关于线路板焊接技术的实践报告
关于线路板焊接技术的实践报告
学院:自动化学院
班级:08测控1班
姓名:马鸿飞
摘要:
一、线路板焊接机理
二、线路板焊接特点
三、线路板锡接条件,包括:1、焊件具有可焊性,2焊件表面应清洁,3、合适助焊剂4、合适焊接温度5、合适焊接时间
四、线路板焊接方式
五、线路板焊接设备
正文:
前言:
20xx年暑假,我经过同学的介绍来到了 公司实践,重要从事线路板的焊接工作,电路板焊接看似简单,可要操作起来,就不那么得心应手了,一个简单的部件对于那些老手来说可能需要五分钟,可对于那些新手来说,就得十多分钟。这件工作可真是一件累人的活,坐在椅子上就是一天,低着头点啊点的,一天忙完了,脖子都僵硬了?? 不过,收获还是蛮多的,以下便是我对线路板焊接工艺理论知识的掌握及其重要性的的了解。
电子产品的功能取决于电子元器件正确的相互连接,这些元器件的相互连接大都依据于线路板焊接。线路板焊接在电子产品的装配中,一直起着重要的作用。即使当前有许多连接技术,但线路板焊接仍然保持着主导地位。
线路板焊接是电子技术的重要组成部分。进行正确的焊点设计和良好的加工工艺(即线路板焊接工艺),是获得可靠焊接的关键因素。所谓“可靠”是指焊点不仅在产品刚生产出来时具有所要求的一切性质,而且在电子产品的整个使用寿命中,都应保证工作无误。
尽管所有焊接过程的物理一化学原理是相同的,但电子电路的焊接又具有它自身的特点,即高可靠与微型化,这是与电子产品的特点相一致的。线路板焊接质量的优劣是受多方面因素影响的。例如基金属材料的种类及其表层、镀层的种类和厚度、加工工艺和方式、焊接前的表面状态、焊接成分,焊接方式、焊接温度和时间、被焊接基金属的间隙大小、助焊剂种类与性能、焊接工具等等。不仅被焊元器件引线表面的氧化物及引线内部结构的金属间化合物状况是影响引线可焊性的重要原因,而且印制板表面的氧化物也是影响焊盘可焊性的主要原因。
主体:
一、线路板焊接机理:采用锡铅焊料进行焊接的称为锡铅焊,简称锡焊,其机理是:在锡焊的过程中将焊料、焊件与铜箔在焊接热的作用下,焊件与铜箔不熔化, 1
焊料熔化并湿润焊接面,依靠焊件、铜箔两者问原子分子的移动,从而引起金属之间的扩散形成在铜箔与焊件之间的金属合金层,并使铜箔与焊件连接在一起,就得到牢固可靠的焊接点,以上过程为相互间的物理一化学作用过程。
二、线路板焊接特点:
焊料熔点低于焊件。
焊接时将焊料与焊件共同加热到焊接温度,焊料熔化而焊件不熔化。
焊接的形成依靠熔化状态的焊料浸润焊接面,从而产生冶金、化学反应形成结合层,实现焊件的结合。
铅锡焊料熔点低于200℃,适合半导体等电子材料的连接。
只需简单的加热工具和材料即可加工,投资少。
焊点有足够强度和电气性能。
锡焊过程可逆,易于拆焊。
三、线路板锡接条件:
1、焊件具有可焊性
锡焊的质量主要取决于焊料润湿焊件表面的能力,即两种金属材料的可润性即可焊性。如果焊件的可焊性差,就不可能焊出合格的焊点。可焊性是指焊件与焊锡在适当的温度和焊剂的作用下,形成良好结合的性能。不是所有的材料都可以用锡焊实现连接的,只有部分金属有较好可焊性,一般铜及其合金、金、银、锌、镍等具有较好可焊性,而铝、不锈钢、铸铁等可焊性很差。一般需要特殊焊剂及方法才能锡焊。
2、焊件表面应清洁
为了使焊锡和焊件达到良好的结合,焊件表面一定要保持清洁。即使是可焊性良好的焊件,如果焊件表面存在氧化层、灰尘和油污。在焊接前务必清除干净,否则影响焊件周围合金层的形成,从而无法保证焊接质量。
3、合适助焊剂
助焊剂的种类很多,其效果也不一样,使用时应根据不同的焊接工艺、焊件的材料来选择不同的助焊剂。助焊剂用量过多,助焊剂残余的副作用也会随之增加。助焊剂用量太少,助焊作用则较差。焊接电子产品使用的助焊剂通常采用松香助焊剂。松香助焊剂无腐蚀,除去氧化、增强焊锡的流动性,有助于湿润焊面,使焊点光亮美观。
4、合适焊接温度
热能是进行焊接不可缺少的条件。在锡焊时,热能的作用是使焊锡向元件扩散并使焊件温度上升到合适的焊接温度,以便与焊锡生成金属合金。 5、合适焊接时间
2
焊接时间,是指在焊接过程中,进行物理和化学变化所需要的时间。它包括焊件达到焊接温度时间,焊锡的熔化时间,焊剂发挥作用及形成金属合金的时间 几个部分。线路板焊接时间要适当,过长易损坏焊接部位及器件,过短则达不到要求。
四、线路板焊接方式:关于线路板的焊接方法,小批量的焊接方法,多采用手工焊接方式,对于大批量的电子产品生产,则采用浸焊与波峰焊的办法.
五、线路板焊接设备:在整个焊接过程中,使用手工焊接方法,使用的工具多为电烙铁,电烙铁分为外热式电烙铁和内热式烙铁.在批量的线路板焊接过程中,使用的设备为:波峰焊机.
总结:
以下是我从事焊接工作的一点体会 :
一、正确使用电烙铁
1、电烙铁使用前要上锡,具体方法是:将电烙铁烧热,待刚刚能熔化焊锡时,涂上助焊剂,再用焊锡均匀地涂在烙铁头上,使烙铁头均匀的吃上一层锡。 2、焊接时间不宜过长,否则容易烫坏元件,必要时可用镊子夹住管脚帮助散热。
3、焊接完成后,要用酒精把线路板上残余的助焊剂清洗干净,以防炭化后的助焊剂影响电路正常工作。
4、电烙铁应放在烙铁架上。
二、元件焊接顺序
先难后易,先低后高,先贴片后插装。
宗旨:焊接方便,节省时间。
先焊接难度大的,这主要是指管脚密集的贴片式集成芯片。如果把这些难度大的放于最后焊接,一旦焊接失败把焊盘搞坏,那就会前功尽弃。先低后高,先贴片后插装。这样焊接起来方便。如先把高的元件焊接了,有可能妨碍其他元件的焊接,尤其是高大的元件密集众多的时候。如果先焊接插装的元件,电路板就会在焊台上放不平,影响焊接心情。
三、手工焊接贴片元件方法经验
首先在干净的焊盘上涂上一层助焊剂,再用干净的恒温电烙铁往焊盘上薄薄一层焊锡(一般电路板制作的时候都已上好锡,不过有时手工上锡还是非常必要的),把元件放置上去对准,上锡固定好对角,然后随意挑一边用烙铁垂直引脚出线方向较缓滑过,同时稍用力下压元件这条边;然后就同样方法焊对边;然后就另外两边。最后检查,不好的地方重新焊过。焊接时电烙铁温度要适中,一般400度左右为好。
检查方法:首先目测,然后用尖细的东西检查每个引脚是否松动,最后可用万用表测量。
如果两管脚之间短路可涂上些助焊剂,趁酒精尚未挥发之际拿烙铁再烫一次就搞定了(烙铁头一定得弄干净了)。
3
第二篇:电子焊接技术实训报告
广东水利电力职业技术学院
电子电路焊接技术
实训报告
项目名称: 电子电路焊接技术实训
班 级: 10电子信息工程技术1班
姓 名: 易 文 忠
指导老师: 罗 欢
目录
一、各种电子元器件
二、555双音报警电路图分析与理解
三、对电子元器件进行检测的记录
四、电子电路设计与排版图
五、手工焊接时焊接电子元器件的先后顺序说明
六、电子电路调试过程
七、实训总结
一、各种电子元器件
1、电阻器(Resistor )
电阻器(Resistor)在日常生活中一般直接称为电阻。是一个限流元件,将电阻接在电路中后,电阻器的阻值是固定的一般是两个引脚,它可限制通过它所连支路的电流大小。阻值不能改变的称为固定电阻器。阻值可变的称为电位器或可变电阻器。理想的电阻器是线性的,即通过电阻器的瞬时电流与外加瞬时电压成正比。用于分压的可变电阻器。在裸露的电阻体上,紧压着一至两个可移金属触点。触点位置确定电阻体任一端与触点间的阻值。
电阻器的主要技术指标有额定功率、标称阻值、允许偏差(精度等级)、温度系数、非线性度、噪声系数等项。
2、电容器 (Capacitor)
电容器是存储电荷的元件。
具有通交流阻直流的特性,在电路中的作用主要是耦合,隔直﹑虑波﹑谐振﹑保护﹑旁路﹑补偿,调谐,选频等。
基本单位是法拉(F),常用单位是微法(μF)和皮法(pF)。
1 F=106μF=1012 pF
3、半导体二极管
普通二极管:整流二极管、检波二极管、稳压二极管、恒流二极管、开关二极管等;
特殊二极管:微波二极管、变容二极管、雪崩二极管、SBD、TD、PIN、TVP管等;
敏感二极管:光敏二极管、热敏二极管、压敏二极管、磁敏二极管;发光二极管
4、半导体三极管
半导体三极管又称“晶体三极管”或“晶体管”。在半导体锗或硅的单晶上制备两个能相互影响的PN结,组成一个PNP(或NPN)结构。中间的N区(或P区)叫基区,两边的区域叫发射区和集电区,这三部分各有一条电极引线,分别叫基极B、发射极E和集电极C,是能起放大、振荡或开关等作用的半导体电子器件。
5、电感器(Inductor)
电感也是储存电能的元件,通过电感的电流不能突变,所以具有通直流阻交流的特性。在电路中主要起滤波,缓冲,起振,反馈的作用。
6、集成电路
集成电路是利用半导体工艺或厚膜、薄膜工艺,将电阻、电容、二极管、双极型三极管、场效应晶体管等元器件按照设计要求连接起来,制作在同一硅片上,成为具有特定功能的电路。
这种器件打破了电路的传统概念,实现了材料、元器件、电路的三位一体,与分立元器件组成 的电路相比,具有体积小、功耗低、性能好、重量轻、可靠性高、成本低等许多优点。
集成电路的封装,按材料基本分为金属、陶瓷、塑料三类
按电极引脚的形式分为通孔插装式及表面安装式两类。
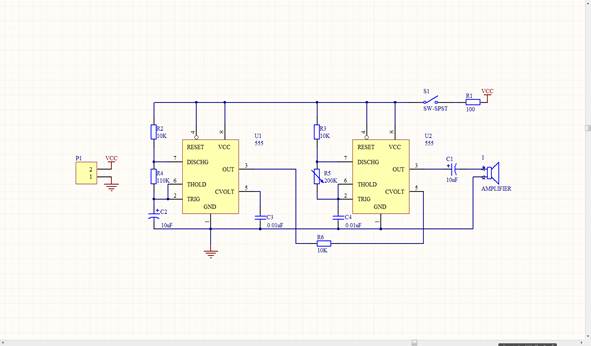
二、555双音报警电路图分析与理解
经过查找资料,应用以前学过的多谐振荡的原理,做出以下电路图,并仿真!
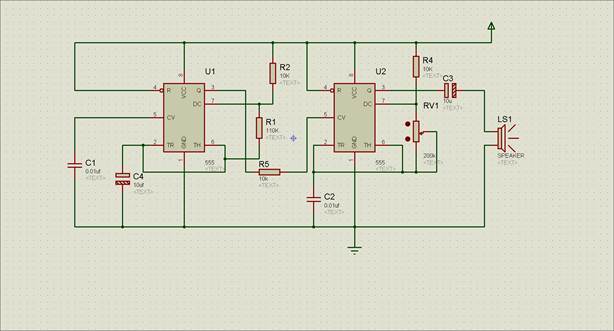
如图,为555双音救护车报警电路,U1:5脚为控制端,片内接比较器反向输入 端,电位为2/3 VCC。一般555组成自激多谐振荡器的时候,将5脚通过小电容 接地,以防止外界干扰对阀值电压的影响,当需要把它变成可控多谐振荡器的时 候,可以在电路的5脚外加一个可控电压,这个电压将改变芯片内比较电平,从 而改变振荡频率,当控制电压升高(降低)时振荡频率降低(升高),这就是控制 电压对振荡频率的调制。利用调制方法,可组成双音报警电路。
U1输出的方波信号,通过R5控制U2的5脚电平。当U1输出高电平时,U2的震荡频率低,当U1输出低电平时,U2的震荡频率高,因此U2的振荡频率被U1的输出电压调制为两种音频,使扬声器发出“嘀...嘟...嘀...嘟...”的双音声响。
三、对电子元器件进行检测的记录
原件清单
10k电阻3个
110K电阻1个
100欧电阻1个
10微法电容2个
103电容2个
200K可变电阻器1个
555集成电路2个
自锁开关1个
蜂鸣器一个
四、电子电路设计与排版图
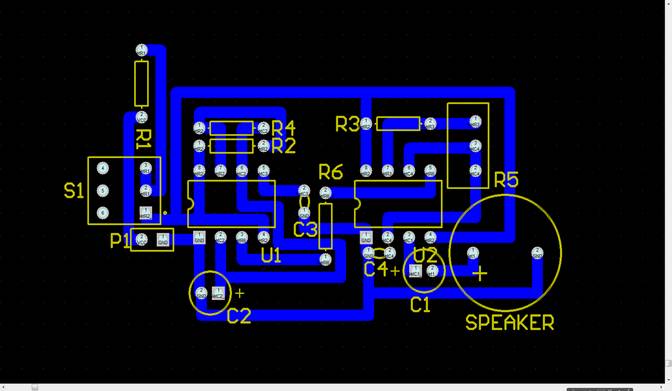
五、手工焊接时焊接电子元器件的先后顺序说明
焊接电路时,由于没有芯片座,只好先直接把555集成电路直接焊接在万能板上,然后,根据pcb先布好的局依次插上原件,然后固定,原则上应该先焊接矮的原件,所以,高的原件例如10微法电容还有蜂鸣器、电位器之类的先不焊,最后在完成大体电路的情况下把高的原件焊接上去,完成整个电路的焊接。
六、电子电路调试过程
整个电路焊好后,经过目测还有用万用表对一些可能短路或者开路的连锡测试,没问题后通电测试,发现并没有预想中蜂鸣器发出“滴...嘟...滴...嘟...”的声音,甚至一点声音都没,但是,用万用表测试555的工作电压,正常,再测U1的输出,也正常,但是,测到U2的输出的时候发现也有比较高的电压,所以,怀疑是电解电容有问题,因为是滤波电容,而且是低压电路,所以我直接把滤波电容短路测试,发现蜂鸣器响了,只是有比较多的噪声,按照常理来说,滤波电容只是起到使输出声音效果比较平滑一点而已,不会隔绝输出的频率,郁闷的是,经过与老师、同学的反复调试,还有更换原件,最终还是没发现问题出在哪里,再拿回宿舍,换一个输入电压,电路居然正常工作了,原来是输入电压的问题,由于我的电路电源一进来经过一个限流电阻,估计是之后的电压无法满足振荡条件,所以,电路工作不正常!!
七、实训总结
这次的实训,对我来说虽然可能没有其他同学那样新鲜,因为平时也做过一些焊接的实操,但是,令人惭愧的是,我的理论知识不够,对于电路的原理理解不够透彻,这次让我更加深刻滴意识到这个问题,就比如555集成电路的运用,以前学数字电子技术的时候已经学过用过了,但是现在又忘了很多,所以,经过与老师,同学反复调试电路的过程,我几乎是重新学了一遍555集成芯片的原理以及应用,也明白了自己的不足,希望以后扬长避短,继续努力学好理论知识,同时不要放弃实践,因为,实践能帮助更透彻地学习各种知识!!!
-
焊接技术报告
目录一焊接工具与材料111电烙铁1111电烙铁类型1112电烙铁的选择2113电烙铁的使用212焊料与焊剂3121焊料3122焊剂…
-
焊接技术实验报告
1手工电弧焊常用弧焊设备与使用一实验名称手工电弧焊二实验目的1了解手工电弧焊的常用设备电焊条2熟悉交流电弧焊机的使用三工作原理手工…
-
焊接技术 实习报告
生产实习报告班级电子本0607姓名常祎川学号06320xx717焊接技术随着逆变技术以及现代数字化控制系统的发展使得超短弧电压喷射…
-
焊接技术专业设置调研报告
吉林机电工程学校焊接技术专业设置调研论证报告为进一步落实我市中等职业教育三年发展规划和中等职业学校一校一策改革与发展方略继续加强中…
-
焊接工艺评定报告-全套
钢结构焊接工艺及评定报告编号编制焊接责任技术人员批准单位日期年月日物理尺寸焊缝余高高度差宽度宽度差焊缝成形焊缝直线度错边量角变形焊…
-
焊接操作实训报告1
焊接实操实训报告学院系别:机电工程学院专业班级学生学号:指导老师:?设计时间:焊接实操实训报告一、实训目的与要求:1.掌握焊接的…
-
电工电子焊接实训报告[1]
电工与电子技术工程训练实训报告班级:学号:姓名:指导教师:成绩:一实习时间20xx年x月x日~20xx年x月x日二实习地点沈阳理工…
-
电烙铁焊接元器件实训报告 熊中发
电烙铁焊接元器件实训报告姓名:熊中发组次:第10组1熟悉电路板元器件及相关知识;○2了解电烙铁一、实训目的:○3丰富和加深对理论知…
-
焊接单片机实训报告
测控仪器生产实习报告系别专业班级学生姓名指导教师实训时段一生产实习目的1熟悉手工焊锡的常用工具的使用及其维护与修理2基本掌握手工电…
-
单片机电路板焊接实习报告
一:实习目的1、熟悉手工焊锡的常用工具的使用。2、基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。3、焊接P…
-
电路焊接实训报告
电路焊接实训报告班级学号姓名指导教师成绩一实习时间20xx年12月15日20xx年12月17日1二实习地点沈阳理工大学应用技术学院…