钢筋焊接工艺试验总结报告
XXX工程
钢筋焊接工艺性试验总结报告
批准:
审核:
编制:
XXX项目部
二零##年十二月
目 录
一、工程概况.......................................................................................................3
二、试验目的、适用范围...................................................................................3
三、试验依据.......................................................................................................3
四、施工准备.......................................................................................................3
五、试验操作工艺...............................................................................................4
六、抽样检查.......................................................................................................4
七、钢筋电弧焊质量标准...................................................................................6
八、施工注意事项...............................................................................................7
钢筋电弧焊工艺试验总结报告
一、工程概况
二、试验目的、适用范围
通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据
(1)《钢筋焊接及验收规程》JGJ 18-2012;
(2)《混凝土工程施工质量验收规范》GB50204-2010。
四、试验准备
1、材料
(1)钢筋
钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条
焊条采用J422焊条,产品合格证齐全。
2、设备机具
砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备
焊工1名、试验人员2名、电工1名、钢筋工2名。
五、试验操作工艺
1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验
搭接焊接头形式见下图:搭接焊工艺
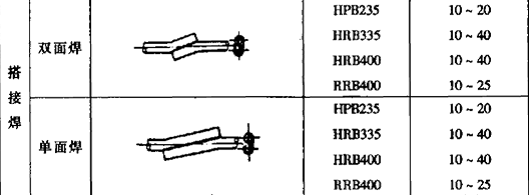
(1) 钢筋搭接长度应符合见下表:

(3)根据《钢筋焊接及验收规程》JGJ18-2012的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图:

(a) 双面焊;(b)单面焊:b 一焊缝宽度;s 一焊缝厚度;
d 一钢筋直筋;l 一搭接长度 d 一钢筋直径
2、操作方法
(1)准备工作
检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。
(2)选择焊接参数
根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电流,保证焊缝和钢筋融合良好。钢筋采用热轧带肋HRB335Φ18、Φ22,焊条采用J422焊条,接头形式采用单面搭接焊。
(3)施焊操作
引弧应在垫板、形成焊缝的部位,防止烧伤主筋。焊接地线与钢筋应接触紧密。
先将搭接钢筋用2点定位焊固定,离端部约20mm。
施焊应在搭接部位一侧开始打弧,收弧时弧坑应填满,并向另一侧拉出灭弧。
尽量施水平焊,需多层焊时,第一层焊的电流可以稍大,以增加融化深度,焊完一层之后,应将焊渣清除干净,当需要立焊时,焊接电流应比平焊减少10%~15%。
(4)质量检验
在接头外观检查合格后抽取试件进行试验,电弧焊接头拉伸试验应符合下列要求:
3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度。
至少应有2个试件断于焊缝之外,并应呈延性断裂,当达到上述两项要求,应评定该批接头为抗拉强度合格。
当试验结果有2个试件抗拉强度小于钢筋规定的抗拉强度,或3个试件均在焊缝或热影响区发生脆性断裂时,则一次判定该批接头为不合格品。
当试验结果有1个试件抗拉强度小于规定值,或2个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应进行复检。
复检时,应再切取6个试做。复检结果,当仍有1个试件的抗拉强度小于规定值,或3个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应判定该批接头为不合格品。
3、钢筋电弧焊质量标准:
(1)焊接前必须首先核对钢筋的材质、规格及焊条类型符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验,对于进口钢材需增加化学性能检定,检验合格后方能使用。
(2)焊工必须持相应等级焊工证才允许上岗操作。
(3)在焊接前应预先用相同的材料、焊接条件及参数,制作二个抗拉试件,其试验结果大于该类别钢筋的抗拉强度时,才允许正式施焊,此时可不再从成品抽样取试件。
(4) 1、焊缝表面应平整,不得有凹陷或焊瘤;
2、 焊接接头区域不得有肉眼可见的裂纹;
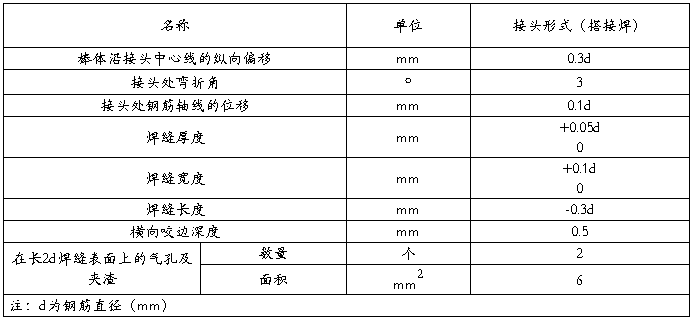
3、 咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表三的规定;
表三 钢筋电弧焊接头尺寸偏差及缺陷允许值
六、试验结果
试件经做抗拉实验检测均合格。
七、确定的施工工艺与参数
经过试验,钢筋焊接接头形式为条单面搭接焊,采用J422焊条焊接的钢筋符合施工规范及设计要求。
八、注意事项
1、钢筋焊接施工之前,应清除钢筋。钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
2、电弧搭接焊时,第一层焊缝应从中间引弧,向两端施焊;以后各层控温施焊,层间温度控制在150~350℃之间。多层施焊时,可采用回火焊道施焊。
3、焊接时,引弧应在垫板、搭接形成焊缝的部位进行,不得烧伤主筋;焊接地线与钢筋应接触紧。
4、 焊接过程中应及时清渣,焊缝表面应光滑, 焊缝余高应平缓过渡,弧坑应填满。
5、焊接时,搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑, 并应使主焊缝与定位焊缝的始端和终端熔合。
1、其他接头请参考《钢筋焊接及验收规程》(JGJ18-2012),《钢筋机械连接技术规程(JGJ107-2010)编制。每个规格都要有。
2、附件:接头委托送样单中注明工艺试验,
接头检测试验报告
第二篇:比对试验报告(钢筋)
比对试验报告
工程项目:珠海市金港路工程、西部沿海高速珠海支线延长线工程 编号:ZHJG-JBD-

计 算: 审 核:
-
钢筋焊接工艺性试验报告1
昆明绕城高速公路东南段C标钢筋焊接工艺试验报告承包人云南建工集团有限公司监理人湖南和天工程项目管理有限公司20xx年11月20日目…
-
钢筋焊接试验报告
山西三江工程检测有限公司检验报告报告编号常20xx023GJH00001产品名称热轧带肋钢筋委托单位铁道部工程质量安全监督总站太原…
-
钢筋焊接工艺试验总结报告
河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准审核编制中国水利水电第八工程局有限…
- 3.钢筋焊接试验报告
-
钢筋焊接试验报告汇总表
钢筋焊接试验报告汇总表工程名称东莞市凤岗油甘埔派出所宿舍楼工程GD230104单位东莞市凤岗建筑工程公司制表钢筋焊接试验报告汇总表…
-
钢筋焊接工艺试验总结报告
河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准审核编制中国水利水电第八工程局有限…
-
钢筋焊接工艺试验总结报告
XXX工程钢筋焊接工艺性试验总结报告批准审核编制XXX项目部二零一三年十二月1目录一工程概况3二试验目的适用范围3三试验依据3四施…
-
钢筋焊接工艺试验总结报告
毛湾家园二期B地块三标段34房工程钢筋焊接工艺性试验总结报告批准审核编制天诚建设集团毛湾家园项目部二零一三年三月1目录一工程概况3…
- 钢筋及焊接接头拉力试验报告
- 钢筋焊接检测报告
-
钢筋拉伸试验指导书
一钢筋拉伸试验执行标准GB22820xx试验室温度1035一目的和适用范围本试验方法适用于热轧直条光圆和带肋钢筋的级别代号尺寸外形…