工艺纪律检查表

工艺纪律检查表
检查日期: 检查人员: 记录人:
工艺纪律管理制度
工艺纪律评分标准
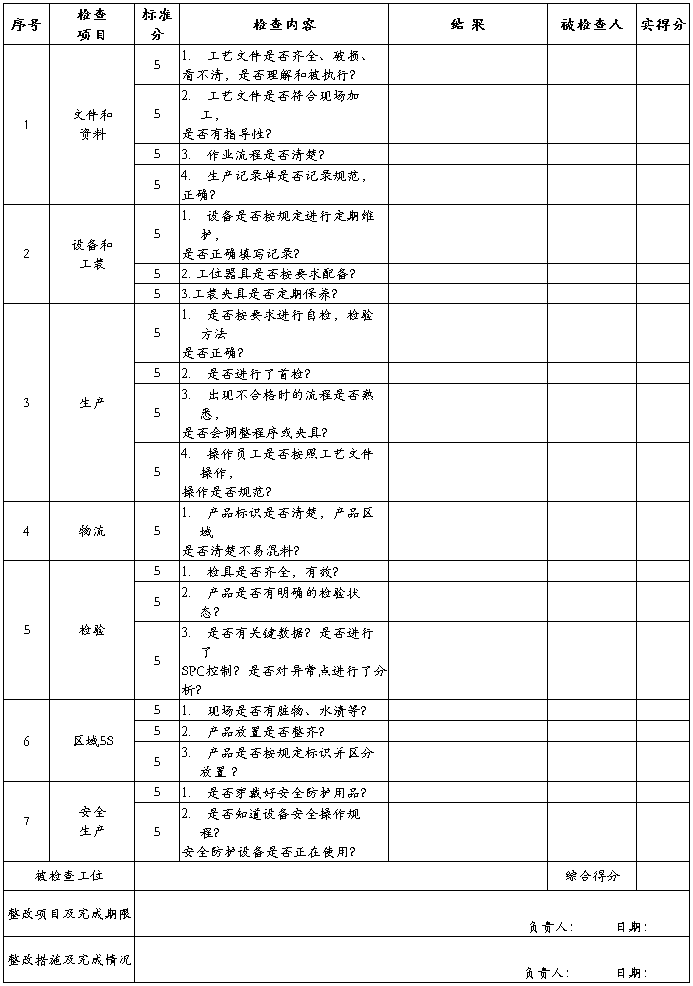
详见《工艺纪律检查表》
1. 车间主任会同检验员,工艺科长根据工艺纪律要求每月对车间工艺纪律执行情况不定期检查一次,并将检查情况报制造部,品管部,技术部
2. 2. .在副总的领导下,技术、质管、生产等部门负责人不定期对有关车间的工艺纪律执行情况进行检查,按检查结果填写《工艺纪律检查表》并进行汇总,提出处理意见。
1工艺纪律
1.1生产车间班组要严格按照制订的工艺流程、工艺规程及机修组制订的安全规程进行生产和操作,任何部门和个人均无权擅自变更生产工艺。
1.2各产品工艺技术文件的变动更改,必须经公司技术部下达的书面修改通知书,经副总签字批准后方可生效。
1.3由于产品的工艺、标准、材料和生产设备发生重大变化时,或原有工艺已不能适应产品质量要求时,应由技术部会同车间进行修订或补充,正式颁布后实行,否则必须按原工艺执行。擅自变动造成(重大)损失时,以违犯工艺纪律处理,追究当事人的责任。
1.4在生产过程中,因材料或设备等原因影响生产工艺不能正常执行时,必须由生产车间写出书面申请,说明原因,经副总认可后方可改动。
1.5新进公司的员工,必须经过岗前技术培训,基本掌握本工序的工艺、设备、安全等方面技术要求后,在有经验工人指导下上岗操作生产。
1.6对不按工艺流程、工艺规程、设备规程,而随意变更生产程序和操作方法者,一律按违犯工艺纪律处理,并追究负责人的责任。
2.工艺纪律的执行
2.1工艺纪律由技术部会同制造部,品管部负责贯彻实施、监督执行,并对工艺执行部门进行抽查,填写检查记录,进行考核。
2.2工艺纪律平时由班、组长车间组织、进行检查,及时掌握工艺纪律执行情况。自动改进,不进行考核
2.3有关部门发现违犯工艺纪律的人或事时,上报制造部立即进行处理,情节严重的报副总经理处理
工艺纪律检查评分考核标准
一、总则:强化工艺纪律的执行与检查是确保产品质量的重要手段之一。本标准将根据公司工序质控点的检查记录和结论,对违反工艺纪律的人与事进行奖罚,旨在加强与提高员工对工艺纪律执行的重要性认识,同时找出改进之处,使企业产品质量持续提高,让用户满意。
二、检查组组成:
检查组工作由技术部牵头,品管部和制造部等相关部门组成。每次检查,各部门至少要派出一名员工参与。
三、检查项目确定与频次:
3.1检查项目为企业工序质控点(见《工艺纪律检查记录表》);
3.2一般情况,工艺纪律检查为每月一次不定期抽查,如遇特殊情况可增加检查频次,如:
(1)质量严重不稳定;(2)用户有重大抱怨;(3)生产秩序较乱;(4)工艺发生重大变更;(5)使用较大量新员工;(6)新产品批产初期。
四、考核办法:
1、考核标准:每次工艺纪律检查总分设为100分,分值设置按各工序质控点来分配(详见《工艺纪律检查记录表》),由检查组根据实际情况给予公正评分,最后由质量保证部统计汇总交由行政管理部作为考核的依据;
2、奖罚办法:
2.1相关奖励:
(1)奖励额度:
(2)奖励分配办法:
2.2相关处罚:
(1)处罚额度:
(2)处罚分配办法:
3、所有奖、罚款项全部从员工当月工资中支、扣。
4、每次工艺纪律检查结果及奖、罚决定将统一张榜公布。
5、日常工艺纪律检查由当班品管人员巡检,对违反纪律人员按情节当场开出违纪《扣款单》,处以 元罚款。如日常巡检中发现存在的问题比较突出,可增加每周抽检的频次
第二篇:工艺部工艺纪律检查表
工艺部工艺纪律检查表
工序内容 检查项目 检 查 情 况
管子1车间 管子2车间 管子3 车间
1.焊材库 工艺文件: 焊条烘焙记录:
焊材领用内容:
温度、湿度记录:
2.下料倒角 坡口型式及角度: 坡口同心度偏差: 内镗长度:
坡口加工面粗糙度: 标记移植情况:
3.自动对口 生产令号: 工艺文件:
上岗人员资质:
坡口打磨光洁度: 焊材使用情况:
是否有内通气:
TIG电流、电压: MIG电流、电压: 钢印情况:
4.手工对口 工艺文件: 上岗人员资质:
蛇形管平整度情况: 焊材使用情况:
电流、电压:
钢印情况:
其它:
5.组装工位 生产令号: 工艺文件:
上岗人员资质:
通球情况:
热校正温度:
焊材使用情况:
附件预热情况:
电流、电压:
管端倒角情况:
PT/MT检查:
6.热处理 热处理工艺文件: 现场热处理情况: 固溶化处理:
消氢处理:
其它:
7.水压试验 工艺文件: 水压时间/压力/水温: 压力表使用情况:
- 工艺纪律检查问题汇总
-
工艺纪律检查
工艺纪律检查制度1目的与适用范围本制度规定了工艺纪律检查的主要内容及考核办法本制度适用于本公司机加工制造装配过程2职责21技术部是…
-
工艺纪律检查
XXX集团有限公司企业标准QKF10LZY80120xxQKFKF工艺纪律检查办法编制校核审定标准化检查复审批准20xx0715发…
-
工艺纪律检查表
工艺纪律检查表检查日期检查人员记录人工艺纪律管理制度工艺纪律评分标准详见工艺纪律检查表1车间主任会同检验员工艺科长根据工艺纪律要求…
-
工艺纪律检查管理办法
工艺纪律检查管理办法批准状态发文号编制工艺管理处归口生产管理部20xx72发布20xx74实施1目的加强产品实现全过程的工艺纪律监…
- 工艺纪律检查问题汇总
-
工艺纪律检查
工艺纪律检查制度1目的与适用范围本制度规定了工艺纪律检查的主要内容及考核办法本制度适用于本公司机加工制造装配过程2职责21技术部是…
-
工艺纪律检查
XXX集团有限公司企业标准QKF10LZY80120xxQKFKF工艺纪律检查办法编制校核审定标准化检查复审批准20xx0715发…
-
工艺纪律检查管理办法
工艺纪律检查管理办法批准状态发文号编制工艺管理处归口生产管理部20xx72发布20xx74实施1目的加强产品实现全过程的工艺纪律监…
-
工艺纪律检查管理程序doc
有限公司工艺纪律检查管理办法版本号A1目的工艺纪律是保证产品质量使设备和工艺装备处于良好技术状态减少材料和工具消耗降低废品率实现安…