������ܽᱨ��
ë�������B�ؿ������34�����̸ֽ�ӹ����������ܽᱨ������˱�����Ͻ��輯��ë�����Ŀ������һ��������1Ŀ¼һ���̸ſ�3��
-
�ֽ�ӹ��������ܽᱨ��
XXX���̸ֽ�ӹ����������ܽᱨ������˱���XXX��Ŀ������һ����ʮ����1Ŀ¼һ���̸ſ�3������Ŀ�����÷�Χ3����������3��ʩ��