热处理总结
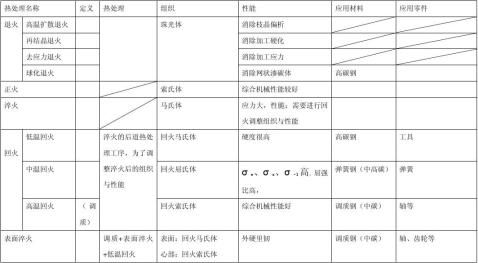
热处理。学习并完成下列表格
1
2
第二篇:热处理实验总结
45钢热处理实验总结
1.实验目的:通过对45钢的热处理(调质),获得回火索氏体组织,适宜于加工齿轮、轴类所需的原料。
2.实验设备:箱式加热炉,磨样抛光机,金相显微镜,洛氏硬度试样机。
3.实验原理:正火,目的在于调整硬度,细化晶粒,为淬火做准备。轴类、齿轮是承受弯曲和扭矩的零件,外层受力较大,心部受力较小,需淬火,获得马氏体,提高力学性能。为了正确地进行45钢的淬火,必须考虑下列三个重要因素:淬火加热的温度、保温时间和冷却速度。
 (1)淬火温度的选择
(1)淬火温度的选择
选定正确的加热温度是保证淬火
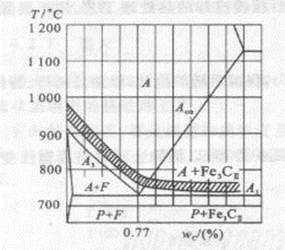
质量的重要环节。淬火时的具体加热温度主要取决于钢的含碳量,可根据  相图确定(如图4所示)。对亚共析钢,其加热温度为
相图确定(如图4所示)。对亚共析钢,其加热温度为 +30~50℃,若加热温度不足(低于),则淬火组织中将出现铁素体而造成强度及硬度的降低。对过共析钢,加热温度为
+30~50℃,若加热温度不足(低于),则淬火组织中将出现铁素体而造成强度及硬度的降低。对过共析钢,加热温度为  +30~50℃,淬火后可得到细小的马氏体与粒状渗碳体。后者的存在可提高钢的硬度和耐磨性。
+30~50℃,淬火后可得到细小的马氏体与粒状渗碳体。后者的存在可提高钢的硬度和耐磨性。
(2)保温时间的确定
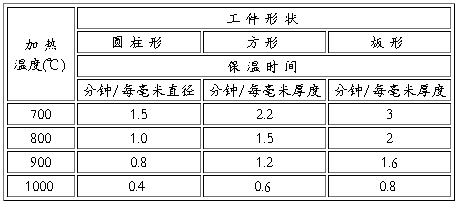
淬火加热时间是将试样加热到淬火温度所需的时间及在淬火温度停留保温所需时间的总和。加热时间与钢的成分、工件的形状尺寸、所需的加热介质及加热方法等因素有关,一般可按照经验公式来估算,碳钢在电炉中加热时间的计算如表1所示。
工作加热时间的计算 炉子中的工件应在规定的加热温度范围内保持适当时间,保证必要的组织转变和扩散。加热时间是指从工件装炉合闸通电加热起至出炉的整个加热过程保持的时间。
加热时间与工件的有效厚度,钢种,装炉方式,装炉量,装炉温度,炉的性能及密封程度有关。
(1) 对于45钢,40Gr钢等结构钢零件工件保温时间可按下列公式
T=K(10+0.6D+0.2G)
T---------加热时间,min
K--------装炉形式,单层排放加热,K=1.0;料盘装料加热,K=1.1~1.2,小件散状堆放加热,K=1.3~1.4;
D--------工件有效加热厚度,mm;
G--------工件装炉重量,Kg。
表1 碳钢在箱式电炉中保温时间的确定
 (3)冷却速度的影响
(3)冷却速度的影响
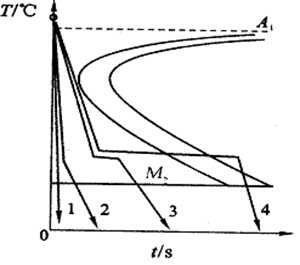
冷却是淬火的关键工序,它直接影响到钢淬火后的组织和性能。冷却时应使冷却速度大于临界冷却速度,以保证获得马氏体组织;在这个
前提下又应尽量缓慢冷却,以减少钢中的内应力,防止变形和开裂。为此,可根据C曲线图(如图2所示),使淬火工作在过冷奥氏体最不稳定的温度范围(650~550℃)进行快冷(即与C曲线的“鼻尖”相切),而在较低温度(300~100℃)时冷却速度则尽可能小些。
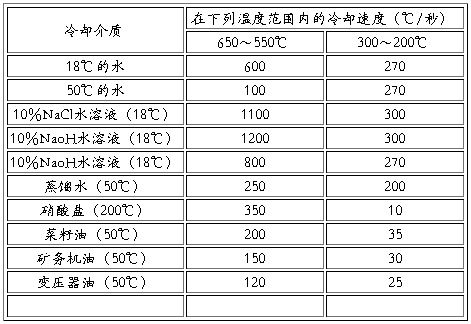
为了保证淬火效果,应选用合适的冷却方法(如双液淬火、分级淬火等)。不同的冷却介质在不同的温度范围内的冷却速度有所差别。各种冷却介质的特性见表2。
表2 几种常用淬火介质的冷却能力
实验步骤:1.切样。
2.用箱式炉对工件进行正火,炉中放碳,加热温度为850℃,保温20min后,空冷。
3.接着对工件淬火,温度为840℃,保温时间15min,水冷,冷到用手可直接触摸为止。这时测一下工件的硬度。
4.再对工件进行回火,温度为600℃,保温时间45min,取出后空冷,测硬度。
5.磨样,腐蚀。
6.显微镜下观察组织结构。
实验结论:
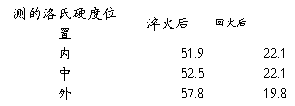
1.由测得的淬火后硬度,由里到外硬度值分别为HRC51.9、HRC52.5、HRC27.8,其硬度值基本一致,可确定已经完全淬透;从淬火后放大1000倍金相组织中可看到,板条状和针状马氏体。
2.高温回火后,工件的硬度下降;高温回火后的1000倍金相组织可看出,组织为回火索氏体,颗粒状的Fe3C分布在铁素体基体上。另外,从金相中可看到一些黑色点,可能是杂质之类的东西。
注意事项:1.防止45钢淬裂的方法:
(1)避免危险尺寸,稍微改变易产生应力集中的部位,如加大倒角尺寸,增加危险尺寸处淬火时的厚度,均可避免淬火裂纹。
(2) 改进工艺,较低的淬火加热温度,较短的保温时间,既可以少热应力,又可减少组织应力。
(3)改变淬火介质,如0.2%聚乙烯醇淬火介质;180~200℃的55%w(KNO3)+45%w(NaNO2)硝盐中分级淬火。
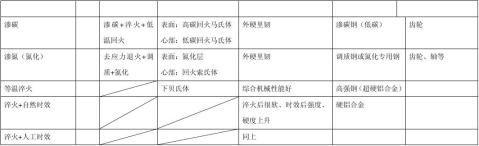
2.孔、槽等易淬裂工件改用45钢渗碳淬火。
3.提高表面质量,可以防止热炸裂。
4.尺寸变化较大的45钢锻件防止淬裂的工艺。改用模锻1150~1250 ℃加热,终锻温度900~1050℃,锻后900℃淬入60℃油中,(锻后停留时间不超过30s),580℃x90min回火,利用锻热淬油代替普通淬火。
-
金属学与热处理总结
名词解释:退火:将钢加热到临界点Ac1以上或以下温度,保温以后随炉冷却以获得近于平衡状态组织的热处理工艺。正火:将钢加热到Ac3(…
-
热处理实习总结
转眼已然大四,在这即将毕业的时刻,我们迎来了大四下学期也是整个大学最后一次的实习。在李安铭老师的带领下,我们参观了校金属热处理实验…
-
热处理总结
第一章1对流传热靠气体或液体的流动来传热的方式在液态介质熔盐或金属中加热的特点加热均匀不易脱碳加热速度快以热传导为主兼有辐射传热及…
-
热处理总结
第九章热处理三要素加热温度保温时间冷却方式合金元素的总结对奥氏体晶粒影响方面1能形成碳化物减少钢中和奥氏体中碳浓度的合金元素CrM…
- 热处理总结
-
20xx年上半年热处理车间工作总结
20xx年上半年转眼过去了,在过去的半年时间里,作为一名热处理车间的领导,在自己那份责任心的推动下,我必须对产品质量负责,必须对员…
-
20xx一汽锻造热处理炉前工段班组工作总结
一汽锻造热处理炉前工段二班班组工作总结20xx年x月一汽锻造热处理炉前工段班组工作总结20xx是蒸蒸日上的一年,在这一年里我热处理…
-
加热及热处理工段年终工作总结
20xx年是我厂发展与改革调整的决战之年,公司面临着生产经营与改革调整两项重要工作。面对挑战,我们加热及热处理工段以新的观念、新的…
-
金属热处理基础实习总结
身处校园,感觉生活太美好,感觉外面的世界离自己太遥远,经过多方的努力,终于在迈进大学生活第三个年头的时候,有了一次走向社会,体验劳…
-
热处理实习总结
转眼已然大四,在这即将毕业的时刻,我们迎来了大四下学期也是整个大学最后一次的实习。在李安铭老师的带领下,我们参观了校金属热处理实验…
-
20xx年热处理车间工作总结
20xx年热处理车间工作总结在即将过去的20xx年里,在公司领导的正确领导下,热处理车间顺利的完成了公司下达的各项生产任务。虽然做…