工艺纪律检查管理制度
工艺纪律检查管理制度
一、目的
工艺纪律检查是公司在产品生产过程中,为维护工艺的严肃性,保证工艺贯彻执行,确保工艺技术与工艺管理在工艺过程中的有效实施,达到稳定生产、提高产品质量和效益的目的,进一步提高工艺水平。工艺纪律检查是保障公司有秩序地进行生产活动的重要规定之一。
二、职责及范围
2.1 工艺纪律的考核对象是工艺技术实施部门。
2.2 技术质量部负责工艺纪律的监督、检查、考核工作。
2.3 被考核部门指定主管人员同工艺人员一起检查,有建议权和信息反馈权。
2.4 被考核部门在考核结果公布前有申诉权。
2.5 被考核部门对工艺执行情况负责。生产部对各生产线工艺纪律执行情况负
管理责任。
三、管理内容
3.1 技术文件的管理
3.1.1 技术人员在接收到外来技术文件时,根据文件内容需及时转换下发各部门执行的必须在三个工作日之内下发完成,各级负责人接收到《技术文件通知单》根据文件内容必须在一个工作日之内传达贯彻到位。
3.1.2 生产现场工艺文件必须100%覆盖,车间负责人必须保证工艺文件完整、整洁、摆放在可视范围内。
3.1.3 技术质量人员对管理文件储放必须清晰、整洁和有效期内保存完整。
3.1.4 班组长调试机床时必须按照工艺文件中参数进行调试。发现工艺参数不正确时,要及时反馈工艺人员,生产部管理人员和一线操作者有责任对其发现的工艺文件中的错误及时反馈以使工艺文件能够持续有效指导生产。
3.1.5对反馈有问题的工艺参数工艺人员必须在三个工作日内进行工艺验证是否修改。
3.1.6 关键过程控制要文件齐全、记录完整,工序始终处于受控状态。
3.2 工装模具和设备的使用管理
3.2.1 生产部门生产现场工装、模具和设备的使用须严格按照《工装管理制度》和《设备管理制度》的要求进行。
3.2.2 所有设备和工装、模具均应保持精度和良好的使用状态,以满足生产、
质量和安全的需要。
3.2.3 生产使用的量具、检具、仪表等应坚持周期检定,以保证测量值正确、
统一,精度合格。
3.2.4 不合格的工装、夹具、模具、量具、检具等不得在生产中流通和使用。
3.3 产品的过程检验、标识、不合格品控制管理及现场异常现象处理
3.3.1 检验员在生产过程中要严格管控过程质量,严格按照《检验作业指导书》
进行检验并做标识。
3.3.2 对于现场发现不合格品要及时分析原因判定是否继续生产,做好记录和
标识并隔离。
3.3.3 在生产过程中发现异常现象时应采取以下应对措施。对于一般意义上的
或之前发生过的质量问题由当班检验员自行判断,对于难以判断异常原
因或较重大的质量问题应及时反馈给相关部门,由相关部门进行处理。
3.4 物料的管理
3.4.1 所有物料出库入库严格按照仓库管理流程进行操作。
3.4.2 现场物料、产品、工序件要分类摆放,要求整洁、整齐,禁止超高码放。
3.4.3 新材料或变更材料必须经验证符合设计和工艺要求后方可投入生产。
3.4.4 所有产品及工序件在装卸、搬运、转序均应按规定的路线,正确使用搬
运工具、装卸方法进行,防止损坏。
3.4.5 生产过程中产生的物料包装袋、包装布,对于能使用的要及时折叠、摆
放整齐并定期清理出现场,不能使用的要及时清理放入垃圾箱。
3.4.6 车间和仓库有责任对各自存放的物料进行防锈、防尘等安全管理。
3.5 操作者管理
3.5.1 对新员工进行岗前和生产安全培训方可上岗操作。
3.5.2 定期对操作员工进行工艺、质量意识培训。
3.5.3 操作员工在生产前应按照生产《生产作业指导书》进行作业前准备工作,
如工位器具、吸块、油盒、毛刷等,并把生产后产品及工序件整齐的摆
放在指定地点,防止磕、碰、划伤与锈蚀。
3.6 安全现场5S管理
3.6.1 车间现场管理严格按照《现场5S管理制度》的要求进行。
3.6.2 员工应严格遵守文明生产的相关规定,对于物料、工装、工具等要轻拿
轻放,严禁野蛮操作。
3.6.3 员工必须按照生产《现场管理奖惩条例》方可进入现场作业。
四、考核办法:
4.1 技术质量部负责检查被考核对象工艺贯彻情况,发现违反工艺纪律的情况当
场予以纠正,根据考核标准以《考核通知单》的形式处罚责任部门;经济处罚由部门负责人按照考核标准落实。
4.2 技术质量部每月汇总考核结果,报办公室。
五、考核标准:
5.1 每次出现问题检查人员根据影响情况首先给予口头警告或书面警告。 5.2 每次出现C类项3项给予第一责任人工作提示;5项以上处罚第一责任人
每项5元。
5.3 每次出现B类项2项,给予第一责任人工作提示;3项以上处罚第一责任
人每项10元。
5.4 出现A类项,单项处罚第一责任人20元。
5.5 凡《技术文件通知单》下发到各部门时,各部门未按技术文件内容执行到
位的,第一次给予第一责任人罚款20元,导致后果情节严重的给予罚款50元,第二次罚款40元,情节严重的罚款100元。依此类推。 5.6 被考核部门自检查之日始2日内反馈存在问题的《工艺纪律检查整改问题
单》,在一个自然月内,第一次不按时反馈罚款责任人10元,第二次不按时反馈罚款责任20元,部门领导罚款50元。依此类推。
5.7 检查组根据《工艺纪律检查整改问题单》对问题整改情况进行检查验证,
各责任部门在指定日期内未完成整改,对第一责任人罚款20元/项,部门领导罚款50元/项并责令在指定时间内整改完成,若在规定时间内仍未完成则加倍处罚。
5.8 每月技术质量部对相关部门的工艺纪律检查情况进行汇总,对工艺执行率、
整改合格率进行通报考核;
注:工艺执行率(生产线)=工艺纪律检查项目合格数量/工艺纪律检查项目
总数量 *100%
工艺纪律执行率要求达到95%,每低1%罚责任部门10元。 整改合格率= 检查整改合格项 /检查总整改项 ×100%
整改合格率要求达到99%,每低于1%罚责任部门相关责任人20元。
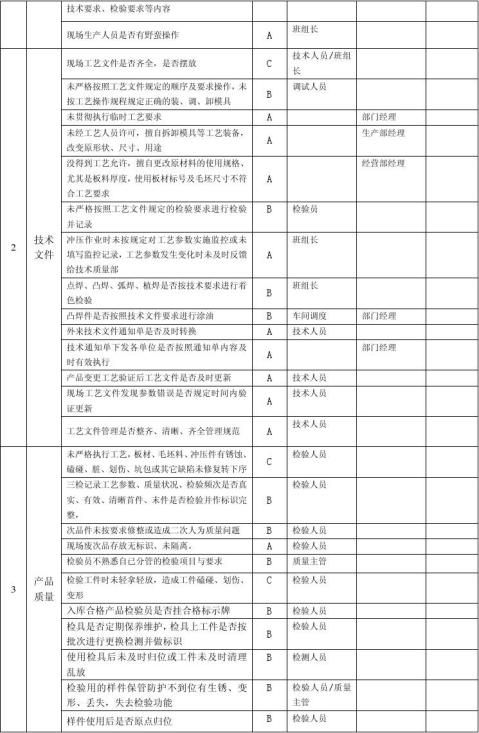
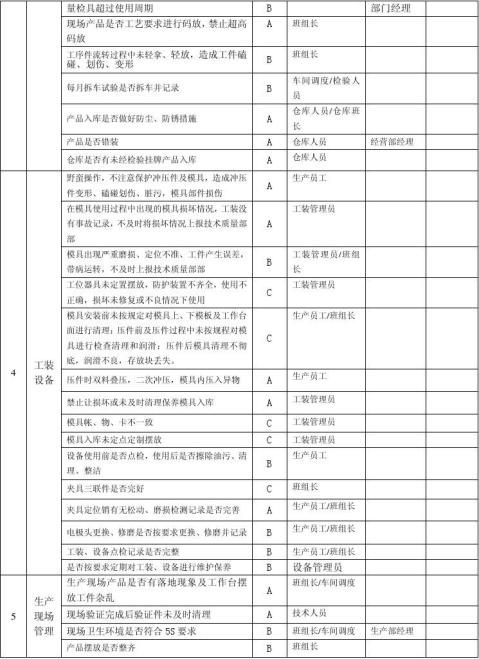
六、检查细则 6.1、冲
附表1


附表2
工艺纪律检查整改问题单
安徽同利汽车零部件有限公司
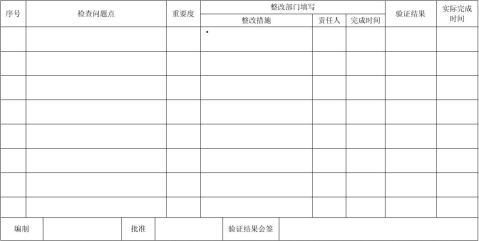
时间为预计完成时间,4、验证结果会签由检查组合受检责任人共同确认签字。
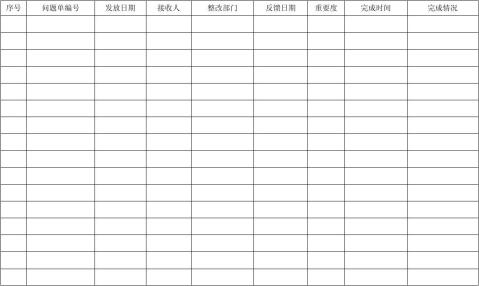
附表3
工艺纪律检查整改问题单发放管理台账
附表4
工艺纪律检查考核通知单
部门: NO:
第二篇:工艺纪律考核管理制度
工艺纪律考核管理制度
为加强对本公司工艺纪律的检查和监督,提高产品质量,特制定本考核要求和办法。
1. 本《办法》是考核公司各职能部门工艺纪律的基本规定。
2.由各工厂工艺工程师、质量工程师、生产班长组成检查小组定期进行工艺纪律检查。
检查频次为每周抽查每班组1次,每次抽查3个工位.
3.每月由工艺经理、质量经理、生产经理组成检查小组,进行全面的工艺纪律检查、评定。4. 将检查结果进行汇总,上报主管领导,制定相应的行动计划并对整改措施进行跟踪。
5. 各类工艺纪律检查均需做好记录,存档备查。
6. 对重复违反和情节严重者,根据公司相关规定进行相应的处罚.
7. 工艺纪律考核要求和办法
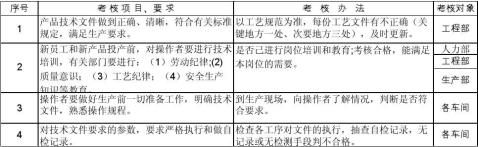

-
加工厂管理制度范文
加工厂管理制度范文一考勤制度1遵守劳动纪律按时上下班不迟到不早退不旷工有事办理需负责人同意2生产期提前十五分钟上班做为交接班时间3…
-
工厂管理制度范本
工厂规章制度范本目录总则员工招聘与培训教育劳动合同管理工作时间与休息休假工资福利与社会保险劳动安全卫生与劳动保护劳动纪律与员工守则…
-
工厂管理规章制度范本
工厂管理规章制度范本目录前言3第一章总则3第二章员工守则3第三章员工薪酬制度6第四章安全生产管理制度6第五章人事制度7第一节员工的…
-
工厂管理制度范例
一责任控制制度一我厂主要分为以下部门1厂长办公室2业务部3技术实验室4质管部5裁剪车间6缝制车间7后整理辅工车间整烫检查包装8厂部…
-
公司管理制度范本(免费下载)
公司管理制度员工守则一遵纪守法忠于职守爱岗敬业二维护公司声誉保护公司利益三服从领导关心下属团结互助四爱护公物勤俭节约杜绝浪费五不断…
- 工艺纪律检查问题汇总
-
工艺纪律检查
工艺纪律检查制度1目的与适用范围本制度规定了工艺纪律检查的主要内容及考核办法本制度适用于本公司机加工制造装配过程2职责21技术部是…
-
工艺纪律检查
XXX集团有限公司企业标准QKF10LZY80120xxQKFKF工艺纪律检查办法编制校核审定标准化检查复审批准20xx0715发…
-
工艺纪律检查表
工艺纪律检查表检查日期检查人员记录人工艺纪律管理制度工艺纪律评分标准详见工艺纪律检查表1车间主任会同检验员工艺科长根据工艺纪律要求…
-
工艺纪律检查管理办法
工艺纪律检查管理办法批准状态发文号编制工艺管理处归口生产管理部20xx72发布20xx74实施1目的加强产品实现全过程的工艺纪律监…