电镀废水处理方法个人心得总结
电镀废水处理方法
含氰废水处理
参考《电镀废水设计规范》
碱性氯化法宜用于处理电镀生活过程中的各种含氰废水,废水中氰离子的含量不宜大于50mg/L。应避免铁镍离子混入含氰废水处理系统。一般情况下可采用一级氧化处理,有特殊要求时可采用二级氧化处理。含氰废水经氧化处理后,应再经沉淀和过滤处理。当车间设有混合废水处理系统时,含氰废水经氧化处理后可直接排入混合废水处理系统进行处理。 采用一级氧化处理系统时,可以采用如下图所示基本工艺流程:
一般情况下可采用间歇式处理。当设置两格反应池交替使用时,可不设调节池。沉淀方式宜采用静止沉淀。当采用连续式处理时,沉淀方式宜采用斜板沉淀池等设施。
采用两级氧化处理含氰废水时可以采用下图所示基本工艺流程:
第一级氧化和第二级氧化所需氧化剂必须分段投加,投加比例宜为1:1。
处理含氰废水所需的氧化剂可采用次氯酸钠、漂白粉、漂粉精和液氯。投药量通过实验确定。当无条件试验时,投药量应按氯离子与活性氯的重量比来计算确定。其一级氧化比为 1:3~1:4两级氧化处理时宜为1:7~1:8。
一级反应时的PH值应控制在10~11。当采用液氯作氧化剂时PH值应控制在11~11.5反应时间宜为30分钟。当采用两级氧化处理时一级反应的PH值应控制在10~11,反应时间宜为10~15min,二级氧化处理时的PH值应控制在6.5~7.0,反应时间宜为10~15min。 当采用间歇处理时,反应后沉淀时间宜采用1.0~1.5h。
根据实际水质情况,建议采用二次碱性氯化法破氰,氧化剂采用NaCLO。一次氧化阶段PH控制在10-11,ORP在300mV左右,二次破氰PH控制在7-8之间,ORP在650mV左右。 该处理方法稳定可靠,采用进口ORP计及PH计在线监控,控制药剂投加量,降低处理费用,处理后废水流入混合废水调节池。
含铬废水处理
参考《电镀废水设计规范》
采用亚硫酸钠法处理含铬废水,可采用下图所示基本工艺流程图:
一般宜采用间歇式处理,当设置两格反应沉淀池交替使用时,可不设废水调节池,其沉淀方式宜采用静止沉淀。当废水量大,含六价铬离子浓度变化幅度不大时,可采用连续式处理,沉淀方式宜采用斜板沉淀池。
采用亚硫酸钠法处理含铬废水,应符合列要求:
1、 废水应先进行酸化,其PH值应小于或等于3。
2、 亚硫酸钠的投药量应按实际情况确定,一般可按六价铬离子与亚硫酸钠的重量比
1:3.5~1:4投加。
3、 亚硫酸钠与废水混合反应均匀后,应加碱调整PH值至7~8。
4、 亚硫酸钠与废水混合反应时间和碱与废水混合反应时间都不宜小于15~30min。
当采用间歇处理时,反应沉淀池应加盖封闭,其有效容积可按3~4平均小时废水处理量计算。反应后的沉淀时间宜为1~1.5h。
含铬废水中Cr6+还原,采用亚硫酸钠还原,方法成熟可行,可以达到尽可能减少污泥产生量的目的,过程在线控制PH2~3,控制ORP在300~330mV之间。经还原处理后的废水流入混合废水调节池。
由于还原反应时,废水须调PH值至2~3之间,因此将酸洗废水引进与含铬废水混合,可减少酸的用量,降低废水处理的运行费用,达到以废治废的目的。
混合废水处理
参考《电镀废水设计规范》
电镀混合废水,系指含有多种金属离子的电镀废水,也可以包括酸、碱废水在内。
《规范》规定,下列废水不应排入混合废水处理系统之内:
1、 未经氧化处理的含氰废水和未经除铬处理的的含铬废水;
2、 含各种络合剂超过允许浓度的废水,其允许浓度应通过试验确定;
3、 含各种表面活性剂超过允许浓度的废水,其允许浓度应通过试验确定; 4、 含有可能回收利用物料的废水。
该废水混合后经格栅处理由防腐泵提升经转子流量计进入中和反应池,该池内安装有PH计及搅拌机,当向反应池投加碱时,各金属在一定的PH值下生成相应的氢氧化物沉淀物。根据我们以往所积累的对电镀废水行业的处理经验,混合废水最佳沉淀的PH值为9.5,反应后的出水进入中间水池,再经过经砂滤后,出水的PH还是偏碱性,因此再经PH调节池加酸调节后可达标排放。压滤后的污泥外运集中深埋或制砖或回收金属离子或经其它无害化处理。
经破氰和铬还原的废水与混合废水进行混合,采用二次中和沉淀处理工艺,中和剂采用粉石粉和氢氧化钠配合使用,一次中和反应投加粉石粉和氢氧化钠,由进口PH计在线监控PH在7.5~8之间,二次中和反应采用氢氧化钠并控制PH在10~10.5之间。混合废水中各种重金属成份多,而每种重金属加碱析出的最佳PH范围不同(见表4-1),尤其对一些两性元素,如锌,它的氢氧化物,既溶于强酸,又溶于强碱,其沉淀的最佳PH是8.5-9.0,所以两段PH调节沉淀是必须的。根据我院的工程实践经验,沉淀后废水部分重金属仍有流失,而PE管过滤把关措施效果很好。经PE管过滤后经PH调过的废水,80%回用于生产,其余达标排放。
注:参考同类型电镀厂废水处理方案
某些金属氢氧化物沉淀析出的最佳范围

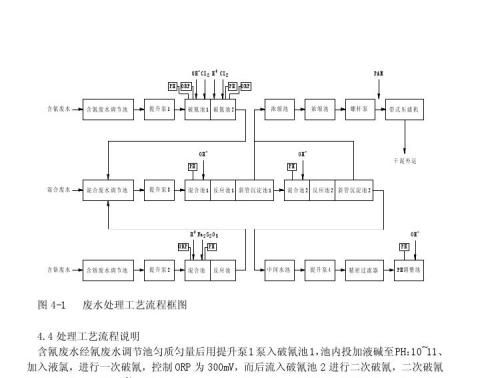
根据以上设计指导思想,确定污水处理工艺流程,详见图4-1:废水处理工艺流程框图。 后废水流入混合废水调节池。
含铬废水经铬废水调节池匀质匀量后用提升泵2泵入铬还原反应池,池内投加硫酸控制PH为2~3之间,由加药泵投加焦亚硫酸钠,控制ORP在300~330mV之间,还原反应池内采用机械搅拌,经还应后的废水流入混合废水调节池。
混合废水经混合废水调节池匀质,为适应重金属离子沉淀不同的PH要求,采用两段PH调节和反应沉淀分离法。混合废水由提升泵3泵入一次中和反应池,池内投加石灰乳液和液碱,在线控制PH为7.5~8之间,使废水中的重金属离子与OH-反应生成氢氧化物絮体后自流入斜板沉淀池,经斜板沉淀池进行泥水分离,上清液进入二次中和反应池,池内投加液碱,控制PH为10~10.5之间,而后进行二次斜板沉淀处理,二次斜板沉淀池上清液进入中间水池,经加压PE管过滤后再在PH调整池中投加硫酸在线调节PH为6~9,处理出水回用于生产或排放。污泥排入污泥浓缩池。
污泥处理:采用比较成熟的污泥浓缩池浓缩污泥,再经带式压滤机脱水。脱水污泥合理处置。
该处理方法与厢式或板框压滤机脱水比较:
1、小时处理量大、设备数量少。
2、运行稳定,操作简单减少劳动强度和提高自动化水平。
因此,本设计采用带式压滤机脱水。
第二篇:电镀废水处理心得
电镀废水处理心得
一般综合性的表面处理企业,公司有化学氧化、阳极氧化、镀锌、镀锌镍合金、镀铬、镀铜、镀金、镀镍、镀银等镀种,产生的废水非常杂乱。公司废水在环保设施建设的时候分为了六大类。分别是:综合废水、含铜废水、含油废水、含氰废水、含铬废水、退镀废水。在实际废水处理当中碰到了非常多的困难,致使废水处理一直不达标。
各种废水处理的环保设计流程如下:
综合废水
综合废水调节池 反应池 沉淀池 挂袋式生物滤膜池 PH回调池 排放口
含铬废水
含铬废水调节池 还原反应池 综合废水调节池
含氰废水
含氰废水调节池 二级氧化反应池 综合废水调节池
含铜废水
含铜废水调节池 反应池 沉淀池 综合废水调节池
含油废水
含油废水调节池 气浮机 综合废水调节池
退镀废水
请专业有资质的环保公司处理,废水处理的流程也是现在大部分电镀公司所采用的,相当具有代表性,而实际处理当中有很多困难致使大部分电镀厂废水处理一直不能达标,在环保监测工作越来越严的时候,很多电镀厂由于不能跟上环保步伐,而进行搬厂或者被吊销排污许可证。综合起来困难有以下几点:
1. 电镀厂混排严重(跑、冒、滴、漏,员工素质为省事而乱排),而废水分类细致。各分类废水所使用药剂为了减低本钱都是有很强针对性。从而造成各分类废水处理良好,综合水还是处理不达标。
2. 为水质清澈和降低本钱使用大量石灰。但是却产生大量污泥,往往废水处理本钱中30%---40%是处理污泥所产生。
3. 来水PH值变化大,反应池PH控制不稳定。PH不稳定造成沉淀池浑浊。出水水质也随着不稳定,时好时坏。
4. 不同金属离子处理PH值条件起冲突,设计时没有考虑。锌、铝在7到8沉淀效果好,而PH升高锌、铝所产生的沉淀将会溶解。镍、铜、磷却需要较高的PH值。
5. 水处理职员责任心不强,操纵不够细心,不注重细节。比如:来水有题目,不及时停机进行应急处理。各种仪表、探头不经常校正清洗。配制药品浓度不按工艺要求配制,为了省事,私自把浓度进步。
6. 表面处理行业的产品进行表面处理前,必须先经过大量的前处理,这其中使用的除油粉里含有乳化剂,而大量的乳化剂不但影响COD的含量,而且影响沉淀池的矾花絮凝,成泥不理想,致使沉淀不好,大量悬浮物跟随上层净水流出沉淀池,在PH回调的时候重新溶解进水里,结果造成排放口重金属离子超标。
7. 铜,镍离子是所有超标重金属当中的最常出现的污染因子,特别是铜离子,往往在使用价格昂贵的重金属捕捉剂后还是会超标,是一些强络合剂的存在,比如:氨水,焦磷酸根,低价磷酸根,有机酸。
8. 一般表面处理厂的COD都只有200到300左右,稍微处理下就能达标,可是一些有化学镀的厂和电镀螺丝等小铁件的厂,由于产品有大量的油性物质保护,在生产前进行的除油工艺造成的大量油污进进污水站,而使COD含量达到500以上或者更高,化学镀的废母液
COD含量可以达到2万。
9. 某些使用氰化物比较多的厂,氰化物处理不完全,对后续的重金属离子达标是非常大的不良因素。
解决办法:
1. 对污水处理工艺进行一些合并处理,使用广谱的水处理药剂。比如:含铜水混合到含铬污水里(由于磷铜在酸性条件下非常不稳定),含油污水混合到含氰污水里,在氰水二级氧化的时候可以对COD进行适当的往除。公司最高领导人牵头,成立污水排放监视小组,对各车间的排水在车间排放口进行不定时检查,以督促车间员工及治理职员对污水排放的重视,最高领导人以安全和环保为工作中重点监视目标。让全公司的员、职工意识到公司可以少掉某一部分还可以正常运行,环保部分少掉将对公司是致命打击!
2. 使用新型的水处理药剂,代替石灰和片碱。现在市面上有XX水处理中和剂,是效果可以媲美片碱,而价格在石灰和片碱之间。相应的药剂投加量减少,污泥的产出量也有比较大的减少。综合计算下来本钱还能够减少一部分。
3. 在综合水调节池添加一套PH探头,对来水PH进行检测,并与调节池泵水到反应池的提升泵进行联动,设定PH大于5自动停机。反应池设专人进行PH检测,现在大家都是使用PH自动添加系统,可是有非常多的因素影响PH,比如:探头不准、搅拌不匀来水波动极大,加药泵流量跟不上等等情况。并且建议使用PH试纸进行频繁的检测保证PH的稳定。
4. 把处理需较高PH的污水现在混合在一起进行预处理,这样可以在综合反应池当中控制低PH,可以节省一部分碱,和后面PH回调的酸,并且可以保证外排口的PH稳定达标。
5. 工作计划化、表格化,对操纵职员进行责任到个人。使其养成工作能够进行自觉的按操纵流程进行工作。对突法情况进行规定一定要及时停机进行小试,能够解决题目后才开机处理。
6. 在综合调节池加进80目的活性炭进行吸附,增加助凝剂的用量。
7. 对车间的铜镍等重金属的浓废液进行收集,可以回收重金属,有一定经济价值。
8. 化学镍废弃液有条件的尽量收集请专业环保公司处理。对于含有大量油污的前处理水,可以在综合调节池里展设爆气管进行爆气,同时加进一定量的活性炭。
9. 处理氰化物一定要完全处理,漂白水过量,可以用淀粉-碘化钾试纸进行检测。
表面处理企业的水是所有产业污水当中成分最复杂的污水,所以需要不停的进行实验,以确定处理工艺的适用性。固然现在的药剂添加都是大部分的使用自动化,但是由于污水站的环境极差,仪器非常轻易坏。所以我们不能依靠仪器就以为什么都好了,我们应该有心理预备仪器随时可能失灵。所以处理过程当中一定要随时进行观察。只要操纵职员有责任心、注重细节,污水处理达标并不难!来源:三废处理技术网
-
教师岗前培训个人心得总结
这次教师岗前培训让我受益非浅,深受启迪,对我人生新的起点起到了重要的作用.这次培训的内容有做一名有奋斗感的教师,生命教育----教…
-
暑期三下乡个人心得总结
铭记.希望希望之光基金会感恩.回报赴连州“丰阳中学”下乡支教总结在很久很久以前,其实就是我读小学五年级的时候我就听说我们镇上的小学…
-
暑期三下乡个人心得总结
七天的潭西村“三下乡”实践活动已结束,但它是这个夏天最让我怀念的时光,它就像是这闷热的夏天吹来的来第一股海风,为我们这些刚刚经过大…
-
20xx入党积极分子、发展对象党课培训个人心得总结
发展对象党校培训个人总结20xx年x月x日至8月x日,我作为发展对象参加了市委党校第十二期发展对象培训班”这次发展对象培训,虽然时…
-
党积极分子、发展对象党课培训个人心得总结
发展对象培训个人总结木老元乡大地小学段立德20xx年x月x日发展对象培训个人总结20xx年x月x日至5月x日,我作为发展对象进行了…
-
20xx年QC年度工作总结与20xx工作计划
20xx年年度工作总结与20xx工作计划------职务:QC20xx年即将过去,感谢公司提供给我们一个成长的平台,让我在工作中不…
-
工作总结
回顾这6个月的工作,在获得一定经验的同时,我也找到了自己在工作中的不足与问题,主要是我们怎么能够通过公司给我们的平台为客户提供良好…
-
某大型公司采购部月工作总结报告
—首先我先介绍一下有关于采购部的相关事宜。采购部主要职责1、审核采购需求2、决定合适的采购方式3、分配、选择和维护潜在供应资源4、…
-
电镀知识总结
电镀知识总结表面电镀处理(1)﹒镀锌镀锌层为防腐性镀层﹐广泛应用于黑色金属的放腐蚀处理﹒其镀层弹性好但硬度较低﹐不适合承受摩擦﹒(…
-
模拟卷二0一0年工作总结和
Usingtheresearchmethodofliteraturemeansofobservationbehavioralapproachconce…