机械专业毕业实习报告
本科毕业设计(论文)通过答辩
毕 业 实 习 报 告
为期俩个星期的生产实习结束了,我们在天诚高速线材厂完成了我们的毕业前的最后一次,也是最有价值的一次生产实习,因为我们在这期间观看并且认真细致的分析了我们即将要设计的机件工作原理和装配图。我所设计的是一个安全事故剪—380碎断剪,这是一部在出现事故起用的安全剪。与此同时我们也更加了解到高速线材的生产工艺和尖端科技。
在这期间我了解到我所设计的380碎断剪的动作过程:线材生产中的碎断剪工作
于回转剪之后,与转辙器协调工作,具体工作原理如下:其中转辙器的作用是将轧件
转送给精轧机或拨至碎断剪。起位于回转剪之后。
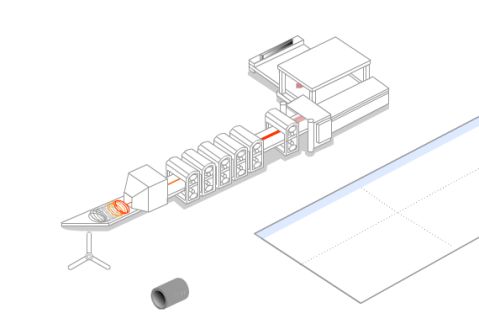
转辙器结构:转辙器支架和机座为焊接结构,铰接的转辙器本体为球墨铸铁。转
辙器由汽缸驱动,其原理图如下:

动作过程:当轧件被切头时,转辙器汽缸活塞位于一位,通道A对向精轧机,切头落入C,同时把轧件抬高35mm,通过了转辙器A位导入精轧机。当轧件被咬入精轧机之后,转辙器汽缸活塞运动到2位,通道B对向碎断剪。如果精轧机以后某段出事故,就可以立即启动碎断剪(转辙器不动),分隔轧件,后续轧件经通道B导向碎断剪。同时,当轧件进入碎断剪后,转辙器活塞又返回1位对向精轧机。如果事故在很短时间内完成,启动剪机分隔轧件后,
1
本科毕业设计(论文)通过答辩
剩余的轧件可继续经A通道导入精轧机。
包头天诚线材有限公司成立于19xx年1月,注册资本2000万美元,其中包钢(集团)公司出资1500万美元,主营高线产品。20xx年产量64.47万吨,利润5463万元,同年“低碳钢无扭控冷热扎盘条”被评为内蒙古自治区优质名牌产品,“优质碳素钢无扭控冷热扎盘条”被评为冶金产品实物质量金杯奖。注册地址为包头市昆区河西工业区,法定代表人:林东鲁
生产工艺简介
高速线材的工艺一般都大同小异,主要包括加热炉、高线生产线、大圆盘生产线、P-F运输线、精整线。
下面简单介绍一下工艺流程:
将原料方坯经加热炉加——由辊道运送到粗轧机——7道次轧成规格较小方坯后送至中
轧前变频输入辊道——输入辊道将轧件送到中轧——预精轧和精轧机组进行连续轧制——按照成品规格的大小,经过14-22道次轧成成品——轧件经一段中间水箱控制冷却和飞剪切头后进入45度无扭精轧机组——进行无扭微张轧制成高精度线材。
线材自精轧机组轧出后,进入三段控制冷却水冷却,然后由夹送辊送入吐丝机,散卷均匀分布到Stelmor延迟型风冷线上,通过控制鼓风机开启台数及风门调节进行冷却,在集卷站收集成盘卷,盘卷翻平后由挂卷小车挂到P/F运输机上运至成品跨,经压紧打捆后称重,标记卸圈。轧线保证轧制速度75m/s。
2
本科毕业设计(论文)通过答辩
线材生产工艺流程简图
三、用电负荷与供电电流
1.车间用电负荷
高速线材车间采用需要系数法进行负荷计算, 主传动和辅传动分开计算,交、直流分开计算。
2.电气设备电压等级及负荷等级:
交流设备:380V 220V 660V 1247V 10kV
直流设备:660V 440V 220V
车间供电电压:10kV
加热炉助燃风机和冷却水泵为一级负荷,其余为二级负荷。
四、车间配电系统
车间10kV高压配电系统分为主传动和辅传动两个系统。
主传动10kV高压供电系统采用单母线不分段方式。由首钢新建110kV变电所不同母线段引来两路10kV电源,给轧线主传动部分供电。10kV系统以放射式配电方式向主传动整流变压器、辅传动设备整流变压器供电。
辅传动10kV高压供电系统采用单母线分段方式,正常情况下母联闭合,一路供电,另一路热备用,事故时可随时投入运行。电源也由新建110kV变电所不同母线段引来。系统以放射式配电方式向动力变压器配电。
3
本科毕业设计(论文)通过答辩
电气室内10kV高压配电系统采用变电站综合自动化控制系统,设计算机终端站一台,集保护、控制、监测于一体,并在CRT画面上可随时监控高压系统的运行情况,以确保整个电力系统的可靠运行。
车间共设有10kV 变压器12台,其中主传动整流变压器5台,辅传动整流变压器1台,动力变压器6台。
车间低压配电采用380/220V中性点接地系统,配电系统采用两级放射式配电方式,向各MCC系统用电设备配电。轧线低压配电系统在电气室内设2台10/0.4kV 1600kVA动力变压器,为主厂房内用电设备及部分公共设施供电。其中:1台为轧机辅传动、主轧机及电抗器通风及液压站等供电;1台为加热炉区、起重设备及车间照明等供电;另设2台10/0.4kV 1600kVA变压器为散卷冷却线及精整区用电设备配电。水处理系统设2台10/0.4kV 1600kVA变压器,为联合泵房、漩流井、平流池等用电设备提供低压电源。
在新建变配电室10kV侧设高次滤波装置两套,除有效的抑制高次谐对电网电能装置的影响外,还兼做无功补偿,使功率因数达到0.95以上。
五、电气传动
轧线电机一般由工艺确定,但电气专业必须进行经济技术分析来最终确定整个供电方案。 根据工艺要求,主轧线电机考虑交流调速和直流调速两个方案,电气传动亦按两个方案考虑。方案一为直流方案,调速系统采用直流全数字可控硅调速系统,方案二为交流变频调速方案,采用交-直-交变频调速、直接转矩控制的全数字方式变频调速系统。
方案一 :直流调速方案
粗轧机组、中轧机组、预精轧机组、精轧机组及飞剪、碎断剪、夹送辊、吐丝机、大盘园飞剪、集卷平台升降电机等辅电机均为直流电机,采用全数字可控硅装置调速控制,供电为一台整流变压器带多组可控硅装置的方式。加热炉的进、出辊道及斯太尔摩冷却线辊道等采用变频调速控制。
1) 控制方案
粗轧、中轧、预精轧机组的主传动采用SIEMENS公司生产的SIMOREG-K全数字直流传动装置(即6RA24),与可控硅功率单元组成直流调速装置。每套装置上加装一块CB24通讯板,完成和PROFIBUS-DP网络的通讯。另外,粗、中轧机组每套装置上加装一块PT10过程控制板,采用STRUC语言编程后,完成对微张力速度级联调的计算。DC辅传动加装CB24通讯板,完成在DP网上的通讯。AC变频辅传动也接在网上,在6SE70上加装CBP通讯板来实现这一功能。
4
本科毕业设计(论文)通过答辩
2) 粗轧机组、中轧机组、预精轧机组、精轧机组的供电方式:
粗轧机组、中轧机组、预精轧机组供电方式均采用一台整流变压器―交流公用母线―对多台可控硅装置。其中粗轧机组设一台整流变压器、中轧机组设一台整流变压器、预精轧机设一台整流变压器。为改善电源电压波形,限制di/dt和限制整流装置发生故障时短路电流的上升率以及并联换向组的解耦,在每个整流装置前都增设了交流进线电抗器,在可控硅直流输出侧设有快速开关,用来分断和闭合电枢回路,同时用作过电流保护。
可控硅装置的主回路(电枢回路)全部采用三相桥式全控可逆整流电路,磁场采用小容量6RA24可控不可逆装置供电。
控制系统采用SIEMENS公司生产的全数字直流传动装置6RA24型控制板,控制方式为双闭环自动控制系统,并具有调节参数自动优化、电流自适应和速度自适应等功能,有过压、过流、超速、欠磁、过磁等多种完善的保护,并能即时记忆所发生的故障及原因,以便查找和处理。
3)直流辅传动
电机电压均为DC440V/220V,且容量都不大,故采用一台整流变压器对多台可控硅整流装置的供电方式,其中可控硅整流装置全部采用西门子公司原装的全数字直流调速装置6RA24。电枢电路全部可逆,磁场可弱磁控制,在整流装置的交流进线侧装设一台接触器用以分断和闭合主回路,直流输出侧用快速熔断器作负荷短路保护。
控制方式为速度、电流双闭环控制系统(根据工艺要求可自弱磁控制),飞剪电控系统除双闭环控制外,还有位置闭环控制以确保剪刃准确定位。该类系统还具有电流自适应和速度自适应等功能,有过压、过流、超速、欠磁、过磁等多种保护,并能即时记忆所发生的故障及原因,以便查找和处理。
经过对这些生产环节的了解,有助于我们了解轧钢类生产的现代化技术,更有助于我们以后参加工作所从事的科研项目的开发!
5
第二篇:机械生产实习报告
机械工程学院
生产实习报告
专 业: 机械工程及自动化
姓 名:
学 号:
南理工泰科院机械工程学院
20xx年x月x日
转眼间就到大四了,这也是我们最后一次的金工实习了所以这次我格外的珍惜。在机械厂里我受到了不少照顾而不是像许多师兄师姐所说的那样到工厂里只是搬了一个月的砖头或者其他各样的体力活却没有学到什么更实际的东西。说起来,我想我的实践与其说起来是“实习”,更不如说是“学习”,因为我在学校所学到的知识无论是纯理论还是
金工实习的操作在这里都几乎没有用处。前五天我的实践内容大多都是坐在工厂里的办公室里进行的,我相信,不会有哪个同学通过实践学到的东西会比我的更理论。当然,这样的实践也并不轻松,经过了一个月不洗澡不理发每天在自习室里学习14个小时以上的期末复习的煎熬之后在暑假实践,我也同样相信,所有人都宁愿去底下搬砖头。而之后的内容则是到车间里练习装配和平衡调试等工作,虽然都只是拧螺丝之类的打下手的工作(技术工作我也根本作不了),但凡是其中所遇到的相关问题几位师傅都会详细地给我讲解,理论在实际中的应用得到了更透彻的理解,之前在办公室里学到的东西也都起到了很大作用。而且和工人师傅们在一起很开心。
通过这次实践,我所认识到的最重要的是:我在学校里学到的东西在工厂里究竟有什么样的用处。在实践刚刚开始的时候,机械原理和材料力学考试才刚刚结束。本来以为这些东西都会给我的实习带来很多帮助,但实际上,它们几乎一点用处都没有(只有机械原理关于动静平衡的知识点在给叶轮做平衡时有助于我的理解和操作)。在工厂里,我们不需要通过复杂的计算去选择用料,起码在我参加实践的工厂里,常用的材料只有q235,16mn,ht250,zg45等几种,钢材常用的也只有槽钢角钢和带钢,带钢在学校的相关课程里还没有学习过。工字钢和t型钢在建筑中可能用的会多一些但是风机这里基本不用,而且槽钢的用处大多是用作支架,不用像材料力学中计算扭转时那样麻烦。而对于钢的热处理,也不会要求到组织转换那么细致,只需要知道通过怎样的工艺多长的时间能得到要求的强度刚度就可以了。对每个部件都进行强度和刚度的校核然后对应地选取最好的用料,这是没有效率的也是没有必要的。很多部件的铸造已经有了对应的标准或者手册里有对应的经验公式,而设计中对相应的工件也都保守地达到了安全。以前不理解为什么工程力学毕业的学生不好找工作,现在明白了,没人会花钱去雇用一个掌握着自己跟本用不到的本领的大学生。虽然这样说,我并不是说在学校里学习没有必要,相反,在我发现学校里学到的东西没有太多用处的同时我竟矛盾地感觉学习这样的东西都有着十分重要的意义,学校里的学习提高的不是我们的技术,而是我们的能力,而如果没有这样的能力,到了工厂里我们将一无是处。
开始的几天通过看y4-73-11no 20f的图纸(锅炉用离心引风机,压力系数乘以5后取整为4比转速73设计序号11机号20即叶轮直径XXmm联轴器传动叶轮安装在两轴承之间,好不容易学的东西实践报告里拿出来得瑟得瑟),对风机的一般工作原理有了一个大概的了解。当然,更细节的东西不是通过几天就可以学会的,我也就放弃了更细致的研究,而之后在车间实习的时候这些细节竟也都弄懂了。在工厂里学习的好处得到了体现:在看图无法理解的时候可以到楼下车间里找到对应的零件观察,比如说叶轮和调节门等相对比较复杂的零件,依然有疑问的话可以询问身边的设计者,比如说止推轴承和支撑轴承的区别。这个型号的风机进风口用的是马蹄性状的特殊式样,设计和制作都十分困难,很少应用,在车间里我没有找到对应的部件,只能想象它的样子。工程力学系的工程图学和机械原理学的都是b(似乎08级的课程是a),所以对这样的方面我感觉自己没能更深入的了解更多的只是停留在表层上。当然,拿过一套风机图纸,我已经能完全看懂了。至于实际加工,没学过也没有充足的时间去学,毕竟我读的是吉大而不是“技大”,想学到工人的手艺,师傅们告诉我:“没两年时间下不来。”
对《通风机选型实用手册》(孙研主编)的学习,我没能进行得太久,只和之前的图纸对应着看了不到200页,因为里面的东西实在是太过于专业让我短时间内无法理解(说是手册,实际厚度达到了1129页)。在学校学习的时候,我们都觉得教材里的理论部分比公式部分更好理解,而看过专业书籍之后我的感觉正好相反:通过在学校里的学习和训练,我觉得这种书里的公式都不是很难,而对专业叙述说明的部分则实在是看不懂。在学习微积分概率复变函数数学物理方程等课程的时候我们都在抱怨:这样的课学来有什么用,实际上,我在看手册的时候感觉到,这些课程对我们是一种思维上的锻炼,让我们有了一个进行数字分析的能力,否则看到那么多抽象的符号图形和公式,我一定会疯掉。当然,如果现在让我计算全压静压风速,虽然觉得比较简单,但我还真没有那个本事。
我父亲也搞了十几年的风机并且有着不少的成绩,我小时候也会去四平市鼓机械厂里玩,可能是由于离这样的领域太近,一直觉得风机没有什么技术含量,不过是几个叶片在转然后带出些风力而已。而看过工图和手册之后发现,其实这并不是什么简单粗暴的东西。工作时是选用离心风机还是轴流风机左旋还是右旋低压还是高压用d还是用c等等等等。尽管不是什么精致的机器不用做得像电子产品那样精细,但它会受到多方面影响。在我实践的第二天,办公室的一位设计者给商家打电话,说订购风机的厂商所处的位置有一个海拔,风机工作时会受到大气压的影响使用标准规格的风机可能会有问题,风机设计之复杂由此可见一斑。当然,如果到装配车间里去看一看,许多内容还是很容易理解的,而且与汽车飞机等比起来,风机应该还算
是比较简单的机械工业。在大学里没有具体的风机专业,不过有相关的重要课程:我在下学期要学的流体力学。据说这门课程不是很好学,特点是有大量的经验公式,看来下学期学习的时候我得格外认真才行。
而在练习cad制图的时候,我觉得在工厂里所使用的清华天河pccad要比学校里所使用的autocad方便得多。在上一个小学期工程图学设计课程中我画了我组所有的油泵零部件cad图,相比之下复杂的操作让我做了不少无用功,如果当时使用的是清华天河的pccad我想我会省力得多。比如说,在使用autocad时,尺寸公差要用特定的命令输入,标注表面粗糙度的时候要建立块,剖面线有时会因图形不连续无法填充等等,这些都不是所谓的“土路子”,而是老师在课堂上所讲授的方法。pccad就省去了这些麻烦,几乎所有操作都会有对应选项,尺寸公差的标注只需要双击尺寸进行对应修改,粗糙度可以在pccad常用命令中找到,剖面线视图放远即可填充。甚至说当时我们用auto时图纸的尺寸都需要自己画,pc完全没有这样的必要。长时间没有用过cad,感觉很生疏,以后对这样重要的工具我会常加练习。
而之后到车间里所学到的东西,个人认为更加实用。正如几位师傅所说的,理论上东西到了实际中遇到问题,书本知识学得再好未必能够解决,更何况书本里也未必找得到。当然,这样的细节在短时间的实践中我还没能学习到但也有了不少体会。在车间里,我所能做的不过是偶尔拧拧螺丝或者帮师傅递些东西(后来也会跟着做平衡),大部分时间我都是在观察学习师傅们的工作。通过这样的实际练习,第一个星期里所留下的疑问都得到了解答,比如说在安装轴承箱时,虽然实际中我所看到的风机型号(比如说第一天看到的g4-72-11no10d轴承箱)和我之前所看的图纸不一样,但毕竟类似,明显的区别不过是d式风机止推轴承和支撑轴承安装在一个轴承箱中叶轮安装在两个轴承的同侧而已,所以有关轴承箱的问题自然明了,而且其加工装配过程也都熟悉了。在这之前,一直以为装配是没有太高的技术要求的,看过师傅们的操作和听过讲解之后,发现这样的观点是完全错误的。比如说安装轴承就是完完全全的技术活。我所看到的轴承箱装配中轴承都是过盈配合需要进行热安装,安装之前轴承要在油中加热至一百度,然后安装到主轴上,如果轴承受热不均匀或者在安装时没有一推到底使得轴承卡在主轴上,可能一下午的时间都要浪费到处理这个轴承上了。而其他的细节,比如说轴承不能直接放在地上以免沾灰、轴承箱未经过时效处理需要在边沿部分磨出角度以免以后轴承箱变形将轴承卡死、一些部件不能装配需当做配件一起出厂等等则都是书上所没有的经验。
同样的,在车间里我也能发现许多东西在学校课程中讲解的并不够详细。比如说车床加工,金工实习中所学到的都是用来加工规则的轴类零件,实际上,一些支座类的内孔除了用镗床外也需要用车床加工,在金工实习课上,我们无法想象笨重的轴承箱也能卡在车床卡盘上,而事实上,可以。再比如,铣工实习时老师只是提到过铣床可以用来加工键槽但我们所看到的铣刀都是盘状的,在工厂里看到用铣床加工键槽时我竟没有反应过来这是铣床因为刀具和我在校工厂里所见的完全不同。在机械原理课上,第十章关于动静平衡的课程,我们主要学到的都是对于轴类的动平衡的方法和计算,实际上在风机方面需要做平衡的是盘类零件叶轮,而加工出来的主轴基本上已经达到了平衡条件不需要做平衡。在对叶轮做平衡时,需要正确地操作平衡机。第一次的处理需要进行较大数值的平衡调整,调整方式是在对应角度位置上焊接相应质量的平衡块,在焊接时要注意焊接电机的工作方式,即要注意关闭平衡机以免回路对其造成损害。之后是焊接平衡块还是进行磨削加工需要以所差的质量为标准。焊接平衡块我们可以用天平称出质量,但是磨削则需要大量的经验以把握自己所磨掉的部分到底是多少克.
-
毕业实习报告机械类
毕业实习报告一实习时间和地点20xx年2月16日到广州康迪克竞和机械制造有限公司实习二实习目的机械设计制造及其自动化专业是一门实践…
-
机械专业毕业实习报告
实习报告今年寒假,学院为了使我们更多了解机电产品、设备,提高对机电工程制造技术的认识,加深机电在工业各领域应用的感性认识,开阔视野…
-
机械专业毕业实习报告
毕业实习报告专业班级学号姓名黄指导老师陈西平08机设4班0828050004磊目录第一部分第二部分第三部分第四部分焦作市神华重型机…
-
机械类毕业实习报告
河南理工大学万方科技学院毕业实习报告学校万方科技学院专业机械设计制造及其自动化班级092班姓名学号指导老师签名1河南理工大学万方科…
-
机械类毕业实习报告
实习报告一、前言岁月如梭,时光飞逝,转眼间大学时光的最后一个阶段—毕业实习就到了。毕业实习是在完成全部基础课程和专业课程的学习后所…
-
机械专业毕业实习报告
实习报告今年寒假,学院为了使我们更多了解机电产品、设备,提高对机电工程制造技术的认识,加深机电在工业各领域应用的感性认识,开阔视野…
-
机械类毕业实习报告
实习报告一、前言岁月如梭,时光飞逝,转眼间大学时光的最后一个阶段—毕业实习就到了。毕业实习是在完成全部基础课程和专业课程的学习后所…
-
机械设计制造专业毕业实习报告
1.实习目的和任务生产实习是我们机械制造专业知识结构中不可缺少的组成部分,并作为一个独立的项目列入专业教学计划中的。其目的在于通过…
-
机械制造及其自动化毕业实习报告
目录一、概述...........................................................…
-
机械设计专业毕业实习报告
20xx年烟台大学文经学院毕业实习报告烟台XXXXXXX机械工程有限公司实习报告学生姓名:班级:学号:指导老师:实习时间:20xx…
-
机械厂实习报告
通过实习,扩大和巩固已学过的基础理论和专业知识,了解和掌握机械制造生产过程的实践知识,为以后的学习和和工作打下良好的基础。培养理论…