工艺纪律检查管理规定
工艺纪律检查管理规定

更多免费资料下载请进:http://bbs.bz01.com 好好学习社区

工艺纪律检查管理规定
1 目的
为正确评价企业在生产过程中工艺纪律的贯彻情况,严肃工艺纪律,保证工艺规程的贯彻执行,建立稳定的生产秩序,确保产品质量和安全生产而制订的具有约束性的规定。
2 适用范围
3 职责
3.1技术工艺部是公司工艺纪律检查的归口部门,负责制订工艺纪律检查管理规定。
3.2技术工艺部负责组织制造部、品管部等部门开展工艺纪律检查工作,每月一次。
3.3制造部各车间组织车间班组长及其它有关人员一起开展车间级工艺纪律检查工作,每周一次。
3.4工艺员负责检查当线班组工艺纪律的执行情况,每日一次。
4 术语与定义
当线:指职责权限范围内负责的生产线体。
5 工艺纪律的内容及依据
5.1工艺纪律检查的内容主要包括以下两个方面:
5.1.1被检查工序的工序制品质量是否合格,检验点已检验合格的材料、半成品、成品质量是否合格;
5.1.2被检工序或检验点的工序要素,即人、机、料、法、检验和质量是否处于受控状态。
5.2 工艺纪律检查的依据
5.2.1产品图样,技术标准,技术文件,以及相关管理规定(如仪器设备等操作规程,产品标识和可追溯控制管理规定等)。
5.2.2检验作业指导书
5.2.3工艺纪律检查项目及评价表(见附表一)。
6 工艺纪律检查的实施办法
6.1工艺纪律的检查由工艺部归口管理;检查分为三级,即:部门、车间、日常检查。
6.2工艺纪律检查的级别及频次(具体见下表)

6.3部门级的工艺纪律检查由技术工艺部现场工艺课负责组织,参加单位:现场工艺课、工艺准备课、品质管理课、QC线、总装课、两器课、仓库管理课、生管课;各课主管领导参加。
6.4部门级工艺纪律检查的检查范围:总装课、两器课、仓库、QC线现场。
6.5部门级工艺纪律检查实施办法:按《工艺纪律检查工序抽检表》(不少于10个工序)对工序进行抽查,应用《工艺纪律检查项目及评价表》对应作好记录,并逐项判定是否合格。当出现不合格项时,该检查项目即为违纪,由责任人签字确认。
6.6部门级工艺纪律检查整改办法:现场工艺课根据6.5条中各检查记录编制《月份工艺纪律检查情况通报》和《月份工艺纪律检查问题点及整改计划》,由责任单位对问题点进行落实整改,由当线工艺员验证整改效果。
6.7车间级工艺纪律检查由车间技术副课长组织,各班组长和有关工艺员、QC班长参加。
6.8日常工艺纪律检查由当线工艺员检查班组的执行情况。
6.9工艺纪律的评价
6.9.1重要度分为三类:
A类:指此工艺因素项目对产品的过程控制或产品品质有严重的直接影响。
B类:指此工艺因素项目对产品的过程控制或产品品质有一定的直接影响。
C类:指此工艺因素项目对产品的过程控制或产品品质有间接的影响。
6.9.2项目评价判定
项目评价判定以“合格(YES)”和“不合格(NO)”表示。
7工艺纪律检查的考核办法
根据《工艺纪律检查项目表》中各因素项目是否合格来对各课室、班组和员工进行考核,具体考核办法如下:
7.1 同一操作工每存在1个A类不合格项,则对其个人扣罚20元/项,对班长扣罚30元/次。
7.2 对被检查的生产班组中存在A类不合格项的,经确认其中有与工艺有强相关的,则对负责该生产班组的现场工艺员给予通报批评,并扣罚30元。
7.3 对于检查中未发现有不合格项的单位和个人,也都将在现场工艺课编制的《月份工艺纪律检查情况通报》中给予通报表扬;对确实做的优良的个人,将给予30元的奖励(说明:具体奖励的总金额在同次处罚的总金额范围之内)。
7.4 对存有不合格项的单位和个人,将在《月份工艺纪律检查情况通报》中给予通报批评。
7.5 所有不合格项,都要求在限定的期限内完成整改,若在期限内没完成整改或整改效果达不到要求,将对存在不合格项的课室主管领导给予100元的扣罚,如再次整改还达不到要求则进行加倍重罚。
7.6 如果同一A类不合格项在同一个人或同一课内连续两月中重复出现,则对被检查单位或个人(包括各级管理者和操作者)提出严重批评并按上述扣罚标准的两倍以上进行加重扣罚。
7.7 以上考核办法主要针对部级工艺纪律检查,车间级和日常检查可参照此办法。
8 相关记录
8.1《 月份工艺纪律检查情况通报》
8.2《 月份工艺纪律检查问题点及整改计划》
9 相关附表
9.1附表一《工艺纪律检查项目及评价表》
9.2附表二《工艺纪律检查工序抽检表》
10 附加说明
本规定由技术工艺部负责起草并解释。
第二篇:工艺纪律管理规定
Q/BH
海信(北京)电器有限公司
Q/BHZ - 7.5.1- 008 - 2004
生产现场工艺管理规定
控制状态:
修订状态: A/0
分发号:
发布日期:20xx年4月17日 实施日期:20xx年5月1日
海信(北京)电器有限公司 发布
Q/BHZ-7.5.1-008-2004
第2页/共8页
1、目的:
为强化现场管理,规范现场秩序,优化现场各因素和环节的流程管理,达到提高工作质量,促进公司产品质量水平持续提高,降低消耗,提高劳动生产率,实现安全生产和文明生产。
2、范围 :
适用于生产以及和生产相关工作场所的工艺纪律管理、工艺联检考核。
3、职责:
3.1主管机构:技术工艺部;协助管理机构:生产工艺室。
3.2技术工艺部负责现场管理制度的编制、架构和执行考核;负责现场管理相关文件、制度的审核、批准和执行效果审核;组织每周一次的有关部门联合工艺检查及违纪考核。
3.3生产工艺室负责现场定置设计、相关技术支持、日常的指导和检查;负责日常工艺纪律检查;负责对工序间出现的异常质量问题进行分析及解决。
3.4生产制造部负责日常质量控制工作,并做好自互检工作,对工序中出现的质量问题进行必要的分析、解决,对质量问题进行汇总分析;生产工序负责本工序日常质量工作,做好自互检的考核、控制工作,出现问题及时解决并向工艺人员反馈解决,做好质量问题的记录工作。
3.5质量保证部负责生产过程中质量的控制工作,对出现的质量问题责成有关部门进行解决,对造成质量问题的部门有考核的权力。
3.6生产调度部、设备动力部、物料管理部、人力资源部等相关现场因素的职能部门负责各自职能范围内的现场管理。
4、工作内容:
4.1生产现场工艺管理要求:
4.1.1凡本企业员工进入生产现场,必须穿着工作服;个别工位根据工艺要求,操作过程必须戴工艺手套及防护用品。
4.1.2员工在工作时间必须坚守岗位、不允许说笑、看报纸等,爱护公共财物、保持现场整洁、热爱本职工作,建立良好的文明现场。
4.1.3工艺人员、工段长及班组长每天对分管的工序检查工艺纪律执行情况,对违反工艺纪律、不严格按要求规范操作的现象,进行纠正并考核。
Q/BHZ-7.5.1-008-2004
第3页/共8页
4.1.4工段长及班组长对技术工艺部组织的试流、工艺改进及工艺调整等工作必须给予配合,不得妨碍技术人员的正常工作。
4.2工艺操作:
4.2.1技术工艺部按照工艺要求制定作业指导书,工艺文件的贯彻率必须是100%。
4.2.2操作者必须熟记作业指导书的内容、要求及注意事项,严格按照作业指导书进行操作,必须对本岗位工作全面负责,未经班长同意不得擅自找人顶岗。
4.2.3各工段检查工位、质量控制点及关键工序人员相对稳定,培训后上岗。
4.2.4对于新上岗操作者,上岗前必须由工艺人员及班组长进行培训,并检查其工作质量,直到本人能胜任工作为止。
4.2.5操作者应了解相邻两个工位内容及操作要领,检查上道工序的操作质量,并为下道工序做好准备,班组作为一个综合工序也应如此。
4.2.6凡是与冰箱外观(喷粉、门体、箱体、组装、检测、包装)生产有关的操作人员,工作时间不允许佩带胸卡、戒指等物品,不许留长指甲,以防划伤箱体及门体等。
4.2.7生产中出现技术质量问题,技术工艺部应及时组织力量进行解决,同时通报有关职能部门。
4.2.8各操作工序必须严格按照工艺文件配齐人员。以下岗位必须持证上岗: a.焊接操作工位;b. 叉车(电瓶车)司机;c. 天车司机;d.电梯工;
4.3工序自检互检:
4.3.1工序互检
4.3.1.1操作者进行操作时,首先要检查来件的外观质量:
4.3.1.2塑料件检查表面有无缺料、裂、磕碰、划伤、色差等;
4.3.1.3铁件检查表面有无漏青、锈蚀、坑包、皱折、划伤等;
4.3.1.4电线检查表面有无破裂等;
4.3.1.5其它按作业指导书、检验规范等文件规定的内容进行检查。
4.3.2工序自检
4.3.2.1操作人员在生产过程中必须按作业指导书、检验指导书的要求操作,发现不合格件不得使用,如果连续出现3件以上,立即通知班组长。
4.3.2.2班组长在接到反馈的问题后,应立即解决,如果解决不了立即通知工段长和主管工艺人员。
4.3.2.3如果确认是设备问题立即通知设备维修人员进行修理;如果是来件质量问
Q/BHZ-7.5.1-008-2004
第4页/共8页
题由质量保证认定室通知供方进行解决;如果是上道工序出现的问题,立即通知上道工序解决。
4.3.2.4如果问题较严重应同时填写质量问题反馈单,反馈给质量保证部,由其负责监督协调责任部门解决,同时通知负责质量工作的主管领导。
4.3.2.5工艺要求在生产前进行首件检验的班组,每天生产前进行首件检验工作。质量保证部巡检人员每天要对各班组进行的首件检验情况进行确认,检查是否按要求进行了首件检验工作。
4.3.2.6操作人员在加工完成后要检查加工的质量情况,确认符合工艺要求后方可向下道工序转移。
4.3.3问题反馈
4.3.3.1操作者在发现上道工序存在质量问题时,应立即通知上道工序并协助上道工序予以纠正。
4.3.3.2如果操作者发现上道工序出现了问题,未及时反馈,工段、和工艺室有权将对其进行考核,发现一次10元。
4.3.4岗位管理
4.3.4.1操作者在加工过程中,工艺人员要定期抽查操作者的实际水平。一经发现操作者不能适应岗位工作,或操作技能达不到要求者,将停止其本岗位的工作转其它要求较低岗位工作。
4.3.4.2生产制造部负责记录、提供各个岗位日常生产合格率的质量水平的统计资料,对于生产数量完成较差、质量低于公司规定的合格水平的操作者应立即调离本岗位。
4.3.4.3对于不能胜任工作的,由制造部退回人力资源部的,由人力资源部安排调到其它岗位,不许安排比其调离前高一级的岗位工作,同时对其重新进行培训,考试合格后再安排新岗位工作。
4.4工艺纪律联合检查:
4.4.1工艺联合检查每周由技术工艺部组织进行,时间每周五上午10:30时,地点在公司一楼大厅集合,如遇特殊情况,由技术工艺部另行通知是否更改时间或取消。
4.4.2参加工艺联合检查的部门人员是生产制造部、生产工艺室、技术工艺部、经营革新室、质量保证部各一人,必须为各部门负责人。
4.4.3工艺联合检查的主要内容:
4.4.3.1、着重检查各质控点的记录是否齐全、完整、准确、按时、有无漏项。
Q/BHZ-7.5.1-008-2004
第5页/共8页
4.4.3.2、重点工序、典型工艺等操作工是否按照工艺文件的内容操作。
4.4.3.3、工艺文件的内容是否符合实际生产的要求,确定是否需要修改。
4.4.3.4、工艺文件的使用和管理的有效性。
4.4.3.5、物料、半成品、不良品是否按规定码放,储存状态。
4.4.3.6、设备、仪表参数和状态是否符合工艺文件规定的要求。
4.4.3.7、员工是否经过培训,重点岗位操作工是否持证上岗,班组长对自己管辖范围内各工序的工艺文件内容是否了解、熟知。
4.4.3.8、现场5S管理。
4.4.4工艺联合检查的要求及考核:
4.4.4.1、工艺检查参加部门负责人应当按时参加,如不能参加,必须指定本部门派代表参加。
4.4.4.2、无故缺勤扣罚部门负责人20元,迟到5分钟之内扣罚10元,超过5分钟按缺勤扣罚。
4.4.4.3、工艺联合检查以发现和改善为主,不对具体操作者和事项进行考核,一般有明显的责任考核至相关的问题部门负责人。
4.4.4.4、工艺联合检查发现的问题,检查结束后由技术工艺部确定责任部门和责任人并下发整改通知,责令限期整改。工艺联合检查确定的整改事项,责任部门或责任人未进行整改的,扣罚100元─300元,责任部门或责任人虽然已经进行整改但未按规定期限完成,视具体情况,扣罚20元─100元。
4.4.4.5、考核工作由技术工艺部每月底统计汇总,经主管领导批准后,报人力资源部,由人力资源部在当月的本人工资中扣罚。
4.5 工艺纪律日常检查
4.5.1工艺纪律的日常检查和管理由生产工艺室负责。
4.5.2生产工艺室主管工艺员应对所负责工序进行检查,要求每天4次以上,并作好巡检记录和日常考核。
4.5.3工艺纪律检查和考核应参照以下标准执行。
4.6工艺纪律考核细则:

Q/BHZ-7.5.1-008-2004
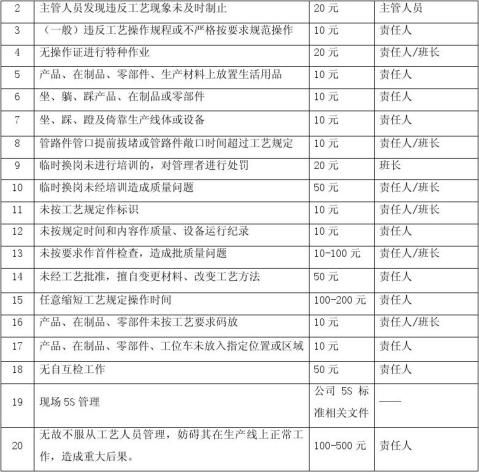
4.6.1JL-7.5.1-009《现场管理巡检考核表》 4.6.2JL-7.5.1-010《现场联检考核表》 附加说明:
本制度由技术工艺部起草并负责解释 本制度自发布之日起执行
本文件 编制:______________审核:_______________批准:____________
JL-7.5.1-009 Q/BHZ-7.5.1-008-2004

1、本表用于每天进行现场巡检记录。 2、本表考核依据为工艺纪律管理规定。
3、发现问题点应立即按工艺纪律管理规定标准考核。
JL-7.5.1-010 Q/BHZ-7.5.1-008-2004
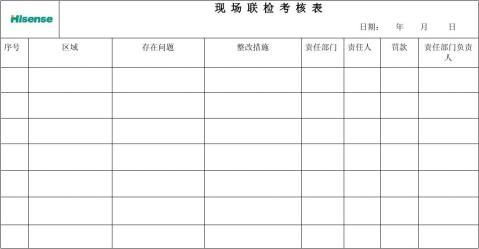
备注:
1、本表用于每周现场联检记录。
2、本表考核依据为工艺纪律管理规定。
3、联检参加部门:技术工艺部、质量保证部、生产制造部、生产工艺室、经营革新室。
联检检查人员:
- 工艺纪律检查问题汇总
-
工艺纪律检查
工艺纪律检查制度1目的与适用范围本制度规定了工艺纪律检查的主要内容及考核办法本制度适用于本公司机加工制造装配过程2职责21技术部是…
-
工艺纪律检查
XXX集团有限公司企业标准QKF10LZY80120xxQKFKF工艺纪律检查办法编制校核审定标准化检查复审批准20xx0715发…
-
工艺纪律检查表
工艺纪律检查表检查日期检查人员记录人工艺纪律管理制度工艺纪律评分标准详见工艺纪律检查表1车间主任会同检验员工艺科长根据工艺纪律要求…
-
工艺纪律检查管理办法
工艺纪律检查管理办法批准状态发文号编制工艺管理处归口生产管理部20xx72发布20xx74实施1目的加强产品实现全过程的工艺纪律监…
- 工艺纪律检查问题汇总
-
工艺纪律检查
工艺纪律检查制度1目的与适用范围本制度规定了工艺纪律检查的主要内容及考核办法本制度适用于本公司机加工制造装配过程2职责21技术部是…
-
工艺纪律检查
XXX集团有限公司企业标准QKF10LZY80120xxQKFKF工艺纪律检查办法编制校核审定标准化检查复审批准20xx0715发…
-
工艺纪律检查表
工艺纪律检查表检查日期检查人员记录人工艺纪律管理制度工艺纪律评分标准详见工艺纪律检查表1车间主任会同检验员工艺科长根据工艺纪律要求…
-
工艺纪律检查管理办法
工艺纪律检查管理办法批准状态发文号编制工艺管理处归口生产管理部20xx72发布20xx74实施1目的加强产品实现全过程的工艺纪律监…