热处理车间见习总结
见习总结
(兰石铸锻公司热处理车间 2014.11.1~2014.12.1)
我按照计划在铸锻公司热处理车间实习到现在一个月已经结束了,这一个月内我对热处理车间的主要生产内容有了初步了解,在这里每天几个小时的所见所闻都使我受益匪浅,这些见闻有的在学校我就有所了解,有的并不是课本上所能学到的;有的是我学校所学知识的实践,有的并非和我学校所学的知识一致;总之,企业生产才是真正的大课堂,现将我这一个月的实习总结和心得体会总结如下:
热处理是将金属材料放在一定的介质内加热、保温、冷却,通过改变材料表面和内部的晶相组织结构,来控制其性能的一种金属热加工工艺,铸锻件热处理后可以消除金属材料在铸造和锻压过程中所产生的应力,改善粗大树枝状结晶组织,细化晶粒,消除成份偏析。通过这段时间在热处理车间的实习,我对热处理工序主要有以下几个方面的认识:
一.设备
车间常用的为4台天然气加热的热处理炉(内部结构如图1所示),整个热处理工程包括加热、保温、冷却,并且实现了微机控制。温度控制采用由PLC脉冲控制的脉冲式燃烧方式,温度输入控制信号为已经过PID计算的信号, PLC输出脉冲控制信号,此信号按预先设定的控制周期由输出的线性百分比信号分配了大、小火各自的燃烧时间,PLC通过直接控制空气阀的开度及持续时间来实现大小火在执行完所分配的时间后切换,从而实现灵活的脉冲控制。当在快速升温阶段,如果实测温度赶不上设定温度曲线,则一个控制周期接一个控制周期都分配了100%的大火时间,这样便接近实现了连续燃烧,只有在设定温度附近才开始真正意义上的脉冲燃烧。对不同的工艺曲线,系统均能使烧嘴在最佳状态下工作,并使实际温度曲线和理论工艺曲线趋于一致。
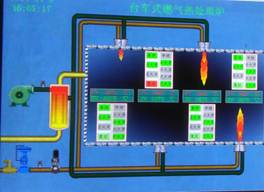
图1 热处理结构简图
二.主要的热处理方法
一些常用的热处理方法有退火、正火、淬火等,我在热处理车间接触的铸件有钩身、曲轴、阀体等,锻件有提环、齿轮、轴类等(图2为技术部制定的法兰热处理工艺)。

图2
退火:把钢加热到其一适当温度并保温,然后缓慢冷却的热处理方法,称为退火(如图3(a))。根据退火的目的和工艺特点,可分为去应力退火,再结晶退火、完全退火、不完全退火、等温退火、球化退火和均匀化退火等。


(a) (b)
图3 退火(a)和正火(b)热处理工艺曲线
正火:正火是把钢加热到Ac3(亚共析钢)或Acm(过共析钢)以上适当温度,保温后在空气中冷却的热处理方法(如图3(b))。作为普通结构件的最终热处理。一些受力不大,只需一定的综合力学性能的的结构件,采用正火就能满足其使用性能要求(具体工艺曲线如图2所示)。


图4 轴的淬火
淬火:淬火是把钢加热到Ac3或Ac1以上温度,保温一定时间,然后以适当方式冷却,以获得马氏体或(和)贝氏体组织的热处理工艺。工件经淬火和回火处理后,其组织与淬火前相比发生了很大的变化,力学性能有很大的提高,可以充分地发挥材料的潜力,使工件具有良好的使用性能,如图3为轴的淬火过程。
三.注意事项:
(1)应注意工件的摆放位置,保证均匀加热,防止过热,注意不要使喷嘴或火焰直接对工件加热。
(2)轴类及细长杆工件,要注意工件的放置,以防变形。
(3)完全退火装炉时,一般中小型碳钢和低合金钢工件,可不控制加热速度,直接装入已升温至退火温度的炉内;也可低温装炉,随炉升温。对于中、高合金或形状复杂的大件,低温装炉,分段升温,并控制升温速度不超过100℃/h。
(4)大型工件的去应力退火,应低温装炉,缓慢升温,以防由于加热过快而产生热应力。
(5)正火空冷时尽量放在平坦的地面上;无论何种工件,在空冷时都要散开放置于干燥处空冷,不得堆放或重叠,不得置于潮湿处或有水的地方,以保证冷却速度均匀,硬度均匀。
(6)除一些特殊铸件外,材质不同,但加热温度相同的工件可以在同一炉中加热。
(7)截面大小不同的工件,在同一炉中加热时,小件应放在炉膛外端。
(8)一般情况下,水温不超过40℃,油温不超过80℃。
四.致谢
时间飞逝,转眼在热处理车间一个月的实习就结束了,这是我从学校走向企业,从理论走向实践的开始,也是我人生起承转合的关键时期。人说:“好的开始等于成功的一半”,我有幸在热处理车间遇到孙彦百主任和安师傅,得到了他们多方面的指导和帮助,特别是在新区服务时孙主任身体力行,亲自带领我们打扫卫生,这种精神头值得我们钦佩和学习,在平时的车间实习中车间师傅对我们所提的问题不厌其烦的讲解,在此我深表感谢,祝愿他们工作顺利,身体健康,也希望自己在今后的工作中更加努力,不辜负他们的教导和帮助!
实习人:
车间主任:
20##年11月27日
第二篇:车间见习总结
车间见习总结
我从来公司报到至今,参加了将近为期两个月的实习过度阶段,前一个月我经过了公司领导和师傅们进行了一系列的专业培训和现场报告,后一个月我主要在设计室进行了各种热工计算的接触。使得我更好的对本专业在公司的实际应用和操作过程,还进行了公司的发展慨况和各种相关的法律、法规等专场介绍。使得我更好的熟悉公司产品和工作环境,更使得我对公司的文化有了感性的认识,为我以后能够加快融入公司奠定了必要的基础。下面我从几个方面来对这段时间所获得的认识进行阐述:
1、专业培训方面
经过了公司领导的精心安排和策划,安排了公司各个部门的主力人员进行了全面的专业培训,使得我对自己以前所学的专业知识又有了重新的认识,还指明了以后努力的发展方向,为此,我在以后的工作过程中会不顾一切为公司奋斗,利用自己的专业知识和公司的实际情况进行理性相结合,争取能够尽快地适应工作环境,并能够按时完成工作任务。
2、车间实习方面
我在车间实习的过程中,我充分利用了自己的专业知识和车间的现场图纸资料为指导思想,来分析认识各个实物的实际情况,真正意义上获得了理论与实际的完美结合,我在这个月的过程中,都是在寻找问题、发现问题、分析问题、最后解决问题的,基本都是把问题从设计室带到车间,或者从车间带回设计室,然后请教设计室的工程师和现场的工作人员进行讲解,并和共同的实习人员进行讨论和分析等,经过了全方位的请教和讨论、思考以后。使得我对公司产品有了质的了解。
3、设计计算方面
我师从毛工师傅,在毛师傅的热情帮助下,在热工计算方面有了很大的提高,我还进行了整个系统练习计算,毛师傅在其它时间还给了我们热工计算的专项培训,还给了我们关于《上海石油化工股份有限公司涤纶事业部3#聚酯装
置热煤炉采购技术标书》和把1000万燃煤t-66改为vp-1重新热工计算,让我们进行尝试性真实的热工计算,通过几项计算下来,我对热工计算又有了深刻的了解,我以后还会以此为起点,努力发挥自己的作用。
4、目标
经过了这次实习,我知道了自己在某些方面还有明显的不足之处,理论和实际的区别,我会努力好好去适应创新补充学习,努力去为公司而奋斗,‘既来之,则安之’,我会以最快的速度融入公司的工作环境,充分挖掘自己的潜能。我打算主要从热工计算方面为切入口,以后进行公司全方位的工作,逐进渗透到各个设计领域,争取努力成为一名优秀的员工,在公司的无限空间里发挥出自己的光和热,为公司明天的辉煌贡献出自己应有的力量。
-
金属学与热处理总结
名词解释:退火:将钢加热到临界点Ac1以上或以下温度,保温以后随炉冷却以获得近于平衡状态组织的热处理工艺。正火:将钢加热到Ac3(…
-
热处理实习总结
转眼已然大四,在这即将毕业的时刻,我们迎来了大四下学期也是整个大学最后一次的实习。在李安铭老师的带领下,我们参观了校金属热处理实验…
-
热处理总结
第一章1对流传热靠气体或液体的流动来传热的方式在液态介质熔盐或金属中加热的特点加热均匀不易脱碳加热速度快以热传导为主兼有辐射传热及…
-
热处理总结
第九章热处理三要素加热温度保温时间冷却方式合金元素的总结对奥氏体晶粒影响方面1能形成碳化物减少钢中和奥氏体中碳浓度的合金元素CrM…
- 热处理总结
-
20xx年上半年热处理车间工作总结
20xx年上半年转眼过去了,在过去的半年时间里,作为一名热处理车间的领导,在自己那份责任心的推动下,我必须对产品质量负责,必须对员…
-
20xx一汽锻造热处理炉前工段班组工作总结
一汽锻造热处理炉前工段二班班组工作总结20xx年x月一汽锻造热处理炉前工段班组工作总结20xx是蒸蒸日上的一年,在这一年里我热处理…
-
加热及热处理工段年终工作总结
20xx年是我厂发展与改革调整的决战之年,公司面临着生产经营与改革调整两项重要工作。面对挑战,我们加热及热处理工段以新的观念、新的…
-
金属热处理基础实习总结
身处校园,感觉生活太美好,感觉外面的世界离自己太遥远,经过多方的努力,终于在迈进大学生活第三个年头的时候,有了一次走向社会,体验劳…
-
热处理实习总结
转眼已然大四,在这即将毕业的时刻,我们迎来了大四下学期也是整个大学最后一次的实习。在李安铭老师的带领下,我们参观了校金属热处理实验…
-
二分厂三车间试车总结
二分厂三车间试车总结报告一.试车前准备工作20xx年x月x日到20xx年x月x日,对车间进行试车前的准备工作。主要进行项目:1.对…