工业控制网络课程期末总结
摘 要
现场总线技术是当今自动控制领域发展的热点之一,它以优越的性能在工业控制领域得到了越来越广泛的应用。它的出现标志着自动控制领域进入了一个全新的时代,必将引领该领域的重大变革,因此,对现场总线技术的研究是具有十分重要的意义。
本文首先介绍了现场总线技术的发展历程,分析了现场总线技术的特点,表明其应用在工业控制领域的巨大优势。然后针对国际市场上应用最为广泛的几个技术标准:PROFIBUS总线、CAN总线、工业以太网和基金会总线技术标准作重点介绍,分析了其诞生背景、特点以及应用领域。本文最后总结了现场总线技术标准目前的存在的主要问题,通过对不同标准的阐述,分析展望了现场总线技术的未来发展方向。
关键字:现场总线技术;PROFIBUS总线;CAN总线;基金会总线;工业以太网
1.引言
随着微处理器的发展和广泛应用,产生了以IC代替常规电子线路,以微处理器为核心,实施信息采集、显示、处理、传输及优化控制等功能的智能设备。一些具有专家辅助推断分析与决策能力的数字式智能化仪表产品,其本身具备了诸如自动量程转换、自动调零、自校正、自诊断等功能,还能提供故障诊断、历史信息报告、状态报告、趋势图等功能。通信技术的发展,促使传送数字化信息的网络技术开始得到广泛应用。与此同时,基于质量分析的维护管理、与安全相关系统的测试记录、环境监视需求的增加,都要求仪表能在当地处理信息,并在必要时允许被管理和访问,这些也使现场仪表与上级控制系统的通信量大增。另外,从实际应用的角度出发,控制界也不断在控制精度、可操作性、可维护性、可移植性等方面提出新需求。现场总线技术在这样的综合背景下应运而生。
1.1 现场总线技术的概念
现场总线技术是20世纪80年代发展形成的,起源于欧洲,随后发展至北美乃至全球,它是广泛用于过程自动化、制造自动化、楼与自动化、家庭自动化等领域的现场设备互相连接的通信网络。现场总线技术是当前国际上自动化技术的一个热点,现场总线的出现给自动化领域带来了又一次革命,其深度与广度将超过历史上的任何一次。现场总线及智能化现场仪表的控制系统——现场总线控制系统FCS(Fieldbus Control System)将取代传统的分布式控制系统DCS(Distributed Control System) 。
按照国际电工委员会IEC(International Electrotechnical Commission)的定义,是指一种应用在制造或过程区域的现场装置之间、以及现场装置与控制室内的自动控制装置之间的数字式、串行和多点通信的数据总线。
1.2 现场总线技术的发展历程
现场总线起源于欧洲,随后发展至北美。早在1984年国际电工委员会IEC(International Electrotechnical Commission)就开始着手制订国际性的智能化现场设备和控制室自动化设备之间的通讯标准,并命名为Fieldbus,即现场总线。但由于国际上几个跨国大公司为了他们的利益,阻碍和干扰了制订统一的现场总线国际标准,经过了近20年环绕着国际标准的现场总线大战以妥协而告终。
1985年国际电工技术委员会(IEC)制订现场总线标准,实际是后来德国的PROFIBUS与法国的FIP在技术上的争端而未达成协议。与此同时,美国仪表协会(ISA)下属的标准与实施工作组的ISA/SP50开始制订现场总线标准。但都没有达成一致统一的结果。无法达成统一的协议,基于经济利益的原因,各国各大公司纷纷开发自已的产品占领市场,各种现场总线标准相继产生。
1986年,德国推出Profibus过程现场总线标准。1990年,美国Echelon公司推出LonWorks现场总线产品。1992年,Siemens、Rosemount、ABB、Foxboro、Yokogawa等80家公司联合,成立ISP(InteroperableSystem Project,可互操作系统规划)协会,着手在Profibus基础上制定标准。1993年,Honeywell、Bailey等公司成立WorldFIP协会,有120家公司参加,以法国标准FIP(Factor Insrtumentation Protoc01)为基础制定标准。1994年ISP与WorldFIP(北美部分)两大集团握手言和,成立了现场总线基金会FF(Fieldbus Foundation)。FF成立后,标准制定工作进展较快。1996年,FF公布了低速总线H1标准,并安装了示范系统。将不同厂商的符合FF规范的设备互连构成控制系统和通讯网络。使H1低速总线开始步入实用阶段。这十年间,现场总线的争端处于胶着状态,直到1999年6月15日,国际电工技术委员会(IEC)决定以新的思路解决争端,在经过艰苦的努力之后,20##年1月4日。IEC宣布现场总线国际标准以86%赞成、12%反对通过,IEC-61158面世。
实际上,IEC宣布现场总线国际标准并不是一种完全意义上的统一标准。其中包含有8种不同的现场总线协议,这8种通信协议。互不兼容,距离统一标准的现场总线,还有很大距离。目前世界上已经形成了30多种有影响的现场总线技术标准。
1.3 现场总线的特点
以现场的智能仪表为基础,按现场总线技术构建起来的现场总线控制系统(FCS),解决了传统控制系统一对一封闭回路、集中控制的状况,彻底将控制功能下放至现场的智能仪表,“分散控制、集中监控”,具有显著的特点。
(1)系统的开放性
开放系统是指通信协议公开,各不同厂商的设备之间可实现信息交换。这里的开放是指相关标准的一致性、公开性,强调对标准的共识与遵从。一个开放系统,是指它可以与世界上任何地方遵守相同标准的其它设备或系统连接。一个具有总线功能的现场总线网络,系统必须是开放的。开放系统把系统集成的权力交给了用户,用户可按自己的需要和考虑把来自不同供应商的产品组成大小随意的系统。
(2)互可操作性与互用性
互可操作性是指实现互连设备间、系统间的信息传送与沟通;而互用性则意味着不同制造商性能类似的设备可进行更换,实现相互替换。
(3)现场设备的智能化与功能自治性
它将传感测量、补偿计算、工程量处理与控制等功能分散到现场总线设备中完成,仅靠现场总线设备即可完成自动控制的基本功能,并可随时诊断设备的运行状态。
(4)系统结构的高度分散性
现场总线已构成一种新的全分散性控制系统的体系结构。从根本上改变了现有DCS集中与分散相结合的集散控制系统体系,简化了系统结构,提高了可靠性。
(5)对现场环境的适应性
作为工厂网络底层的现场总线,是专为在现场环境工作而设计的,可支持双绞线、同轴电缆、光缆、射频、红外线、电力线等多种传输介质,具有较强的抗干扰能力,采用两线制实现供电与通信,并可满足本质安全防爆要求。
由于现场总线的以上特点,特别是现场总线系统结构的简化,使控制系统从设计、安装、投运到正常生产运行及检修维护,都体现出其他控制无法比拟优越性。
1.4 小结
现场总线技术以其优越的性能在工业控制领域掀起一轮新的技术革命,但是由于没有统一的国际标准,因此形成了多种现场总线技术标准。按照协议标准的不同,可分为30多种不同的技术标准,而且在不同的领域都得到了不同的发展。
本文就国际上应用最为广泛的几种现在总线技术:PROFIBUS总线、CAN总线、基金会现场总线和工业以太网作详细介绍。
2. PROFIBUS(Process Fieldbus)总线
PROFlBUS是一种国际化的、开放的、不依赖于设备生产商的现场总线标准。它广泛应用于制造业自动化、流程工业自动化和楼宇、交通、电力等其他自动化领域,它是世界上应用最广泛的现场总线技术。
2. 1 PROFIBUS概述
PROFIBUS技术由德国SIEMENS公司等13家企业和5家研究机构在1987年联合开发, 并于1991年4月在DIN19245中发表,正式成为德国标准。在开始阶段只有PROFIBUS-DP和PROFIBUS-FMS,1994年又推出了 PROFIBUS-PA,它引用了IEC标准的物理层--IEC1158-2,从而可以在有爆炸危险的区域内连接本质安全型通过总线馈电的现场仪表,这使PROFIBUS更加完善。
PROFIBUS由以下三个兼容部分组成:
1).PROFIBUS-DP(Decentralized Periphery):用于传感器和执行器级的高速数据传输,它以DIN19245的第一部分为基础,根据其所需要达到的目标对通信功能加以扩充,DP的传输速率可达12Mbit/s,一般构成单主站系统,主站、从站间采用循环数据传输方式工作。
它的设计旨在用于设备一级的高速数据传输。在这一级,中央控制器 (如PLC/PC)通过高速串行线同分散的现场设备 (如I/0、驱动器、阀门等)进行通信,同这些分散的设备进行数据交换多数是周期性的。
2). PROFIBUS-FMS:
解决车间一级通用性通信任务,FMS提供大量的通信服务,用以完成以中等传输速率进行的循环和非循环的通信任务。由于它是完成控制器和智能现场设备之间的通信以及控制器之间的信息交换,因此它考虑的主要是系统的功能而不是系统响应时间,应用过程通常要求的是随机的信息交换 (如改变设定参数等)。可用于大范围和复杂的通信系统。
3). PROFIBUS-PA:
对于安全性要求较高的场合,制定了PROFIBUS-PA协议,这由DIN19245的第四部分描述。PA具有本质安全特性,它实现了IEC1158-2规定的通信规程。
PROFIBUS-PA是PROFIBUS的过程自动化解决方案,PA将自动化系统和过程控制系统与现场设备,如压力、温度和液位变送器等连接起来,代替了4~20mA模拟信号传输技术,在现场设备的规划、敷设电缆、调试、投人运行和维修等方面可节约成本40之多,并大大提高了系统功能和安全可靠性。因此,PA尤其适用于石油、化工、冶金等行业的过程自动化控制系统。
2.2 PROFIBUS总线的工程应用
PROFIBUS总线技术经过几十年的不断发展而日趋成熟,将其应用在工业现场控制可以彻底消除了拥挤、紊乱的接线,增强了系统的抗干扰能力,使系统更安全可靠。PROFIBUS现场总线已经成为目前应用最为广泛的现场总线技术,它在石化、钢铁、汽车、电厂、楼宇自动化等领域已经得到广泛的应用。
例如,张其辉设计的斗轮堆取料机,采用PLC控制具有故障率低、抗干扰性好、可靠性高等优点,而PROFIBUS-DP总线的引入,能够节省大量的控制电缆及安装费用,安装简单,维护方便,有效地降低了由控制电缆引发的各类故障,提高了斗轮堆取料机运行可靠性,取得了良好的运行效果。而王鹏等将PROFINET 和PROFIBUS 现场总线技术应用于烟草公司的物流自动化系统中, 使系统便于维护, 降低布线安装成本, 并增强了系统的开放性、兼容性和实时性。刘义学等人将PROFIBUS总线技术应用于神华胜利电厂的设计方案,实现了数字化电厂的节能、减排、高效的要求,为电厂带来了巨大经济效益。
2.3小结
PROFIBUS总线技术经过几十年的不断发展,以其优越的稳定性、良好的扩展性和便捷性,实现现场设备层到车间级监控的分散式数字控制和现场通信网络,从而为实现工厂综合自动化和现场设备智能化提供了可行的解决方案。目前已在加工制造、过程控制和自动化等领域取得了瞩目的成就,且正在被应用于越来越多的工业控制领域。
3. CAN(Controller Area Network)总线
3.1 CAN总线概述
CAN总线是德国BOSCH公司及几个半导体集成电路制造商共同开发出来的,起初是专为汽车工业所设计的,用于汽车内部测量与执行部件之间的数据通信,目前己推广应用于离散领域,并已由ISO/TC22技术委员会批准为国际标准IS011898和IS011519。
CAN总线技术特点是:(1)采用的通信传输介质为双绞线,通信速率最高可达1 Mbps/40m,直接传输距离最远可达10km/50kbps。可挂接设备最多可达110个。(2)CAN的信号传输采用短帧结构,每一帧有效字节数最长为8个,因而传输时间短,受干扰的概率低。(3)CAN支持多主站工作方式。网络上任何节点均可在任何时间主动向其它节点发送信息,支持点对点、一点对多点和全局广播方式接受/发送数据。它采用总线仲裁技术,当出现几个节点同时在网络上传输信息时,优先级高的节点可继续发送数据,而优先级低的节点则主动停止发送,从而避免了总线冲突。
3.2 CAN总线的应用
CAN总线的设计初衷便是利用在汽车制造领域,目前主要用于汽车、公共交通的车辆、机器人、液压系统及分散型I/O五大行业。此外Allen-Bradley以及Honeywell在CAN基础上发展了特殊的应用层,组成了AB公司的Device Net和Honey Well公司的SDS(智能分散系统)现场总线。由于CAN的帧短,速度快,可靠性强,比较适合用于开关量控制的场合。
因此,基于CAN总线本身的特点,其应用范围已不再局限于汽车工业,而向过程工业、机械工业、纺织机械、农用机械、机器人、数控机床、医疗器械等领域发展。
4.工业以太网(Industrial Ethernet)
以太网是应用最广泛的通信网络之一。90年代中期,当现场总线标准协议大战正浓时,传统用于办公室和商业的以太网开始进入工业控制领域,由此诞生了工业以太网。
4.1工业以太网概述
工业以太网应用于工业自动化领域的以太网技术,是在传统以太网技术和TCP/IP技术的基础上发展起来的一种工业网络。
传统的以太网是为了IT领域应用而开发的,在工业自动化领域只能得到有限的应用,这是因为:(1)以太网采用CSMA/CD碰撞检测方式,在网络负荷较重时,网络的确定性不能满足工业控制的实时要求。(2)以太网所用的接插件 (connector)、集线器 (hub)、交换机 (switches)和电缆等是为办公室应用而设计的,不符合工业现场恶劣环境的要求。(3)在工厂环境中,以太网抗干扰性能较差。若用于危险场合,以太网不具备本质安全性能。(4)以太网还不具备通过信号线向现场仪表供电的性能。
在现场总线协议中,为提高传输效率,一般只定义七层协议中的物理层、数据链路层和应用层。为与以太网融合,通常在数据包前加入TP地址,并通过TCP来进行数据传递。因此,产生了适用于工业控制的以太网——工业以太网。
4.2 以太网已成为工业控制网络的发展方向
以以太网为代表的信息网络通信技术却以其协议简单、完全开放、稳定性和可靠性好而获得了全球的技术支持。以太网技术作为现场总线技术具有如下技术优势:
(1)应用广泛
由于以太网是应用最广泛的计算机网络技术,几乎所有的编程语言都支持以太网的应用开发,例如Java、VisualC++、VisualBasic等。这些编程语言由于广泛应用,为人们所熟悉,并受到软件开发商的高度重视,具有很好的发展前景,可以期待其性能会不断改进。同时也可以期待今后还会出现更好的以太网开发技术。因此,采用以太网作为现场总线,可以保证多种开发工具、开发环境供选择。
(2)成本低廉
由于以太网的应用最为广泛,因此受到硬件开发与生产厂商的高度重视与广泛支持,有多种硬件产品供用户选择。而且由于应用广泛,硬件价格也相对低廉。目前以太网网卡的价格只有Profibus ,FF 等现场总线的十分之一,并且随着集成电路技术的发展,其价格还会进一步下降。
(3)通信速率高
数据传输率很高。以太网支持的数据传输速率包括 10MbS,100MbPS和 IGfoS,比目前任何一种现场总线都快;以太网从扁平的总线共享模式发展到结构化的交换模式后,任意终端之间的通信通过交换机实现透明的转发,由于每个端口都是独立的冲突域(Collision Domain),不存在信道共享引起的竞争问题,系统的通信容量成倍增加。相同通信量的条件下,通信速率的提高意味着网络负荷的减轻,而网络负荷的减轻则意味着提高确定性。
(4)软硬件资源丰富
由于以太网已应用多年,人们对以太网的设计、应用等方面有很多的经验,对其技术也十分熟悉。大量的软件资源和设计经验可以显著降低系统的开发和培训费用,从而可以显著降低系统的整体成本,并大大加快系统的开发和推广速度。
(5)可持续发展潜力大
由于以太网的广泛应用,使它的发展一直受到广泛的重视和吸引大量的技术投入。并且,在这信息瞬息万变的时代,企业的生存与发展将很大程度上依赖于一个快速而有效的通信管理网络,信息技术与通信技术的发展将更加迅速,也更加成熟,由此保证了以太网技术不断地持续向前发展。
(6)易于与Internet 连接,能实现办公自动化网络与工业控制网络的信息无缝集成
(7)Web技术和以太网技术的结合,将实现生产过程的远程监控、远程设备管理、远程软件维护和远程设备诊断。
(8)以太网支持多种传输介质,包括同轴电缆、双绞线、光缆、无线等,使用户可根据带宽、距离、价格等因素作多种选择。以太网支持总线型和星型拓扑结构,可扩展性强,同时可采用多种冗余连接方式,提高网络的性能。
因此,工业控制网络采用以太网,就可以避免其发展游离于计算机网络技的发展主流之外,从而使工业控制网络与信息网络技术互相促进,共同发展,并保证技术上的可持续发展,在技术升级方面无需单独的研究投入。
4.3 工业以太网的应用
以太网是为了IT领域应用而开发的,工业以太网技术作为工业环境下的控制网络,必须解决如下问题才可以广泛应用:
(1)通信实时性问题 :以太网采用的CSMA/CD的介质访问控制方式,其本质上是非实时的。平等竞争的介质访问控制方式不能满足工业自动化领域对通信的实时性要求。因此以太网一直被认为不适合在底层工业网络中使用。需要有针对这一间题的切实可行的解决方案。
(2) 对环境的适应性与可靠性问题 :以太网是按办公环境设计的,将它用于工业控制环境,其鲁棒性、抗干扰能力等是关键性能指标。在产品设计时要特别注重材质、元器件的选择,产品在强度、温度、湿度、振动、干扰、辐射等环境参数方面必须满足工业现场的要求。
(3)本质安全:工业以太网如果要用在一些易燃易爆的危险工业场所,就必须考虑本安防爆问题,以及设备的供电问题。
随着信息网络技术的发展和以太网技术本身的完善,广大研究员也在对工业以太网改进,使其适应工业控制领域的应用。例如,顾苑婷将工业以太网和CAN总线技术应用到煤矿监控系统,实现对煤矿环境参数的实时监控,为煤矿企业带来了巨大的经济利益。满海波等人将工业以太网应用到恒压供水系统,在提高了恒压供水系统的稳定性、可靠性和自动化水平的同时,降低了能耗,提高了经济效益。
5.基金会现场总线(Foundation Fieldbus, FF)
5.1 基金会现场总线概述
基金会现场总线(简称FF总线)是为适应自动化系统,特别是过程自动化系统在功能、环境与技术上的需要而设计的。它可以工作在生产现场,并能适应本质安全防爆的要求,还可以通过传输数据的总线为现场设备提供工作电源。该总线标准是由现场总线基金会(Fieldbus Foundation)组织开发的。现已成为IEC61158标准。
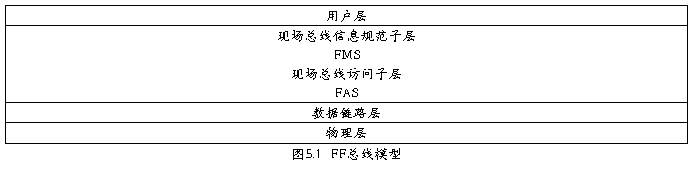
FF 现场总线的网络协议是按照ISO/OSI 模型建立的, 它由物理层、数据链路层、应用层及用户层组成。FF 模型结构如图5.1 所示。
其中物理层分为H1 和H2 两级总线, 其中H1 符合IEC61158- 2 标准,支持总线供电和本质安全防爆环境。H1 现场总线的主要电气特性是: 数据采用数字化、位同步的传输方式, 传输波特率为31.25kbit/s, 驱动电压为9~32VDC, 信号电流是±9mA, 电缆型式采用屏蔽双绞线, 接线拓补结构可以采用线形、树形、星形及复合形的方式, 无中继器时电缆长度应≤1900 米, 分支电缆长度在30~120 米范围内, 无中继器时设备挂接数不得超过32 台, 可用中继器数不得超过4 台。H2 采用高速以太网作为其物理层, 传输速率为1Mbit/ s和2.5Mbit/s, 通信距离分别为750m 和500m, 支持双绞线、光缆和无线发射。
5.2 FF总线的特点
现场总线的全分布式自动化系统则把控制功能完全下放到现场,仅由现场仪表即可构成完整的控制功能。由于基金会现场总线的现场变送、执行仪表 (以下也称之为现场设备)内部都具有微处理器,现场设备内部可以装入控制计算模块,只需通过都处于现场的变送、执行器连接,便可组成控制系统。这个意义上的全分布无疑将增强系统的可靠性和系统组织的灵活性。当然,这种控制系统还可以与别的系统或控制室的计算机进行信息交换,构成各种高性能的控制系统。
基金会现场总线的最大特色就在于它不仅仅是一种总线技术,而且是一个自动化系统。它作为新型自动化系统,区别于传统的自动化系统的特征就在于它所具有开放型数字通信能力,使自动化系统具备了网络化特征。而它作为一种通信网络,有别于其他网络系统的特征则在于它位于工业生产现场,其网络通信是围绕完成各种自动化任务进行的。
基金会现场总线作为全分布式自动化系统,主要功能是对工业生产过程参数进行测量、变送、控制、显示、计算等,实现对生产过程的自动监测、自动调节和自动保护,保障工业生产处于安全、稳定、经济的运行状态。
5.3 FF总线的应用
随着工程技术人员结合FF总线技术的特点和工程实际的需要,通过与FF相关厂商的合作,不断完善设计方案,使得FF总线技术在过程中的应用越来越广泛。
例如,上海交通大学的王献伟、赵霞等将基金会现场总线应用于发酵罐控制系统的设计,实现了对发酵罐工段的空消、送料、培养基灭菌、冷却、接种和培养发酵等整个工序的实时监控,并且很好地与产品分装等控制系统进行了集成,做到了对批流量过程生产的精确控制和管理,减少了外界干预和设备故障等问题;实现了企业对生产质量的在线优化控制和性能改善,降低了生产成本,缩短了针对不同订单的生产时间,显著提高了企业的经济效益。
贾建军等将FF总线应用到水厂的自动控制系统中,可以实现取水、过滤、净化与泵站的自动控制, 提高水资源的利用率, 降低运行成本,大幅提高了水厂的自动化水平。
5.4 小结
基于FF 协议的现场总线控制系统, 将基本的控制功能下放到现场仪表实现, 既提高了控制系统的可靠性, 又简化了控制室仪表的设计。控制系统的全数字化, 减少了电缆用量与A/D、D/A接口设备的数量, 降低了系统的安装成本, 同时也减少了装置运行期间的维护成本。目前该系统在国内一些项目上的应用都非常成功。
6总结与展望
现场总线控制技术作为一种新的控制系统,目前在一些工业装置、楼宇智能化等方面得到了广泛的应用,其结果显示出巨大的发展前景。
从目前的发展情况看,现场总线技术面临的主要问题便是多标准共存,没有统一的国际标准。这是由于国际上几个跨国大公司为了他们的利益,阻碍和干扰了制订统一的现场总线国际标准,经过了近20年环绕着国际标准的现场总线大战以妥协而告终。结果是出现了多种现场总线的国际标准,到目前为止,已有30种之多,多标准实际上就是没有标准,这给用户、自动化仪表制造商与系统集成商带来了困惑与无奈。虽然各种标准在不同的领域都得到了广泛的应用,但是多标准共存的模式与现场总线技术的开放性相矛盾,这也是他的局限性,是不利于现场总线技术的推广的。
自现场总线技术诞生至今的几十年来,已在自动化领域被广泛应用,其在智能化、网络化方面得以快速发展,适应了工业生产自动化的需要。由于FCS系统的先进性,它将影响今后几十年内自动控制技术的发展,FCS将成为自动控制系统的主流。
放眼未来,国际社会也已对现场总线技术的多标准的局限性达成了共识,虽然立即建立统一的现场总线技术国际标准不太现实,但是我相信现场总线技术的大方向肯定会向着统一的标准慢慢发展。此外,随着以太网的引入,工业以太网也将引领现场总线技术一场新的变革。最终,以现场总线为基础的全数字控制系统以其独特的技术优势一定会成为21 世纪自动化控制系统的发展主流。
参考文献
[1] 刘泽祥等. 现场总线技术[M].北京:机械工业出版社,2005
[2] 凌志浩.现场总线与工业以太网[M].北京:机械工业出版社,2005.
[3] 李会军.现场总线技术的发展及应用[ J].华北电力技术,2006,4:23-27.
[4] 张其辉.基于PROFIBUS-DP总线的PLC在斗轮堆取料机中的应用[J],电气工程,2010,11:52-55.
[5] 满海波.基于以太网的恒压供水系统设计,昆明理工大学硕士学位论文.2003.
[6] 张子生,王红芳等. 基于基金会现场总线的煤粉静电除尘系统[J],北京:北京理工大学学报,2006,25:157-160.
[7] 王献伟,赵 霞,吴胜昔. 基于基金会现场总线的发酵罐控制系统设计与实施.测控技术,2005,24(2):29-31.
[8] 阳宪惠等.现场总线技术及其应用[M].北京:清华大学出版,1999
[9] 胡虎等.基于FF 现场总线的交流调速系统的研究[ J] .贵州工业大学学报, 1999
[10] 唐鸿儒等.现场总线设备管理技术[ J] .自动化仪表, 2000
[11] 陈虹等.现场总线控制系统[ J] .扬州大学学报, 2000
[12] 李 萍. FF现场总线的特点和在工程中的应用[J].化工设计,2008,18(5):34-37.
[13] 陈 欣,李 博. 过程自动化现场总线在化工过程中的应用.工程技术,2014.
[14] 陈磊.从现场总线到工业以太网的实时性问题研究[D].浙江大学,2004.
[15] 方晓柯.现场总线网络技术的研究[D].东北大学,2005.
[16] 张向利.基于以太网的数控系统现场总线技术研究[D].华中科技大学,2008.
[17] 王杰.现场总线技术的现状与发展[J].电气传动自动化,2005,03:15-19.
[18] 沈航,徐红泉,蔡慧,吴靖.工业以太网和现场总线[J].工业仪表与自动化装置,2005,01:6-9
[19] 王锦标.现场总线控制系统[J].微计算机信息,1996,06:8-16.
[20] 魏庆福.现场总线技术的发展与工业以太网综述[J].工业控制计算机,2002,01:1-5.
[21] 范铠.现场总线的发展趋势[J].自动化仪表,2000,02:1-4.
[22] 王欢.基于PROFIBUS现场总线的PLC控制系统研究与设计[D].北方工业大学,2007.
[23] 陈曦.CAN总线实时性和可靠性若干问题的研究[D].天津大学,2010.
[24] 刘刚.汽车CAN总线网络控制系统设计与实现[D].电子科技大学,2012.
[25] 杨建军.CAN总线技术在汽车中的应用[J].上海汽车,2007,06:32-34.
[26] 韩成浩,高晓红.CAN总线技术及其应用[J].制造业自动化,2010,02:146-149.
[27] 鲍官军,计时鸣,张利,王亚良.CAN总线技术、系统实现及发展趋势[J].浙江工业大学学报,2003,01:60-63+68.
[28] 王易. 现场总线技术的特点和应用[J]. 通信电源技术,2001,02:34-36.
[29] 袁丽娜,李姜. FF现场总线在浮法玻璃生产线的应用[J]. 玻璃,2009,06:30-32.
[30] 王锴,林跃,王宏. 基于基金会现场总线高速以太网的软PLC设备的研制[J]. 仪器仪表学报,2006,02:118-122+127.
[31] 刘子行. 基金会现场总线协议的开发[D].浙江大学,2002.
[32] 欧艳新. FF技术在化工装置安全生产中的研究及应用[D].上海交通大学,2012.
[33] 汤健彬. 基于FF现场总线的FCS系统研究[D].浙江大学,2001.
[34] 张桢,牛玉刚. DCS与现场总线综述[J]. 电气自动化,2013,01:4-6+46.
[35] 付海洋.基于工业以太网的监控系统设计与研究[D].南京航空航天大学,2005.
[36] 张妍.工业以太网及其实时特性的研究[D].河北工业大学,2005.
[37] 应晓蕊.工业以太网的实时性研究及系统设计[D].浙江大学,2004.
[38] 毕旭,李孝茹,傅志中.工业以太网技术的发展现状及趋势[J].自动化与仪器仪表,2005,03:1-2+6.
[39] 杜品圣.工业以太网技术的介绍和比较[J].仪器仪表标准化与计量,2005,05:24-27.
[40] 陆爱林,冯冬芹,荣冈,金建祥.工业以太网的发展趋势[J].自动化仪表,2004,02:3-6.
[41] 沈航,徐红泉,蔡慧,吴靖.工业以太网和现场总线[J].工业仪表与自动化装置,2005,01:6-9+37.
[42] 熊育悦,赵哲身.工业以太网在控制系统中的应用前景[J].自动化仪表,2002,09:3-7.
[43] 张雷.工业以太网拓扑设计与优化研究[D].浙江大学,2012.
[44] Hao Zhang, Yanan Li, Huiling Zhu, Development for Protocol Conversion Gateway of Profibus and Modbus, Procedia Engineering, Volume 15, 2011, Pages 767-771.
[45] Mário Alves, Eduardo Tovar, Engineering PROFIBUS networks with heterogeneous transmission media, Computer Communications, Volume 30, Issue 1, 15 December 2006, Pages 17-32.
[46] P. Mariño, J. Nogueira, C. Sigüenza, F. Poza, M. Dom??nguez, The PROFIBUS formal specification: a comparison between two FDTs, Computer Networks, Volume 37, Issues 3–4, 5 November 2001, Pages 345-362.
[47] Kyung Chang Lee, Hyun Hee Kim, Suk Lee, Development of performance model for calculation of communication delay in Profibus token passing protocol, Computer Standards & Interfaces, Volume 25, Issue 5, September 2003, Pages 539-552.
[48] Daniele Miorandi, Stefano Vitturi, Hybrid wired/wireless implementations of Profibus DP: a feasibility study based on Ethernet and Bluetooth, Computer Communications, Volume 27, Issue 10, 20 June 2004, Pages 946-960.
[49] Ali Jebril, Michael Voits, Profibus links up with ABB converters in a wire rod mill, Computer Standards & Interfaces, Volume 21, Issue 2, 15 June 1999, Page 133.
[50] Centralized and distributed control architectures under Foundation Fieldbus network, ISA Transactions, Volume 52, Issue 1, January 2013, Pages 149-161.
[51] Yanbin Pang, Shuang-Hua Yang, Hirokazu Nishitanic, Analysis of control interval for foundation fieldbus-based control systems, ISA Transactions, Volume 45, Issue 3, July 2006, Pages 447-458.
-
期末总结
20xx学年度第一学期上海市青浦区联合民办小学信息技术小学信息技术期末总结高凤本学期我校按规定不再开设六年级班级以致没有六年级信息…
-
期末课程总结 测量
期末课程总结一、基本情况《电子电气仪器仪表与测量》是一门考查课,本课程由学校统一安排,开设时间为20xx年至20xx学年第二学期开…
- 期末课程总结
-
期末课程总结 电工基础
《电工基础》期末课程总结一、基本情况《电工基础》是一门考试课,本课程由学校统一安排,开设时间为20xx年至20xx学年第一学期开始…
-
期末课程总结 电工电子
《电工电子技术》期末课程总结一、基本情况开设时间:本课程在20xx~20xx学年第一学期开设。开设班级:20xx级工程机械控制技术…
-
思修课期末大总结
思想道德修养与法律基础课是帮助同学们树立正确的世界观,人生观,价值观,道德观和法制观。学习方法:注重科学理论,注重学习和掌握思想道…
-
大学体育课期末总结
时过的很快,不知不觉一个学期已经快要过去,体育课也接近了尾声。这样一段时间下来,还是有些感慨与想法的。其实刚刚开始的时候,以为大学…
-
期末课程总结 测量
期末课程总结一、基本情况《电子电气仪器仪表与测量》是一门考查课,本课程由学校统一安排,开设时间为20xx年至20xx学年第二学期开…
-
大学篮球课期末总结
大学篮球课期末总结不知不觉一学期的体育课马上就结束了,对学了一整个学期的篮球课,到了说告别的时候,心中还是有些许恋恋不舍。尽管我明…
-
《哲学与人生》课程期末教学总结
《哲学与人生》课程教学总结陆玉匀本学期,本人承担1116,1117,1120,1121,1122,1123,1124,1125共8…
-
学习网络课件设计技术工作总结
本人20xx年大学毕业,一直从事电子专业课教学工作,从大学里面的专业理论课程到实际教学中的实用为主,我不断尝试网络课件的设计。学习…