音响焊接实验报告
哈尔滨理工大学荣成学院
音箱课程设计
题 目: 音箱的设计与焊接
专业年级: 焊接技术及其自动化11-1班
学生姓名:
学 号: 1130340109
指导教师:
材料工程系
完成时间: 2012 年 9月 26日
一.序言............................................................... 3
二、产品介绍................................................... 4
三、课程设计要求........................................... 4
四、元件清单................................................... 6
五.课程设计原理........................................... 7
六、焊接步骤及注意事项.............................. 9
七、总结........................................................... 9
一.序言
本设计的课题是迷你音箱的设计。说到迷你音箱的设计,一定要说说迷你音箱的发展史了。随着生活水平的提高,人们现在追求更多的 史个性化的享受和需求,而迷你音响就是在这种条件下的时代产物。其实迷你音响最准确的名称应该为微型音响组合,之所以被人们 通俗形象的称为迷你音响、原因主要是两点: 1、迷你音响的功率一般来说都比较小,每只音箱的功率基本上都在50W以内。这种功率相对比传统的大家庭影院只能被称为迷你,但在面积50平方米以内的房间里使用范围内功率已完全足够。 2迷你音响的音响的外观小巧玲珑,占用空间小,并且做工精细,讨人喜欢,故被称之为迷你。而整个迷你音响行业的发展历程就是中国音响行业的一个发展缩影。在20世纪50年代,我国音响行业的主要产品是电子管式的中短波收音机,改革开放以后,随着国门的打开,中外交流的日益增多,很多中国华侨回国旅游、探亲的时候馈赠亲友的礼品一般都是一套大的音响或是立体声收录机。80年代的立体声收录机一般都比较笨重,没有很多的技术含量。进入新世纪以来,随着城市现有土地资源的紧张,房地产开发商在开发新的楼盘时更注重的是空间的搭配合理性以及尽可能的满足现代人追求的精品生活方式,家居风格也随之发生转变。家庭影院摆放在家中占空间过大,而且不能随意调换房间,由此造成很多人买的家庭影院是一种摆设。这时候迷你音响横空出世,应时而生。这时候迷你音响横空出世,应时而生。功能一般包括AM/FM调谐收音、DVD/VCD/CD/MP3碟播放器、外接USB插口、磁带卡座以及两个或5.1声道的扬声器等,它是将大型音响的各种功能整合到小巧的体积当中,而且外观一般比较讨巧,推出之后大受市场的欢迎。小、巧、美、精也是未来音响发展的主流趋势。
这次设计是在学习了《电路与模拟电子技术》和《数字电子技术基础》和《金属熔焊原理及材料焊接》之后,对所学习的知识进行综合的练习,也是更好的掌握关于本课程的一些常识性知识,达到理论与实践相结合的目的。
此次课程设计涉及了焊接的方法及其相关的工艺知识,实现了对所学习的知识的应用与固化。涉及的问题主要有电路熟悉和锡焊的基本过程,对制作音响所用到的焊接知识的认识,对相关工具的使用方法以及涂饰时应注意的问题。还有以前学习的色彩搭配方面的知识在本次课程设计中也有用到
二、产品介绍
以从USB,也可以直接从主机中引出12V,现在有些电脑电源带有供液晶显示器用的12V电源接口,更是方便。如果从USB取电,要注意占用一个独立的USB口,不要和其他USB设备共用。TDA 该迷你音箱可以作为MP3或笔记本及台式机的功放。如果从电脑取电,可2822M采用5V供电时的工作电流只有200mA~300mA,只要主板质量合格,不会有什么问题。
本套件制作容易,是提高初学者学习电子技术兴趣的良好套材。
在拿到本套件后,请对照材料清单清点一遍,并用万用表粗略的(因出厂已测量过)测量一下各元件的参数,先检查元件有没有出错,对照装配图安装元件,有没有虚假错焊,只要元件安装无误,一般情况下是能够成功的。
三、课程设计要求
制作一个有源音箱,能够连接电脑.手机.mp3.收音机等播放设备,能够精确的调节音量。
(一)其主要特点有以下几个方面:
1.在保证普通音箱的基本功能的前提下,添加了其他的附属功能。
2.遵循了材料使用的三原则:使用性原则,工艺性原则,性价比原则。主要体现在在保证产品性能的情况下尽量节约材料和对边角料的有效利用,而且美观大方。
3.本设计的主要色调采用了绿色(因为课堂上所给的音箱外壳为绿色)。使其不但有音箱的功用,外型上更像是一件艺术品。
4.材料的选择(投入生产时使用材料的设计)。
(二)扬声器的主要性能指标
扬声器的主要性能指标有:灵敏度、频率响应、额定功率、额定阻抗、指向性以及失真度等参数。
1、额定功率
扬声器的功率有标称功率和最大功率之分。标称功率称额定功率、不失真功率。它是指扬声器在额定不失真范围内容许的最大输入功率,在扬声器的商标、技术说明书上标注的功率即为该功率值。最大功率是指扬声器在某一瞬间所能承受的峰值功率。为保证扬扬器工作的可靠性,要求扬声器的最大功率为标称功率的2~3倍。
2、额定阻抗
扬声器的阻抗一般和频率有关。额定阻抗是指音频为400Hz时,从扬声器输入端测得的阻抗。它一般是音圈直流电阻的1.2~1.5倍。一般动圈式扬声器常见的阻抗有4Ω、8Ω、16Ω、32Ω等。
3、频率响应
给一只扬声器加上相同电压而不同频率的音频信号时,其产生的声压将会产生变化。一般中音频时产生的声压较大,而低音频和高音频时产生的声压较小。当声压下降为中音频的某一数值时的高、低音频率范围,叫该扬声器的频率响应特性。
理想的扬声器频率特性应为20~20KHz,这样就能把全部音频均匀地重放出来,然而这是做不到的。每一只扬声器只能较好地重放音频的某一部分。
4、失真
扬声器不能把原来的声音逼真地重放出来的现象叫失真。失真有两种:频率失真和非线性失真。频率失真是由于对某些频率的信号放音较强,而对另一些频率的信号放音较弱造成的,失真破坏了原来高低音响度的比例,改变了原声音色。而非线性失真是由于扬声器振动系统的振动和信号的波动不够完全一致造成的,在输出的声波中增加一新的频率成分。
四、元件清单

五.课程设计原理
通过音频线将MP3.MP4等设备的左.右两路音频信号输入到立体声盘式电位器的输出端,2路音频信号在分别经过R1.C1.R2.C2耦合到功率放大集成电路TDA2822的输入端6.7脚,经过IC(TDA288)内部功率放大后其1.3脚输出经过放大后的音频信号以推动左.右两路扬声器工作。电路中的发光二级管LED起电源通指示作用。拨动开关SW可以控制电源的开或关自流电源插座DC起电路可以外接电源的作用。带为其VOL是用来控制音量的大小。
设计原理图
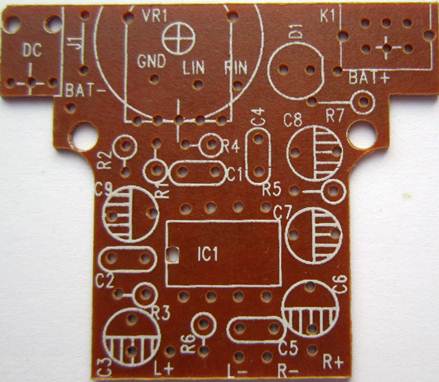
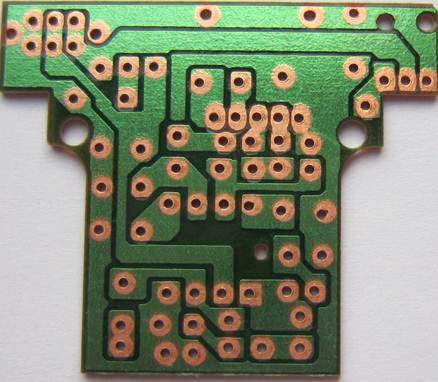
电路印刷电路图
根据印刷版的图形标志选择不同器件进行焊接,图形中有的圆表示电容,并且虚线区域表示电容的负极。注意在GRL三个焊孔中,G必须接导线的金黄的线,R L可以随意接。在两空之间用直线连接起来表示器件插入其两个孔内。
六、焊接步骤及注意事项
① 按元件清单清点所有元件,分类摆放以便于拿取。 用万用表检测,如有坏损的请选出来,更换。
②对照原理图元件清单安装元件,参照电路板元件符号确定元件的安装方向、高度。注意:电解电容的极性,电解电容应紧贴线路板,按丝印方向安装以免影响封盖。尽量把元件上的字符朝向一致,置于易观察的位置,以利于检查。
③焊接元件要快时间要短,用锡量要适量,避免拖锡而造成短路。
④焊接元件先小后大,分类分批焊接完成后,剪去过长引脚,检查所有焊点有无虚焊及漏焊。电位器和外接电源插孔与底板
对保持水平再焊机。
⑤发光二极管指示最后焊接。约留1cm引脚长度弯折以便从外壳孔中露出。
⑥最后焊接电源和左右声道喇叭引线,并在根部用热熔胶棒固定。
调试
封装完成以后安装上4节七号电池打开开关以后就可以工作了。B50K元件是调节音量的。将立体声插头插入MP3播放器检查是否正常工作。那么一个简约时尚的迷你音箱就做完了
注意事项
1、清单清点元件数量,检测元件是否完好。
2、向电路板安放元器件时注意元件大小、层次、安装方式。
3、注意虚焊、漏焊、焊点短路及毛刺等问题。剪脚长度
4、注意区分排线连接扬声器和导线连接电源。
5、安装外壳时要注意不要压到导线和排线。
七、总结
身体力行了本次电子实训感触颇深。
这次是直接按照图纸进行焊接工作,可以说是独立完成,是对我们基本能力的考验,焊接过程姑且不计,有幸一次性成功音箱工作状态非常理想音质很棒,第一次用上了自己亲手制作的音箱。此次课程设计拓宽了我的认知面在原来的基础上又认识并掌握了一些元器件的使用,自己的焊接技术也得到了锻炼,在第一次用到PCB板心中难免有些紧张,不过随着焊接的继续,就习惯了这样的工作,很享受这样的过程,从中学到了很多,并且提高了自己的动手能力。老师都很负责,对同学们很关心,讲述在操作中的安全问题。同时对同学们有非常的严厉,让我们在严谨的情况下学焊接和电路知识,让我们牢牢吧锡焊的操作技巧掌握,对于。在焊接操作中我明白,做事一定要认真对待,要稳重,即使一个很小的错误也可能导致全盘的失败。就如在焊接电路板时,如果自己的手颤抖了一下,就会导致锡点的相连,从而导致整个电路板的短路,从而使得整个实验都失败。所以做事一定要稳重,认真,同时再次感谢老师认真严谨工作老师您辛苦了。
第二篇:焊接实验报告模板
材料工程实验报告
(焊接方向)
任课教师:

 班
级:
班
级:
所在院系:
同实验者:
材料科学与技术学院
实验一 焊条设计及制备工艺实验
一、实验目的
1.了解焊条的结构和生产过程。
2.了解常用酸性焊条和碱性焊条药皮配方的组成。
3.初步掌握焊条的设计方法和设计步骤。
二、实验设备及材料
1. 焊条制备系统:搅拌机、压涂机、送丝机、磨头磨尾机和烘干炉;
2. 天平,称药皮原料用;
3. 压制焊条用原料
(1)药皮原料:大理石、萤石、石英、钛白粉、金红石、45号硅铁、锰铁、钛铁等;
(2)焊芯:压制焊条用H08A焊芯——砂纸打磨至表面无锈迹;
(3)粘结剂:水玻璃
实验原理
1.压制焊条基本原理
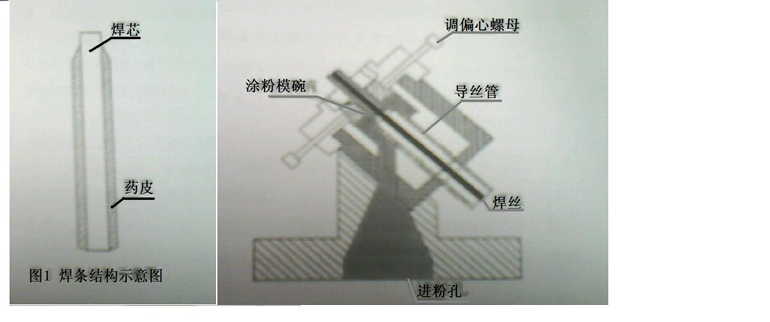
焊条由药皮和焊芯组成,焊条结构如图1所示。焊条药皮的化学组成通常是根据焊条的力学性能和工艺性能要求将各种矿石粉和铁合金按一定比例配制而成。焊条压制前,应在药粉中加入适量的水玻璃并将其搅拌均匀,水玻璃与药粉的重量比通常控制在0.2左右。上述准备工作完成以后,再用涂敷机将其涂敷在焊丝表面。焊条涂粉原理如图2所示。焊条涂敷完成之后,接下来的工序是进行磨头、磨尾、印字和烘干。
2. 焊条设计原理与设计方案
(1)焊条设计依据
(A)被焊母材的化学成分、力学性能指标或其他特殊性能如耐热、耐蚀性能等
(B)焊接结构服役条件如工作温度、工作介质的性质、载荷大小及性质以及是否有耐磨或耐蚀要求等。
(C)施工现场的设备以及施工条件。
(D)焊条制造厂的生产条件。
(2)对焊条的基本要求
(A)必须满足对焊接接头的技术要求。
(B)具有良好的冶金性能和工艺性能。
(C)药皮压涂性好、易成形,压制后表面光滑无裂纹,并具有一定的强度和耐潮能力
(3)焊条设计步骤
(A)设计焊缝化学成分。焊缝的化学成分既要满足接头使用性能要求,又要考虑对焊接性的影响。常根据经验设计。
(B)确定焊缝金属的合金化方式。焊缝金属的化学成分确定后,应该考虑通过什么途径将合金元素过度到焊缝中。通常可选择的途径有三种:通过焊芯过渡、药皮直接过渡和经过熔渣与液态金属的置换反应过渡。
(C)确定焊条药皮类型。一般的原则是:焊接重要结构或低合金高强钢时,多选用低氢型药皮,对于焊接不太重要的碳钢或者强度较低的低合金钢结构,可选用钛钙型或铁铁矿型药皮。
三、实验内容和方法
1. 焊条药皮配方设计
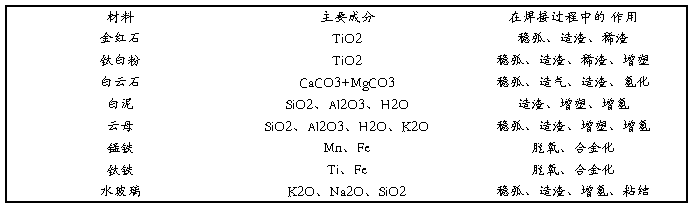
实验所用焊芯为直径3.2mm碳钢焊芯,用于对45钢平板进行堆焊,根据压制焊条基本原理、表一中药皮各个成份的作用及焊接冶金学基本原理设计焊条药皮成分
表一:各种材料的主要成分以及在焊接过程中的主要作用如下表:
表二:实验药皮成分
考虑到实验成本等问题,决定使用实验指导老师所提供的药皮成分比例。具体见表二。

2.配制湿涂料:
将表三中所列各物质精确称量后倒入容器中均匀混合,随后缓慢分几次加入水玻璃搅拌使其与药粉充分混合均匀。将黏度适合的湿涂料捏成拳头大小的团状备用。
3.压制焊条
将团装湿涂料置入压涂机料缸中,并用工具夯实,将装满涂料的料缸装在压涂机上,启动油泵,准备涂粉。将打磨光亮的焊芯装入送丝机,启动送丝电机进行涂粉,涂粉完成后,焊条将自动被送入磨头磨尾机进行磨头磨尾加工,制备结束的焊条用烘干炉烘干。
四、实验结果分析
?
六、实验心得体会
?
实验二手工电弧焊操作练习实验
一、实验目的
1. 了解手工电弧焊的基本理论;
2. 熟练掌握手工电弧焊的基本操作及焊接规范参数调整的方法;
3. 观察焊接电流、焊接电压等参数对焊缝成型的影响;
4. 能熟练运用手工电弧焊进行焊接,并获得良好的成型效果;
二、实验设备与实验材料
1. BX3-300交流弧焊机3台
2. 3mm厚的45号钢板若干
3. J422焊条(直径2.5mm)若干
4. 面罩、手套、防护服若干
三、实验原理
两种或两种以上材质(同种或异种),通过加热或者加压或两者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫做焊接。按照工艺方法将焊接分为熔化焊、压力焊、钎焊三种,熔化焊是将焊处加热到熔化状态,冷凝后形成焊接接头的焊接工艺方法,手工电弧焊(简称手弧焊)是熔化焊的一种。
手弧焊是利用手工操作在焊件与焊条之间引燃电弧,利用焊条与焊件之间产生的电弧热量来熔化焊件金属和焊条,冷却后形成焊缝的焊接方法。常用的手弧焊机可分为交流焊机和直流焊机两种,前者又分为动铁心式和动线圈式两种,如BX3—300—2型交流弧焊机,其中的“B”表示焊接变压器,“X”表示焊接电源外特性为下降特性,“3”表示动线圈式,“300”表示额定焊接电流为300A,“2”表示产品系列,如果把“BX”后面的数字“3”换成“1”即型号BX1—330,它表示该弧焊变压器为动铁心式,额定焊接电流为330A,直流焊机可分为弧焊发电机(如AXI—500型,“A”表示焊接发电机,“X”表示下降特性,“I”表示产品系列)和硅整流直流弧焊机(如ZXG—250型,“Z”表示整流,“X”表示下降特性,“G”表示硅整流原件)。
手工电弧焊常用焊条有两种:E4303(J422)和E5015(J507),前者为酸性焊条,用于低碳钢如钢筋、角铁、槽钢等的焊接;后者为碱性焊条,其抗裂性能较好,用于焊接含碳量较高的钢如45号钢和部分低合金结构钢的焊接。焊条的直径主要有φ2.5mm、φ3.2mm、φ4.0mm、φ5.0mm等几种。
依据要焊接的焊接厚度根据下表选择焊条直径:

对于低碳钢焊条,焊接电流值可以按照以下经验公式选取:
I=(33~55)d
式中,I为焊接电流(A),d为焊条直径(mm)
引弧方式:接触引弧
在电弧焊中有相应的两种引弧方法,即非接触引弧法和接触引弧法。在非熔化极电弧焊中,广泛采用非接触引弧法,如钨极氩弧焊常用高频振荡器引弧,其电压高达2000V以上。在熔化极电弧焊中,如手工电弧焊、埋弧焊和熔化极气体保护焊中都采用接触引弧法。电弧的引燃过程如图3-2所示。
五、实验内容和方法
1. 实践练习手工电弧焊引弧过程;
2. 焊条类型的选择及焊接规范的正确预置:焊条直径为2.5mm,钢板厚度为4.0mm。
3. 变换焊接位置操作,调整焊接规范观察不同焊接规范对焊接成型的影响;
4. 多批次操作练习手工电弧焊至熟练掌握。
六、实验结果分析
?
?
七、实验心得体会
?
?
实验三数字化焊接综合工艺实验
一、实验目的
1. 了解并掌握焊接的定义、各种焊接方法的分类;
2. 了解数字化焊接的结构、功能和组成特点;
3. 进一步了解手工电弧焊工艺方法的电弧物理和焊接特点;
4. 对焊接缺陷的种类、常见缺陷的产生原因有进一步的了解;
5. 能够运用所学焊接知识,编制出简单产品的焊接工艺;
二、实验所用设备及原材料
1. 实验设备:TPS—4000型Fronious数字化焊机、手工电弧焊枪、焊接工作台、焊条烘干炉;
2. 面罩、手套、防护服;
3. 实验材料:自制J507焊条,低碳钢试板。
三、实验内容和要求
手工电弧焊实验。调整焊机,选择焊机操作模式为JOB模式条件下的手工电弧焊,连接好手工电弧焊枪和输出电源线,准备好试板,打磨试样待焊处成金属光泽,并根据焊条直径选择焊接电流,由于自制焊条直径为 ? mm,所选电流为 ? A左右。
按手工电弧焊操作要领进行焊接,实验过程中,详细观察自制焊条的焊接工艺性能,如引弧性能、电弧稳定性、脱渣性、烟尘量等。
四、实验结果分析
下图为我小组焊接后试板的宏观照片

通过宏观照片可以获得以下信息:
?
?
?
?
焊接规范为:焊接电流为210A,焊接电压35V。该规范并不是稳定不变,而是随着焊接过程中一些因素的影响小幅度波动。由于采用了数字化焊机,适应性好,焊接规范如焊接电流、焊接电压等会随着操作过程中一些因素的波动而变化,降低了对操作者熟练程度和操作稳定性的要求,因此,虽然操作时有焊枪抖动或者焊接电弧长度不稳定等情况,对焊缝成型的音响不是很明显,成型情况良好。
五、焊接过程分析:
1. 引弧性能:
2. 电弧稳定性:
3. 脱渣性:
4. 烟尘量:
5. 弧坑缺陷:
-
焊接技术实验报告
1手工电弧焊常用弧焊设备与使用一实验名称手工电弧焊二实验目的1了解手工电弧焊的常用设备电焊条2熟悉交流电弧焊机的使用三工作原理手工…
-
电子焊接实验报告
电子焊接实验报告学院电子与控制工程学院专业电气工程及其自动化班级学号姓名指导老师郭老师张老师实验成绩20xx年6月1实验名称电工电…
-
焊接实验报告
2材料工程焊接方向实验报告任课教师姓名学号班级所在院系材料科学与技术学院201年月1实验一焊条设计及制备工艺实验一实验目的1了解焊…
-
焊接实验报告
一实习目的1学习焊接电路板的有关知识熟练焊接的具体操作2了解电子产品的生产制作过程3掌握电子元器件的识别及质量检验4学习利用工艺工…
-
实习焊接实验报告
西安邮电学院电装实习报告书系部名称学生姓名专业名称班级时间自动化学院王钧玉09测控技术与仪器1001班20xx年10月10日至20…
-
焊接操作实训报告1
焊接实操实训报告学院系别:机电工程学院专业班级学生学号:指导老师:?设计时间:焊接实操实训报告一、实训目的与要求:1.掌握焊接的…
-
焊接专业实习报告
专业实习报告学生姓名:ww学号:ww专业班级:www20xx年x月专业实习地点:专业实习目的:是学生将理论知识同生产实践相结合的有…
-
焊接实训报告
手工电弧焊实习报告一、实习目的:焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产…
-
焊接车间实习报告
一、实习说明(1)实习时间:20xx年x月x日至20xx年x月x日(2)实习地点:焊接车间(3)实习性质:培训实习报告二、实习环境…
-
焊接实训报告范文
焊条电弧焊实训报告一、实习目的焊条电弧焊实训是学生全面学习焊条电弧操作技能的一次重要实习环节,通过本环节的实习使学生获得焊接生产经…
-
焊接实习报告
前言毕业实习是我们在校期间的最后一次实习活动,是进行工程训练的重要实践教学环节,是理论联系实际的现场学习,是进一步的理解、消化、掌…