钢筋焊接工艺性试验报告1
昆明绕城高速公路东南段C标
钢筋焊接工艺试验报告
承包人:云南建工集团有限公司
监理人:湖南和天工程项目管理有限公司
20##年11月20日
目 录
1、钢筋电弧焊工艺性试验报告
2、金属拉伸、冷弯试验报告
3、产品质量证明书
4、金属(焊接)拉伸试验报告
5、电焊工操作证书
6、钢筋电弧焊接作业指导书
钢筋电弧焊工艺性试验报告
电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属, 凝固后形成焊接接头。本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:
1、公路桥涵施工技术规范 JTG T F50-2011
2、钢筋焊接及验收规程 JGJ 18-2012
3、钢筋混凝土用钢 第2部分 热轧带肋钢筋 GB1499.2-2007
4、钢筋焊接接头试验方法标准 JGJ/T 27-2001
5、金属材料 拉伸试验第1部分:室温试验方法 GB/T 228.1-2010
6、金属材料弯曲试验方法 GB/T 232-2010
二、试验目的:
(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
三、施工准备:
1、机械设备
电弧焊的主要设备是ZX6-500直流弧焊机。其各种参数见下表:

2、人员配置:
电弧焊主要人员:焊工1名、试验人员1名、安全员1名、电工1名、钢筋加工2名。
3、材料
(1)钢筋:采用武钢集团昆明钢铁股份有限公司生产的热轧带肋HRB400EΦ25、HRB400EΦ32,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250~300℃烘箱内烘干) ,如设计无规定时,可按下表选用。
钢筋电弧焊焊条型号

四、操作工艺:
工艺流程:检查机械设备 → 选择焊接参数 → 试焊作模拟试件 → 送试 → 确定焊接参数 →施焊 → 质量检验
钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式,本工艺性试验采用HRB400EΦ16搭接焊。
搭接焊工艺
(1)钢筋搭接焊接头形式见下图:

钢筋搭接长度应符合下表:

(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合之外,其余则与帮条焊工艺基本相同。
(4)搭接焊接头的焊缝厚度s不应小于主筋直径的0.3倍;焊缝宽度 b 不应小于主筋直径的0.8倍,见下图:

(a) 双面焊;(b)单面焊:b 一焊缝宽度;s 一焊缝厚度;
d 一钢筋直筋;l 一搭接长度 d 一钢筋直径
五、作业条件:
(1)焊工持证上岗;
(2)钢筋施焊前应清除表面上的锈斑、油污、杂物等;端部有弯折、扭曲时,应予以矫直或切除。
(3)电弧焊机等机具设备完好,焊机按规定操作接通电源, 电源符合施焊要求;
(4)作业场地要有安全防护设施、防火措施和必要的通风措施,防止发生烧 伤触电、中毒及火灾等事故.
(5)帮条尺寸、坡口角度、钢筋端头间隙、接头位置以及钢筋轴线应符合规定。
六、抽样检查:
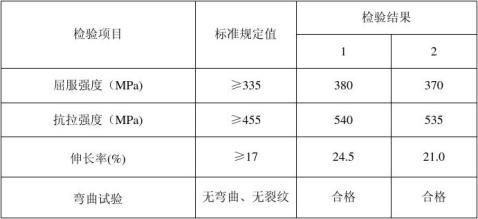
在接头外观检查合格后抽取试件进行试验,电弧焊接头拉伸试验结果应符合下列要求:
1、3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度;
2、至少应有2个试件断于焊缝之外,并应呈延性断裂。当达到上述2顶要求时,应评定该批接头为抗拉强度合格。
当试验结果有2个试件抗拉强度小于钢筋规定的抗拉强度;或3个试件均在焊缝或热影响区发生脆性断裂时,则一次判定该批接头为不合格品。
当试验结果有1个试件的抗拉强度小于规定值,或2个试件在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应进行复验。
复验时,应再切取6个试作。复验结果,当仍有1个试件的抗拉强度小于规定值,或有3个试件断于焊缝或热影响区呈脆性断裂,其抗拉强度小于钢筋规定抗拉强度的1.10倍时,应判定该批接头为不合格品。
注:当接头试件虽断于焊缝或热影响区,呈脆性断裂,但其抗拉强度大于或等于钢筋规定抗拉强度的1.10倍时,可按断于焊缝或热影响区之外,称延性断裂同等对待。
钢筋焊接接头热影响区宽度主要决定于焊接方法:其次,为热输入。当采用较大热输入时,对不同焊接接头进行测定,其热影响区宽度可参考下表:

七、钢筋电弧焊质量标准:
(1)焊接前必须首先核对钢筋的材质、规格及焊条类型符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验,对于进口钢材需增加化学性能检定,检验合格后方能使用。
(2)焊工必须持相应等级焊工证才允许上岗操作。
(3)在焊接前应预先用相同的材料、焊接条件及参数,制作二个抗拉试件,其试验结果大于该类别钢筋的抗拉强度时,才允许正式施焊,此时可不再从成品抽样取试件。
(4)1、焊缝表面应平整,不得有凹陷或焊瘤;
2、 焊接接头区域不得有肉眼可见的裂纹;
3、 咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合下表规定;
钢筋电弧焊接头尺寸偏差及缺陷允许值

八、施工注意事项:
1、避免工程质量通病:
(1)焊接过程中要及时清渣,焊缝表面光滑平整,加强焊缝平缓过渡,弧坑应填满。
(2)根据钢筋级别、直径、接头形式和焊接位置,选择适宜焊条直径和焊接电流,保证焊缝与钢筋熔合良好。
(3)帮条尺寸、坡口角度、钢筋端头间隙以及钢筋轴线等应符合有关规定,保证焊缝尺寸符合要求。
(4)焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
(5)钢筋电弧焊时不能忽视因焊接而引起的结构变形,应采取下列措施:a、对称施焊,b、分层轮流施焊,c,选择合理的焊接顺序。
2、主要安全技术措施:
(1)焊机必须接地良好,不准在露天雨水的环境下工作。
(2)焊接施工场所不能使用易燃材料搭设,现场高空作业必须带安全带,焊工操作要配戴防护用品。
3、产品保护
(1)对已绑扎好的钢筋骨架加以保护,不乱踩乱拆,不粘油污。
(2)注意在施工中拆乱的骨架要认真修复,保证钢筋骨架中各种钢筋位置正确。
(3) 焊接后不得往焊完的接头浇水冷却,不得敲钢筋接头。
(4) 现场的成品半成品废品应按要求分别堆放到指定地点不得随意乱放。
九、焊接工艺性试验结论:
经检验,该焊接工艺采用上述工艺,试验满足规范要求,可满足本工程需要。
钢筋电弧焊作业指导
一、编制目的:
为提高工效、加快施工进度,确保焊头质量,以节省钢筋、降低生产成本,减轻劳动强度为目的,对电焊工的焊接进行指导和监督,保证安全优质生产。
二、适用范围:
适用于云南建工集团有限公司昆明绕城高速公路东南段C标施工中的钢筋焊接施工。
三、人员职责:
电焊工:安全使用电焊机进行焊接操作
质检员:检查焊接质量
试验员:检验焊接强度,进行试验工作
四、作业要求及程序
1、电焊工必须经过培训,考试合格并持有上岗证方可进行操作。
2、在工程开工或每批钢筋正式焊接前,必须进行现场条件下钢筋焊接性能试验,合格后方可正式生产。
3、焊前注意事项:
3.1工作前检查施焊现场10m内不得有易爆、易燃物,电焊机放置场所是否清洁、干燥、通风;
3.2皮线绝缘性能是否良好,焊机与焊钳导线长度是否小于30m;
3. 3钢筋焊接部位是否已清除铁锈、溶碴、油污等,端部扭曲、弯折是否矫正或切除;
3.4试焊两个接头,经外观检查合格后方可选定焊接参数进行生产;
3.5检查钢筋及焊条是否符合要求。
4、焊接
4.1焊接前检查焊机是否正常,不正常时应停机检查并维修;
4.2焊接时必须用手柄,焊机移动不得拖拉皮线;
4.3焊接时根据焊前选定参数进行焊接操作;
5、检验:
试验员对焊接强度进行抽样试验。
质检员对焊接外观及标准尺寸进行检查。
6、工作后必须检查、清扫设备,做好日常保养工作,切开电源开关,并将地线手把线分开盘好,达到整齐清洁、安全。
五、质量要求及检验方法

六.环境控制措施
1 工程施工前对环境因素进行识别和评价,按国家、地方政府法律法规进行严格控制,施工中重点做好以下环境因素的控制。
2 下班后配电箱应落闸上锁清扫现场工作面做到工完料净场地清。
3 严禁在易燃易爆或液体扩散区域内进行焊接作业。
4 设备机具定期维修、保养、加大检查力度,违反规定的对责任人进行经济处罚。
七、职业健康安全控制措施
1 对从事钢筋焊接施工的班组及有关人员应经常进行安全生产教育,执行现行国家标准《焊接与切割安全》GB9448中有关规定,对氧、乙炔等易燃。易爆材料,应妥善管理,注意周边环境,制定和实施各项安全技术措施,加强焊工的劳动保护,防止发生烧伤。触电、火灾、爆炸以及烧坏焊接设备等事故
2、电焊工作业时要戴绝缘手套,穿绝缘套鞋、工作服,站在绝缘板上,在有水环境中作业时,应穿半高筒防水绝缘鞋,防止触电伤害。
3、 施工现场临时用电坚持“三相五线制”和“一机一闸一保护”
4、焊接工作前,应先检查焊机设备和工具是否安全,如:焊机外壳接地情况、焊机各接线点接触是否良好、焊接导线的绝缘有无损坏等。雨季、潮湿季节要定期检测其绝缘电阻是否符合安全要求。
5、高空焊接作业时必须搭好脚手架和跳板,系好安全带,把软导线固定好。
6、人工弯制钢筋时,要先检查板子卡口是否方正,卡是否牢固,操作时板子要放平,用力不要过猛,多人配合时要用力均匀。
7、 在潮湿地方施焊时,焊工应站在绝缘胶板或木板上作业。
第二篇:钢筋原材试验报告1
山西三江工程检测有限公司
检 验 报 告
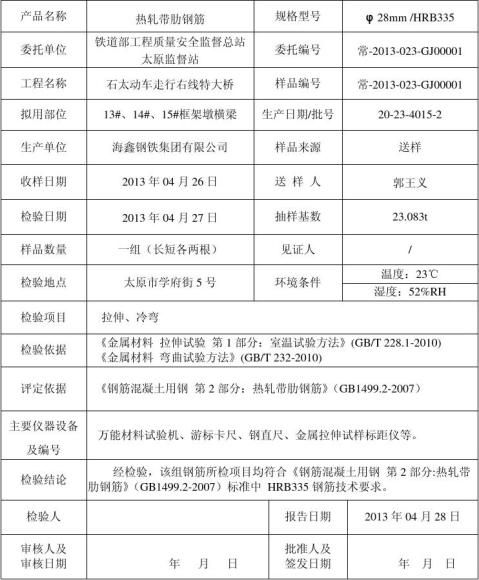
报告编号:常-2013-023-GJ00001
产品名称:热轧带肋钢筋 委托单位:铁道部工程质量安全监督总站太原监督站 检验类别:委托检验 检验单位:山西三江工程检测有限公司 报告日期:20xx年04月28日
共3页 第1页
山西三江工程检测有限公司
检 验 报 告 首 页
共3页 第2页
山西三江工程检测有限公司
检 验 报 告
以下空白
共3页 第3页
说 明
1、检验报告未加盖“试验检验专用章”和计量认证“CMA”标识章无效。
2、检验报告无检验人、审核人、批准人签字无效。
3、检验报告涂改无效。
4、部分或完整复印的报告无效。
5、对于委托送样检验,样品代表性和真实性由委托单位负责。
6、检验报告须加盖骑缝章。
7、委托单位如对检测结果有疑义,应在接到报告10天内,向检测机构反馈,超过10天(不含10天),样品按照弃样处理。
检验单位:山西三江工程检测有限公司
单位地址:山西省太原市学府街5号
邮政编码:030006
电 话:0351-8952043
-
钢筋焊接工艺性试验报告1
昆明绕城高速公路东南段C标钢筋焊接工艺试验报告承包人云南建工集团有限公司监理人湖南和天工程项目管理有限公司20xx年11月20日目…
-
钢筋焊接试验报告
山西三江工程检测有限公司检验报告报告编号常20xx023GJH00001产品名称热轧带肋钢筋委托单位铁道部工程质量安全监督总站太原…
-
钢筋焊接工艺试验总结报告
河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准审核编制中国水利水电第八工程局有限…
- 3.钢筋焊接试验报告
-
钢筋焊接试验报告汇总表
钢筋焊接试验报告汇总表工程名称东莞市凤岗油甘埔派出所宿舍楼工程GD230104单位东莞市凤岗建筑工程公司制表钢筋焊接试验报告汇总表…
-
钢筋焊接工艺试验总结报告
河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准审核编制中国水利水电第八工程局有限…
-
钢筋焊接工艺试验总结报告
XXX工程钢筋焊接工艺性试验总结报告批准审核编制XXX项目部二零一三年十二月1目录一工程概况3二试验目的适用范围3三试验依据3四施…
-
钢筋焊接工艺试验总结报告
毛湾家园二期B地块三标段34房工程钢筋焊接工艺性试验总结报告批准审核编制天诚建设集团毛湾家园项目部二零一三年三月1目录一工程概况3…
-
钢筋焊接工艺试验总结报告
XXX工程钢筋焊接工艺性试验总结报告批准审核编制XXX项目部二零一三年十二月1目录一工程概况3二试验目的适用范围3三试验依据3四施…
- 钢筋及焊接接头拉力试验报告
-
钢筋电弧焊工艺性试验总结报告
钢筋电弧焊工艺性能试验总结报告一工程概况选13标主要说明几座桥几道通道钢筋多少t二试验依据1公路桥涵施工技术规范JTJ04120x…