木工刀具实习报告
西南林业大学
木工刀具实习报告

姓名:-----------
学号:-----------
学院:材料工程学院
专业:材料工程
20##年12月22日
一.实习目的:
1. 通过去参观,认识木才加工机械设备和刀具。
1. 加深自己所学的专业知识的认识,学以致用。
2. 积累经验。
二.实习时间:
20##年12月17日至19日共三天时间
三.实习地点:
昆明周边商场
1.昆明康盛达林业木工机械有限公司
昆明康盛达林业木工机械有限公司成立于20##年,是西南地区最大的林业木工机械专营企业,公司主要经营板式家具、实木家具、装饰机械、林业采伐机械、竹木削片机等产品设备。公司为方便用户,分别在石安高速东段科技园出口设立东部展示厅,在石安高速西段云安会都出口处设立西部展示厅,展厅面积达8000平方米,现货展销青城、马氏、南兴、千川、震邦等国内顶级品牌,全部设备均可现场试机演示,满足不同层次客户需要。 作为一家有着高度的社会责任感企业,服务用户、回报社会、发展企业,是企业的最大追求。“以人为本,诚信经营,踏踏实实做人,认认真真做事”,是我们一贯的风格,公司要求销售人员推荐产品时要实事求是不夸大设备的优点,不隐瞒设备的缺点,公平交易,合情合理。在售后服务上,我们要求快捷高效,定期回访,加强对用户的技术培训,在处理“三包”期后的修理收费,豁达大气。对待用户投诉不回避,不拖延,多沟通,多换位思考。
2.百安居
1969年,B&Q在英国的南安普敦市(Southampton)成立。经过40年的成功发展,B&Q在英国本土拥有超过300家的装饰建材连锁店,是英国家喻户晓的装饰建材第一品牌。
为加速在中国的百安居业务的扩张,收购一家中国私有企业普尔斯马特的五家商场,收购成本为一亿零五百万人民币,约合695万英镑。在各店满足交易条件的情况下,将以现金方式支付上述款项。所有五家商场将由百安居租赁使用,预计在20##年转为百安居模式的商店。中国是全球最令人兴奋的零售市场,翠丰集团在中国的业务扩张表现出色,此项交易加速了百安居中国的业务发展,巩固了其在中国家居市场的领先地位。
20##年,英国翠丰集团宣布收购欧倍德亚洲控股公司在中国投资的零售业务以进一步加速百安居中国的业务扩张。欧倍德在中国拥有13家连锁店,并计划在20##年新增5家连锁店。此次交易涉及约8500万英镑的资产净值。收购欧倍德在中国的连锁店并对其加以改造,将使百安居更显著地巩固其在中国市场第一领导地位。
四.木工刀具
1.木工锯 用于锯切木材的刀具,有圆锯、带锯、条锯、链锯和筒锯等多种,以圆锯和带锯最为常用。当锯口与木纹平行时称纵切(剖分),锯口与木纹垂直时称横切(截断),后者采用的圆锯齿形与前者不同,以利于横切时割断纤维刀片 带刃口的平板状刀具,用于木材的平面加工或剖切加工。将不同参数的刀片装在各种机床上,可以进行不同方式的加工,如刨切、旋切、刮光和剪切等。刨切用于平面加工,刀片或工件一般作直线运动。在特定条件下(如减小切削角)刨切能切制薄木,薄木是一种优质的装饰材料。旋切时,木料绕固定的中心旋转,刀片向中心作连续的直线运动,将木料切制成带状薄木(单板),用以生产胶合板。剪切用于胶合板生产时裁剪单板。一般用碳素工具钢制作木工锯片,常用的牌号有两个:T9、T10。(即含碳量大约为0.9%和1.0%的碳素钢)。用来加工木头,根据齿形可以分为:左右齿、横截齿 。
木工锯片包含合金刀头的种类、基体的材质、直径、齿数、厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片的加工能力和切削性能。选择锯片时要根据锯切材料的种类、厚度、锯切的速度、锯切的方向、送料速度、锯路宽度需要正确选用锯片。
木工锯片常用的齿形有左右齿(交替齿)、平齿、梯平齿(高低齿)、倒梯形齿(倒锥形齿)、燕尾齿(驼峰齿)、以及并不多见的工业级的三左一右、左右左右平齿等。(1). 左右齿运用最为广泛,切削速度快,修磨相对简单。适用于开料和横锯各种软、硬实木型材和密度板、多层板、刨花板等。装有防反弹力保护齿的左右齿即为燕尾齿,适用于纵向切割各种有树节的板材;带有负前角的左右齿锯片由于锯齿锋利、锯切质量好,通常用于贴面板的锯切。(2). 平齿锯口较粗糙,切削速度较慢,修磨最为简单。主要用于普通木材的锯切,成本较低,多用于直径较小的铝用锯片,以保持切削时减少粘连,或用于开槽锯片以保持槽底平整。(3). 梯平齿是梯形齿和平齿的组合,修磨比较复杂,锯切时可减少贴面崩裂现象,适用于各种单双贴面人造板、防火板的锯切。铝用锯片为了防止粘连也多用梯平齿的齿数较多的锯片。(4). 倒梯齿常用于裁板锯底槽锯片中,在锯切双贴面的人造板时,槽锯调整厚度完成底面的开槽加工,再由主锯完成板材的锯切加工,以防止锯口出现崩边现象。
锯齿的齿数,一般来说齿数越多,在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。通常齿间距在15-25mm,应根据锯切的材料选择合理的齿数。
锯片的厚度从理论上我们希望锯片越薄越好,锯缝实际上是一种消耗。合金锯片基体的材料和制造锯片的工艺决定了锯片的厚度,厚度过薄,锯片工作时容易晃动,影响切削的效果。选择锯片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。有些特殊用途的材料要求的厚度也是特定的,多片锯锯片多为薄型。
锯片直径与所用的锯切设备以及锯切工件的厚度有关。锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。 标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸),450MM(18寸)、500MM(20寸)等,木工锯片的直径多设计为120MM-400MM之间。

(圆锯片)

(硬质合金圆锯片)
2.木工铣刀 具有一个或多个刀齿的回转刀具。通过工件与铣刀的相对运动,各刀齿依次间歇地切去工件的余量。木工铣刀按装卡方式分为带孔套装铣刀和带柄铣刀两类。套装铣刀的结构有整体式、镶片式和组合式 3种。铣刀广泛用于细木工生产中加工平面、成形面、榫孔、、榫头、槽孔和雕刻等工作。与切削金属用的铣刀相比,木工铣刀具有较大的前角和后角,以便获得锋利的刃口,减小切削阻力。其另一特点是切削齿数较少,具有更大的容屑空间。木工铣刀的材料除了工具钢和合金钢外,也广泛采用硬质合金,以提高生产效率和刀具寿命。
选用铣刀的依据
(1).被切削材料的性质:木材切削的对象是实木和木质复合材料。实木又可划分为软材、硬材和改性处理的木材等;木质复合材料包括单板层积材、胶合板、刨花板、定向刨花板、大片刨花板、石膏刨花板、水泥刨花板、硬质纤维板、中密度纤维板、高密度纤维板、细木工板、胶合成材等。有些木材或木质复合材料工件还要经过单面或双面贴面装饰处理。
(2).切削方向:实木切削时,根据刀刃相对木材纤维的方向将木材切削分为纵、横、端向和纵端向、纵横向和横端向切削。
(3).刀具回转方向和进给方向:依据机床刀轴的回转方向和木材工件进给的方向,确定刀具上刀刃的倾斜方向。
(4).刀具与工件稳定性:刀具与工件在切削加工过程中的稳定性包括几个方面的内容,工件的稳定性是指木材工件在切削加工中平稳进给而不发生跳动。加强工件稳定性采取的措施主要有降低工件重心和增大接触面积。
(5).加工表面质量要求:木材工件表面质量包括表面粗糙度、几何尺寸和形状位置精度。
木工铣刀的选用
(1).确定铣刀的主要技术参数:刀具外径,加工厚度,中心孔径 其它的技术参数:刀齿数,回转方向,回转速度,进给速度,夹持方式,刀齿材料。
(2).选择铣刀的结构形式:根据切削加工对象的性质和要求,从技术和经济两个方面综合考虑选择整体铣刀,焊接整体铣刀,装配铣刀和组合铣刀。
(3).铣刀回转方向的选择:铣刀回转方向是依据加工机械主轴的回转方向和刀轴与进给工件的相对位置确定的,无论是整体铣刀,还是装配铣刀,切削刀刃相对铣刀半径的倾角决定了铣刀的回转方向。
(4).铣刀切削用量的选择:铣刀的切削用量包括铣刀的切削速度,工件的进给速度和铣削深度。铣刀的切削速度取决于铣刀转速和铣刀的半径。工件的进给速度取决于对切削加工表面质量的要求。被切削工件的表面粗糙度很大程度上取决于切削过程中铣刀每齿进给量,每齿进给量过大,加工表面过于粗糙,每齿进给量太小,加工表面会出现烧焦现象,因此铣刀的每齿进给量必须适当。
(5).铣刀运转的稳定性:铣刀运转的稳定性是保证加工精度和加工表面质量的基础。这包括两方面的内容:一是铣刀在切削加工中由于受到外力激发而产生振动;二是铣刀在外力的作用下发生变形。
(6).铣刀加工的安全性:铣刀加工的安全性包括铣刀回转速度限制,屑片厚度限制,成型铣刀廓形高度限制和装配铣刀刀片厚度与伸出量限制等。
木材切削加工的特点是高速度切削,铣刀的回转速度多在3000rpm以上,高速切削为木材切削加工带来的高生产效率和光洁的表面质量。同时,也带来了一系列的安全问题,因此当铣削加工机床主轴转速达到9000rpm时,除刀具小于16mm的柄铣刀外,应禁止使用装配式铣刀,对于焊接整体铣刀的焊缝也进行严格的探伤检查。屑片厚度限制是保证铣刀进给量过大而引起铣刀严重过载必备的措施。
对于成型铣刀,成型轮廓廓形高度值与铣刀的夹持方式,切削工件厚度,铣刀的直径有密切的关系。在切削加工工件厚度、铣刀直径和中心孔径确定以后,铣刀廓形高度反映了铣刀自身的强度和刚度,以及对切削阻力的承受能力。因此对廓形高度必须要有所限制,以保证铣刀使用时的安全。 装配式铣刀刀体设计时必须要考虑刀片的夹持问题,无论是圆柱型的刀体还是圆盘型的刀体,刀片夹持形式必须保证可以提供足够大的夹紧力以反抗回转离心力。

 (铣刀)
(铣刀)
3.木工钻头 木工钻头是端部有刃口的杆状或螺旋状刀具, 用于加工通孔或盲孔。木工钻头与木工立铣刀不同之处是侧面无刃口,木工钻头除了有主切削刃外,外缘有尖的沉割刃,用以切断木纤维,使孔的侧面更平整。榫孔加工刀具 用于加工榫孔的专用刀具式样很多,有空心方凿、带钻头的空心方凿、链式打眼刀和机用凿子等。空心方凿的端面有月牙形刃口,用以在钻孔周围切出方角。带钻头的空心方凿是钻头和方凿相组合的刀具,钻头装在空心方凿里面。链式打眼刀是一种连续转动的链条式的多齿刀具,它加工榫孔时类似于铣削或纵向锯切。用机用凿子开榫孔时,凿子作上下往复的切削运。
机械木工钻包括有钻尖、圆周切削刃、主切削刃、出屑槽,主切削刃的后刀面的横截面形状或为直线形,或为凹圆弧形;钻尖的形状或为四棱锥形,或为锥形螺丝。主切削刃后角α明显增大,刃口锋利。钻孔时,轴向阻力明显减少,进给速度增快,因此提供了工作效率,减轻了劳动强度;同时,由于主切削刃的后角α增大,减少了后刃面与材料的摩擦,使钻头不易发热,减少了钻头的摩损,延长了钻头的使用寿命。



五.实习心得
通过这次的实习让我更加了解了木工刀具,这是课堂上学习不到的东西。这次实习让我们走出课堂亲自看到了接触了木工刀具,也让我们知道了我国木工刀具的现状。我们国家的木工刀具时间用长了造成磨损,然后就不能用了,废弃了,没有专门磨刀的地方,这个产业连还没发展起来。这样一来就提高了成本了。
第二篇:木工刀具实习报告
西南林业大学 《木工机械与刀具》 专业认知实习报告
教学院系:材料工程学院 专 业:木材科学与工程 学生姓名:葛 鑫
学 号:20101053066
20xx年12月22日
一. 实习目的
木工机械与刀具,在木材加工工厂、人造板生产工厂、家具生产工厂所起到的作用不言而喻。现在的各种家具几乎都实现机械化生产。随着科技不断地向前发展,新科技、新材料、新工艺不 断涌现。电子技术、数字控制技术、激光技术、微波技术以及高压射流技术的发展,给家具机械的自动化、柔性化、智能化和集成化带来了新的活力,使机床的品种不断增加,技术水平不断提高,给家具生产带来快速、经济、便捷的生产。锯、刨、钻、铣、砂,每一道工序都用到不同机械,以及各种各样的刀具。
通过本次实习,对木工机械与刀具有一个感性认识,复习课堂理论知识,让理论知识与生产实践结合起来,更好的理解木工机械与刀具的重要性和不同刀具、不同刨切的好处与特点。了解实际生产工艺流程和生产现状,便于今后工作实践更有效地学习、吸收理论知识。
二. 实习简介
一.实习时间:
20xx年12月17日——20xx年12月21日
二.实习地点:
1. 昆明新飞林人造板有限公司:
地址: 昆明市普吉路568号 2. 云南玉加宝人造板有限公司:
地址:云南省玉溪市红塔区开发区高仓片区原砖厂
3. 昆明红塔木业有限公司:
地址:中国 云南 昆明市 昆明国家经济技术开发区劲勋路1号
三.实习安排:
第一天
20xx年12月17日,周一,早上我们召开了实习安排会。实习安排为: 20xx年12月18日到昆明新飞林人造板有限公司
20xx年12月19日到玉溪玉加宝人造板有限公司
20xx年12月20日到昆明红塔木业有限公司
第二天
20xx年12月18日 周二 早上8点30分 昆明新飞林人造板有限公司 公司简介:昆明新飞林人造板有限公司的前身是云南省昆明木材厂,始建于一九五二年,原为国家林业部、云南省林业厅、昆明市共同出资的联营企业。20xx年国有资产退出,公司改制成有限责任公司。公司占地170.92亩,总资产1.3亿元,拥有各类专业技术人员百余人。是全国木材综合加工的重点骨干企业之一,被评为云南省林业产业龙头企业。 近年来,新飞林公司加快了技术改造步伐,大力开展木材综合利用,紧跟世界林产工业的发展潮流,先后从欧美各国引进人造板、家具制造技术和设备,开发出一系列特色产品:飞林牌防潮型刨花板、飞林牌环保型刨花板、飞林牌环保防潮型刨花板、飞林牌三聚氰胺抗菌饰面板和飞林牌板式家具等。其中,“飞林牌”刨花板获得“绿色之星”和云南省名牌产品称号,其产品质量、性能经检测已达到国内领先和国际先进水平。 a. 公司的主要产品:
>.公司拥有年产5万m3的刨花板。公司生产的“飞林”牌刨花板
具有较强的环保、防潮性能。经检测其防潮性能24小时吸水厚度
膨胀率、湿循环性能测定的吸水厚度膨胀率和内结合强度均达到欧
洲EN312-5标准,游离甲醛释放量低于4mg/100g,达到了国际E0
级(超健康级)标准要求。
>.公司拥有年产400万m2的浸渍胶膜纸饰面人造板。公司生产的
“飞林”牌浸渍胶膜纸饰面人造板是经高温热压贴覆三聚氰胺浸
渍胶膜纸制成,环保性能达到欧洲E0级(超健康级)水平。具有
色彩亮丽、抗污、耐磨、耐老化、抗菌防霉等功能。
公司拥有年产60万m板式家具。公司以自产高品质健康环保的
“飞林”E0浸渍胶膜纸饰面人造板为材料,配以高档次的五金配
件,生产款式新颖、引领潮流、符合人体工程学设计的民用、办公
家具。目前公司已形成了完备的家具工程项目承接、设计、生产、2
安装和售后等系统化业务模块,成为省内同行中有一定规模和竞争力的家具制造商之一。
第三天
20xx年12月19日 周三 早上十点 玉溪玉加宝人造板有限公司
公司简介:云南玉加宝人造板有限公司是国内中型人造板专业生产企业,位于玉溪高新技术产业开发区。公司成立于19xx年11月,总投资2.5亿元,占地面积7万多平方米,为玉溪市“九五”期间两个重点建设项目之一。公司现有员工500人,各类专业技术人员398人,注册资本壹亿捌仟万元整。企业通过了IS09001质量管理体系认证,获中国纤维板行业百强企业、高新技术企业、省级林产业龙头企业等多项荣誉。 公司引进德国辛北尔康普公司中(高)密度纤维板连续平压自动化生产流水线,全程PLC控制,年产能力7万立方米。纤维板产品质量优于国家及行业标准(GB/T11718-2009、LY/T1611-2003)要求,甲醛释放量优于国家标准E1、E2级限定值。多年来与“升达”、“红塔”、“银燕”、“生活家”等大型知名强化地板公司建立了良好的供销关系,“加宝”品牌誉满西南市场。
第四天
20xx年12月20日 周四 早上八点半 昆明红塔木业有限公司
公司简介:昆明红塔木业有限公司成立于19xx年,是云南红塔投资有限公司与香港玉成贸易有限公司、香港宣威集团,共同投资
3.5亿元人民币倾力兴建的现代化木材综合生产加工企业。
公司位于昆明国家经济技术开发区內,分为两个生产区,占地7万多平方米,交通便利,环境优美。
公司坚持对先进技术的不断吸收和创新,分別从德国、意大利、美国等引进具有国际先进水平的木制品生产和加工设备,组成了制材、干燥、刨切、精加工、压贴、油漆等自动化流水生产线,形成了以实木和人造板为原料的两大系列产品格局,可提供实木门、复合门、实木地板、三层复合实木地板、多层实木复合地板、强化地板、家
具、装饰材料等多种产品及服务。
公司视质量为生命,通过了iso9001:2000国际质量管理体系认证和iso14001国际环境管理体系认证,结合系统计化、现代化的工艺、生产及质量管理体系,对生产和服务过程进行严格控制,使所生产的优质装饰建材产品在激烈的市竞争中经受住了严峻的考验,多次获得国际国內金奖,得到了广大消费者的认可,并远销美国、澳大利亚、日本、韩国、新加坡马来西亚等国际市场。
a. 公司现有主要设备情況
公司现有机械加工设备约700多台,其中大部份为进口设备,包括:
1、全套具有国际先进水平的德国dieffenbacher、vits及homag公司的强化木地板生产线和技术;
2、全套homag公司、奥地利wintersteiger公司及意大利italpresse公司的实木复合地板生产线和技术;
3、全套德国、意大利先进的实木系列门、木质复合门生产线和技术;
4、全套意大利superfici公司的uv油漆涂装生产线和技术。
b. 主型产品生产能力
强化木地板:300万平方米/年
三层实木复合地板:30万平方米/年
多层实木复合地板:50万平方米年
实木门系列:10万片/年
木质复合门:10万片/年
油漆涂装加工:300万平方米/年
三. 课程实习
3.1木工刀具
木工刀具是以切削方法将木材加工成需要的形状和尺寸的刀具。木工刀具有手用和机用两种,在成批和大量生产中都应用机用的木工刀具。
机用的木工刀具分为锯、刀片、铣刀、钻头和榫孔加工刀具5类
木工锯 用于锯切木材的刀具,有圆锯、带锯、条锯、链锯和筒锯等多种,以圆锯和带锯最为常用。当锯口与木纹平行时称纵切(剖分),锯口与木纹垂直时称横切(截断),后者采用的圆锯齿形与前者不同,以利于横切时割断纤维。
刀片 带刃口的平板状刀具,用于木材的平面加工或剖切加工。将不同参数的刀片装在各种机床上,可以进行不同方式的加工,如刨切、旋切、刮光和剪切等。刨切用于平面加工,刀片或工件一般作直线运动。在特定条件下(如减小切削角)刨切能切制薄木,薄木是一种优质的装饰材料。旋切时,木料绕固定的中心旋转,刀片向中心作连续的直线运动,将木料切制成带状薄木(单板),用以生产胶合板。剪切用于胶合板生产时裁剪单板。
木工铣刀 具有一个或多个刀齿的回转刀具。通过工件与铣刀的相对运动,各刀齿依次间歇地切去工件的余量。木工铣刀按装卡方式分为带孔套装铣刀和带柄铣刀两类。套装铣刀的结构有整体式、镶片式和组合式 3种。铣刀广泛用于细木工生产中加工平面、成形面、榫孔、、榫头、槽孔和雕刻等工作。与切削金属用的铣刀相比,木工铣刀具有较大的前角和后角,以便获得锋利的刃口,减小切削阻力。其另一特点是切削齿数较少,具有更大的容屑空间。木工铣刀的材料除了工具钢和合金钢外,也广泛采用硬质合金,以提高生产效率和刀具寿命。
木工钻头 木工钻头是端部有刃口的杆状或螺旋状刀具, 用于加工通孔或盲孔。木工钻头与木工立铣刀不同之处是侧面无刃口,木工钻头除了有主切削刃外,外缘有尖的沉割刃,用以切断木纤维,使孔的侧面更平整。
榫孔加工刀具 用于加工榫孔的专用刀具式样很多,有空心方凿、带钻头的空心方凿、链式打眼刀和机用凿子等。空心方凿的端面有月牙形刃口,用以在钻孔周围切出方角。带钻头的空心方凿是钻头和方凿相组合的刀具,钻头装在空心方凿里面。链式打眼刀是一种连续转动的链条式的多齿刀具,它加工榫孔时类似于铣削或纵向锯切。用机用凿子开榫孔时,凿子作上下往复的切削运动。
3.2木工机械
木工机械是指在木材加工工艺中,将木材加工的半成品加工成为木制
品的一类机床。
木工机床加工的对象是木材。木材是人类发现利用最早的一种原料,与人类的住、行、用有着密切的关系。人类在长期实践中积累了丰富的木材加工经验。木工机床正是通过人们长期生产实践,不断发现、不断探索、不断创造而发展起来的。

1. 原木加工机械
旨在对原木进行初道的加工处理的机械,如锯切、去木皮、除湿等,有大型圆锯机、皮带锯、旋切机等。
2. 板材制造 实木板及人造板(胶合板、中密度板、刨花板等材料)的制造机械,并对板材的表面进行处理,以供家具加工所用板材的前道加工程序用的机械,如拼板机、指接机、冷热压机,覆面机,表面涂装设备等。
3. 家具制造机械 包括板式家具、办公家具、实木家具、橱柜、木门、等从锯切、成型、仿形、钻孔、开榫槽、拼接组合、涂胶、上漆到包装等各方面,均可由机械来加工完成。
4、地板、墙裙板、墙板的生产设备
主要机械设备有单片锯、四面刨、双头铣床、砂光机、滚涂机、UV
按加工功能 1、锯切类
主要设备有:圆盘锯又叫风车锯、皮带锯、单片纵锯、多片锯、推台锯、开料锯、双头锯等 2、旋切类
主要设备有:有卡旋切机、无卡旋切机、木材剥皮机等
3、车床类
有普通车床、仿形车床、背刀车床、数控车床等
4、刨床类
普通平刨、斜口平刨、自动平刨等
5、铣床类
有立轴铣、立式镂铣机、吊镂机、气动吊镂机、修边机、双头铣、梳齿机、开榫机、数控雕刻机等
6、砂光类
有普通砂带机、立卧砂带机、震荡砂带机、砂边机、砂光机、重型砂光机、底漆砂光机、高架砂光机、异形砂光机、气鼓砂、千叶轮砂、海绵轮砂、盘式砂光机、推台砂光机等
7、钻孔类
有立式台钻、卧式台钻、立式排钻、卧式排钻、立式多孔钻、单排钻、多排钻、铰链专用钻、等
8、压力胶合类
有冷压机、热压机、气动组装机、电动组装机、液压组装机、接长机、拼板机、涂胶机等
9、表面处理类
有贴纸机、封边机、热转印机、真空覆膜机等
10、油漆涂装类
有底漆砂光机、喷涂机、静电喷涂机、滚涂机、UV干燥机、淋幕机、粉尘清除机、皮带流水线、烤漆箱等
11、木材处理类
有木材烤干机、木材调节湿度机、补板机、木材测湿仪等

(1)高速度切割。
(2)有些零部件的制造精度相对低。
(3)木工机床的噪声水平较高。
(4)木工机床一般不需要冷却装置,而需要排屑除尘装置。
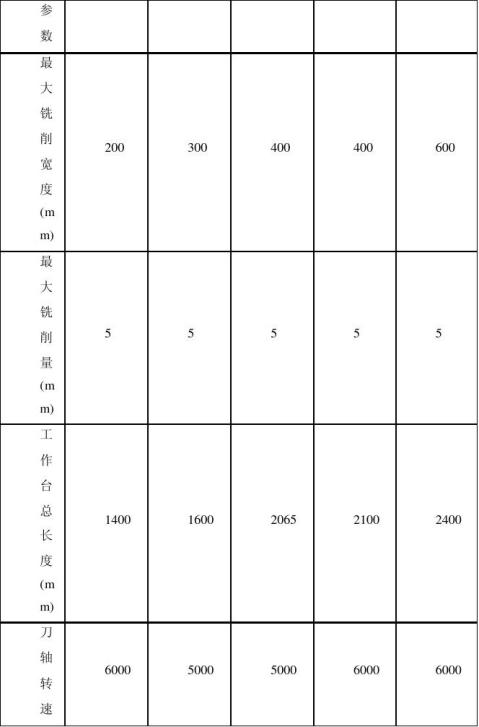
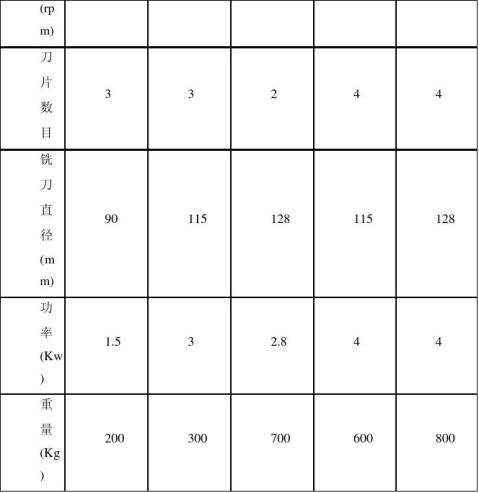
(5)木工机床采用不能贯通自动进给方式多,数控工位加工方式少。 常见木工机械产品参数
表面刨床,最大工作宽度520mm, 工作台全长 2960mm, 进料台长1780mm, 围栏规格 500X175mm, 刀具速度5000rpm, 电机功率4KW, 5.5 HP, 50HZ, 刀具数量4把,刀具挡板 120mm, 围栏倾斜度45度,配有保护装置,进料台为液压驱动,接榫, 配有偏心卡盘,手工操作
厚度刨床, 工作宽度 520mm, 最大(小)高度 300 mm ( 3 mm ), 工作台长度 250 mm, 刀具数量4把, 进料速度 6 – 20 m/min, 主发动机7.5 HP / 5.5 KW, 配有尘土取出装置,2个塑膜的出料辊
圆锯,倾斜刀锋,固定操作台尺寸1150 x 630 mm, 滑行车架尺寸1500 x 350 mm, 滑行车架锯2000 mm, 刀具台倾斜度90 - 45 度.刀锋直径:标准刀具350 mm, 最大刀具400 mm, 划线刀具120 mm, 锯轴直径:主刀 30 mm, 划线刀20 mm, 最大切削深度: 90 度110 mm, and 45 度75 mm, 锯杆速度: 主刀3200/4500/6000 rpm, 划线刀 9800 rpm, 主电机功率 4 KW 5,5 HP 50 HZ, 副发动机功率0.75 KW 1 HP 50 HZ, Complete with:, 配有铝合金操作台, 硬质不锈钢导路,偏心卡盘,刀锋安全装置,人工启动,TCT刀锋,直径350 x Z 54 x 3,6 mm,
木工铣床:操作台尺寸720 x 730 mm, ,工作长度 180 mm, 运行距离 260 mm, 工作速度3000/ 4500/6000/7000/10000 rpm, 主电机功率2.9 KW,4 HP 50 HZ, 配置: 可调整的护栏(最大直径250mm), 前后盖, 脚踏控制的机械制动装置,工作高度显示表, 星形三角启动开关, 偏心夹钳, 可移动护栏 -45 + 45 度,铣床轴 30 mm.
带锯,锯轮直径 800 mm, 最大切削高度400 mm,最大切削宽度 785 mm, 操作台距地面高度 960 mm, 锯锋宽度40 x 7/10 mm, 操作台尺寸1180 x 800 mm, 锯锋最大长度5630 mm, 电机高度4 – 5.5 HP, 轮子转速 660 RPM, 有除尘装置

摇臂锯/旋臂锯:电机功率5 HP, 电机转速3000 U/min, Diameter motor spindle 25 mm, 法兰孔直径30 mm, 安全罩直径400 mm, 最大切削宽度90°度900 mm, 45度 635 mm, 最大切削高度90°度125 mm,45°度 85 mm, 最大撕开宽度90度1080 mm, 工作台高度790 mm, 有除尘装置,车床, 孔距 1600 mm, 孔高 250 mm, 电机功率2.2 – 3 HP, 速度650/900/1100/1300/1500/1800/2200/3000, 尺寸 2460 x 440 mm,配置:面盘, 主轴箱和必要配件
砂带磨床,台长1500 / 2000 mm, 宽600 mm, 垂直磨距 600 mm, 水平磨距 500 mm, 刀具长度 3900 / 4900 mm, 刀具宽度100 / 120 mm, 电机功率2 HP, 滑轮直径150 mm

木工机械在启动时,电机的电流会比额定高5-6倍的,不但会影响电机的使用寿命而且消耗较多的电量.系统在设计时在电机选型上会留有一定的余量,电机的速度是固定不变,但在实际使用过程中,有时要以较低或者较高的速度运行,因此进行变频改造是非常有必要的。变频器可实现电机软启动、通过改变设备输入电压频率达到节能调速的目的,而且能给设备提供过流、过压、过载等保护功能。进口变频器ABB西门子比较好,但贵得离谱,国内变频器做得较好的有台安、三晶、汇川和英威腾等。 四.实习内容:
1.锯机:
. 1. 单锯轴多锯片圆锯机
机床主要部件
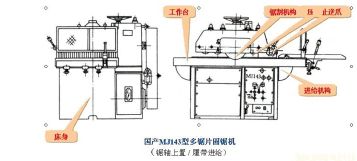
机床传动系统
主轴结构
2.刨床
刨床用于增加木制品零件的表面光洁程度,有些刨床(如压刨)还可以使零件获得一定的厚度。
刨床分为平刨、压刨、四面刨及精光机等。
主参数:最大加工(工作台)宽度
轻型: 工作台宽度 200~400mm
中型: 工作台宽度 500~700mm
重型: 工作台宽度 800~1,000mm


下面是我们在实习过程中见得最多的平刨床:
平刨床通常用来加工木质零件的基准面。
平刨床多数靠手工进料,按照最大刨削宽度,平刨床可以分为轻型(200~400mm)、中型(500~700mm)和重型(800~1000mm)三类。
平刨床主要由床体(床身)、前工作台、后工作台、刀轴、电机及导尺(导板、靠尺)等构成,如下图:
平刨床(surface planer)
平刨床的结构组成


a. 组成
b. 调整
前工作台高度调整
后工作台高度调整
调整机构
调整方向:斜上方
作用:兼顾工作台高度及其与刀轴间的空隙 平刨床的主要技术参数





4. 封边机
封边就是用单板条、木条、浸渍纸封边条、塑料封边带等材料将板式或框式部件的四周边缘封贴起来,以达到美观、耐用、提高产品外观质量的目的。
板式部件周边的封边工序是板式家具生产中一道重要工序,封边机以成为板式家具生产不可缺少的设备。
封边机属于木工多工序机床类
机床在加工过程中,自工件开始进给后不需要人工换位等任何手工辅助作业,工件在一次进给中能够完成多种不同的加工工序,如涂胶、封边胶合、前后截头、上下齐边倒棱、刮胶、刮光等。

封边机的种类:
a直线型封边机
b曲直线型封边机
c直线曲缘型封边机
d 边缘披覆型封边机
e 复合型封边机
下面我们简单介绍单面直线封边机
单面直线封边机的工艺用途:
单面直线封边机采用塑料带、单板条或微薄木等,对板式工件的直线型侧面进行封边。工作过程中,它依次完成工件的进料、涂胶、封边条输送、胶合、戴头、修边和砂光等各个工序。
单面直线封边机的组成结构(以MON-L型为例)
1、床身
2、涂胶系统
3、封边材料剪切装置
4、压合系统 链接
5、封边修整系统
前、后戴头刀架
粗修边上、下刀架
精修边上、下刀架
砂光系统
6、工件进给系统、传动装置和工件支架等组成。
2、涂胶系统:胶罐、胶辊、涂胶量调节装置、加热装置组成
3、封边材料剪切装置:封边材料输送装置、封边带宽度限位装置、剪切器组成
4、压合系统:主压力辊、辅助压力辊组成
修边上、下刀架的一般组成:铣刀、高频电机、回转溜板、水平溜板、水平浮动滑动、垂直溜板、立柱。
五.实习总结
总的来说,我们所去的企业中,新飞林和玉加宝属于人造板行业中的中上游企业,它们都是以人造板制造为主。企业中都有较为先进的人造板生产线,也有较为完整的生产设备。其中很多设备都是以进口为主,其中玉加宝的生产线较为先进,基本都是进口,而且玉加宝的锅炉改造项目尤其值得提起,这个锅炉的改造使得玉加宝的资源再利用上了一个台阶,既达到环保要求,又达到节省成本的作用,而在新飞林与玉加宝,它们都为了求得企业的更好生存,都在产业链的中下游开拓了新领域,新飞林利用自身人造板的优势,开拓了家具制造。而玉加宝则依靠企业能生产出强化地板所需要的中高密度纤维板,在强化地板,木门领域开拓了一定的市场。此外,昆明新飞林人造板有限公司,它们的人造板机械、管理、规模是比较先进的。总体来说,三个企业中,红塔木业设备最为先进,基本所有设备都是进口的。但是据带队的员工私下给我们介绍,公司产品的销路不太好,所以公司的情况并不太好。通过这次实习,我对“木工机械与刀 具”这门课有了更进一步的了解,从知识到实际应用的转化更加清楚的了解了木工刀具、木制品加工过程中的一些必需要注意到的事项
等。同时,这次实习也让我认识到了自己的缺点与不 足,在以后的学习和生活中,我会加倍努力,从而为今后走向工作岗位以及步入社会打下坚实的基础。
-
木工专业实习报告
木工专业综合实习报告一、综合实习目的通过综合实习深化对所学课程和专业理论知识的感性认识,使理论知识获得巩固与提高,了解家具及相关企…
-
木工实训实践报告
木工实训实践报告一材料11材料种类及用途大芯板细木工板厚度18mm厚度15mm做各种造型门门套等使用最频繁15mm的用在柜体的门上…
-
木工机械实践报告
木工机械实习报告通过本次实践我们对木工机械有一个感性认识复习课堂理论知识与生产实践结合起来更好的理解木工机械的重要性和不同刀具不同…
-
木工刀具实习报告
西南林业大学木工刀具实习报告姓名学号学院材料工程学院专业材料工程20xx年12月22日一实习目的1通过去参观认识木才加工机械设备和…
-
孙瑜— 家具木工实习报告
实习--传达设计精神———家具木工实习报告姓名:孙瑜班级:家具1111学号:1112205125这一周是我们家具班期,导师带我个地…
-
木工专业实习报告
木工专业综合实习报告一、综合实习目的通过综合实习深化对所学课程和专业理论知识的感性认识,使理论知识获得巩固与提高,了解家具及相关企…
-
《木工实训》教学大纲
木工职业技能培训教学计划理论知识1、识图(1)建筑施工图、结构图和构件、配件标准图4(2)各类一般详图4(3)建筑图纸分类以及图纸…
-
孙瑜— 家具木工实习报告
实习--传达设计精神———家具木工实习报告姓名:孙瑜班级:家具1111学号:1112205125这一周是我们家具班期,导师带我个地…
-
木制品实训报告
木制品加工技术实训报告班级:林业0903姓名:吴丽挺学号:06实训目的:了解各种木工机械的名称、加工范围及加工原理。熟悉并且熟练操…
-
工程实习报告
工程实习报告实习人员XXX专业同济大学工程管理专业独立本科段准考证号码XXXXXXX实习日期20xx年10月27日20xx年11月…
-
建筑工程技术生产实习报告
一.前言生产实习是土木工程专业教学计划中必不可少的实践教学环节,它是所学理论知识与工程实践的统一。在实习过程中,我以一个住宅小区为…